Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Понятие узкоструйной плазменной резкиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
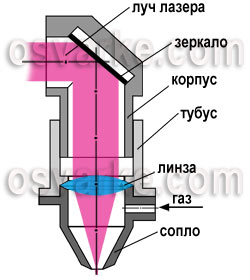
Узкоструйная плазменная резка – резка с повышенной плотностью дуги. Обжатие дуги достигается за счет специальной конструкции сопла. Эффективными способами обжатия дуги считаются завихрение газа и регулируемые сопла. При использовании данной технологии повышается точность резки, обеспечивается отсутствие грата, уменьшается зона термического влияния и значительно уменьшается угол скоса нижней кромки. ТЕХНОЛОГИЯ ЛАЗЕРНОЙ РЕЗКИ Лазерная резка – технология резки и раскроя материалов, использующая лазер высокой мощности (используются твердотельные, волоконные и углекислотные лазеры). В процессе резки, под воздействием лазерного луча материал разрезаемого участка плавится, возгорается, испаряется или выдувается струей газа. При этом можно получить узкие резы с минимальной зоной термического влияния. Лазер – устройство, преобразующее энергию накачки в энергию когерентного (сложение волн), монохроматического (одноцветный), поляризованного и узконаправленного потока излучения. Достоинства: Недостатки: ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
1. Излучателя; 2. Системы формирования и транспортировки излучения и газа; 3. Координатного устройства; 4. Автоматизированной системы управления (АСУ). Излучатель генерирует лазерное излучение с необходимыми для резки оптическими, энергетическими и пространственно-временными параметрами. Система формирования и транспортировки излучения и газа предназначена для передачи лазерного пучка от излучателя к обрабатываемой детали, а также для формирования требуемых параметров газа, поступающего в зону реза через сопло. Координатное устройство выполняет относительное перемещение лазерного луча и детали в пространстве. Такое устройство содержит двигатели, привод, исполнительные механизмы. АСУ предназначена для контроля и управления параметрами лазера, передачи команд на исполнительные модули координатного устройства и системы формирования и транспортировки излучения и газа. ТОЧНОСТЬ ВЫРЕЗАЕМЫХ ДЕТАЛЕЙ. ТЕПЛОВЫЕ ДЕФОРМАЦИИ 1)Материал · Марка материала · Состояние поставки 2)Оборудование · Тип машин · Технологическое состояние машины 3) Технология резки · Качество управляющих программ · Квалификация персонала · Тепловые деформации (до 60% погрешности) Виды погрешностей: продольные, изгиб в плоскости детали (изгиб из плоскости детали) Что важно 1)прямолинейность кромок 2)отклонение от габаритных размеров 3)ПЕРПЕНДИКУЛЯРНОСТЬ КРОМОК РЕЗА 4)шероховатость поверхности 5)местные подплавления и выхваты ПОДГОТОВКА УПРАВЛЯЮЩИХ ПРОГРАММ для разработки управл.программ применяются разл. системы автомат.подготовки программ (САП), которые сокращают сроки подготовки производства.
Подготовка УП осуществляется в следующей последовательности: 1) проектирование маршрутного технологического процесса обработки, представляемого в виде последовательности операций с выбором режущих и вспомогательных инструментов, станочных приспособлений, с разработкой технических условий на исходную заготовку; 2) разработка операционного технологического процесса с расчетом (или назначением) режимов резания, с построением траекторий движения режущих инструментов; 3) расчет координат опорных точек траектории движения режущих инструментов; 4) составление расчетно-технологической карты; 5) разработка карты наладки станка; 6) кодирование информации — формирование кадров УП с их ручной записью в виде текста или таблицы; 7) нанесение информации на программоноситель; 8) контроль программы и исправление ошибок. Автоматизация программирования с использованием ЭВМ позволяет значительно ускорить подготовку и снизить стоимость управляющих программ.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 498; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.52.77 (0.006 с.) |