
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Установка для воздушно-плазменной резки инверторного типаСодержание книги
Поиск на нашем сайте
УСТАНОВКА ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ИНВЕРТОРНОГО ТИПА
CUT-30/40/60J/70/100/120 ПАСПОРТ (ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ) Меры предосторожности
1.1. При обслуживании и эксплуатации установки необходимо соблюдать "Правила безопасной эксплуатации электроустановок потребителей" и требования стандартов безопасности труда (ССБТ) - ГОСТ 12.3.003-86, ГОСТ 12.1.019 и ДСТУ 2456-94. 1.2. ЗАПРЕЩАЕТСЯ: - включать установку CUT 30/40/60J/70/100/120 без заземления; - использование в качестве заземляющего контура элементы заземления другого оборудования. 1.3. Подключение установки должно производиться только к промышленным сетям и источникам. Качество подводимой к установке электрической энергии должно соответствовать нормам по ГОСТ 13109-97. 1.4. Перед началом работ необходимо проверить состояние изоляции проводов, качество соединений контактов кабелей и заземляющих проводов. Не допускаются эксплуатация установки со снятыми элементами кожуха и при наличии механических повреждений изоляции токоведущих частей и органов управления. 1.5. Место проведения работ должно быть оборудовано необходимыми средствами пожаротушения согласно требованиям противопожарной безопасности. 1.6. Ультрафиолетовое излучение, брызги расплавленного металла, сопутствующие процессу резки, являются опасными для глаз и открытых участков тела. Для защиты от излучения дуги нужно применять щиток или маску с защитными светофильтрами. Для предохранения от ожогов руки сварщика должны быть защищены рукавицами, а тело - специальной одеждой. 1.7. При работе в закрытых помещениях, для улавливания образующихся в процессе резки аэрозолей и дымовыделений, на рабочих местах необходимо предусматривать местные отсосы и вентиляцию. 1.8. Зачистку реза от грата следует производить только после полного остывания реза и обязательно в очках с простыми стеклами. Комплектность 1. Установка воздушно-плазменной резки – 1 шт. 2. Плазмотрон в сборе: PT-31 (CUT30//40); SG-51 либо SG55 (CUT60J), P80 (CUT70//100); TZ100 (CUT120) - 5m – 1 шт. 3. Кабель «масса» - 1 шт. 4. Блок подготовки воздуха – 1 шт. 5. Руководство по эксплуатации (паспорт) – 1 шт. 6. Упаковка – 1 шт. 7. Гарантийный талон на изделие – 1 шт.
Характеристика продукта Аппараты серии CUT, предназначенные для резки, произведены на базе современной инверторной технологии. Благодаря использованию мощных транзисторов MOSFET и применению принципа широтно-импульсной модуляции (PWM), выпрямленное напряжение сети (100Гц) преобразуется в высокочастотное переменное напряжение (100КГц), которое подается на первичную обмотку силового ферритового трансформатора. Затем, на вторичной обмотке получается переменное высокочастотное напряжение, которое преобразуется теперь уже в постоянное. Такой принцип работы позволяет использовать силовой трансформатор значительно меньшего размера и уменьшить вес инверторного оборудования, что ведет к увеличению КПД аппарата до 85%. Для возбуждения дуги используется осциллятор, генерирующий высоковольтный, высокочастотный импульс напряжения. Данный аппарат отличается стабильной, надежной и эффективной работой, малыми размерами и низким уровнем шума в процессе сварки. Оборудование для резки серии CUT, может широко применяться для резки углеродистой стали, нержавеющей стали, различных сплавов стали, меди, алюминия и других цветных металлов. Гарантийный срок обслуживания данных аппаратов составляет 1 год, на запасные части гарантия не распространяется. В течение гарантийного срока все обслуживание производится бесплатно, за исключением случаев сознательного повреждения оборудования или его неправильной эксплуатации. Выполнять работы по ремонту сварочного оборудования в случае его поломки могут только квалифицированные технические специалисты. Общее устройство
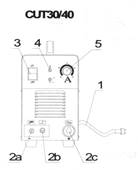
1. Сетевой кабель 2a. Штуцер для присоединения газового тракта плазмотрона 2b. Разъём для подключения кнопки плазмотрона 2c. Разъем для подключения кабеля «масса» 2d. Подсоединение вспомогательного кабеля плазматрона 3. Выключатель электропитания 4. Индикатор ошибки (перегрузки, перегрева) 5. Ручка регулирования тока резки 6. Цифровой датчик значения тока резки 7. Индикатор включения в сеть
Подготовка изделия к работе и порядок работы 6.1. Подготовка к работе. 6.1.1. Установите аппарат на месте проведения работ. 6.1.2. Вокруг установки на расстоянии не менее 0,5 м от задней и передней панели не должно быть предметов, затрудняющих циркуляцию воздуха и доступ к органам управления установки. Проверьте состояние органов управления и индикации, убедитесь в отсутствии механических повреждений, изоляции токоведущих частей, проводов и кабелей, а также надежность их присоединения. 6.1.3. Обесточьте место подключения. Проверьте соответствие напряжения сети напряжению, указанному на табличке установки. Провода сетевого кабеля подсоедините к месту подключения, черную жилу сетевого кабеля подключите к заземляющему контуру. Аппараты моделей CUT30//40 подключаются к однофазной сети. Модели CUT60J, CUT70, CUT100 и CUT120 должны подключаться к трехфазной сети через автомат защиты сети или трехполюсный рубильник с трубчатыми предохранителями, рассчитанными на максимальный ток потребления установки. 6.1.4. Подключите кабель с зажимом «масса» на изделие. Подключите газовую аппаратуру к системе с сжатым воздухом необходимых параметров. Воздух должен быть сухим и не содержать масло
УСТАНОВКА РЕДУКТОРА: Пожалуйста, ознакомьтесь со схемой, приведенной ниже.
6.1.5. Включение и отключение установки, осуществляется выключателем (3), расположенным на передней панели (см. рис. «Общее Устройство»). 6.1.6. Подайте напряжение на установку. Ориентировочно ток резки можно определить в соответствии с таблицей, приведенной ниже. 6. 1.7. Произведите регулировку давления в воздушном тракте: Установите давление воздуха на входном манометре (10) блока подготовки воздуха, не менее 4 атмосфер (бар), от этого зависит качество реза и долговечность работы выходной части плазмотрона, так как воздух обеспечивает не только горение дуги и выплеск расплавленного металла, но и выполняет функцию охлаждения плазмотрона. ВНИМАНИЕ! При отсутствии необходимого давления сжатого воздуха зажигается индикатор давления воздуха (4), при этом установка не включится. Зажигание индикатора сигнализирует о неправильной регулировке давления или недостаточной производительности системы воздухообеспечения. Дальнейшая работа возможна только при наличии необходимого давления сжатого воздуха. 6. 1.8. Проверьте правильность подбора диаметра сопла на плазмотроне в зависимости от режима резки ВНИМАНИЕ! При применении сварочных кабелей с меньшими сечениями, а также нестандартных плазмотронов, со значениями номинальных токов, отличных от паспортных данных установки, качество проведенных работ не гарантируется. 6. 2. Порядок работы. 6. 2.1. Для получения устойчивой дуги и оптимальных результатов резки, после перерывов в работе, перед началом резки проконтролируйте правильность регулировки давления. 6.2.2. Проверьте наличие выхода воздуха из отверстия в сопле плазмотрона и охлаждающего воздуха. 6. 2.3. Процесс резки: a) В аппаратах моделей CUT30 и CUT40 нет осциллятора, что не позволяет зажигать дугу нажатием кнопки, потому для возбуждения дуги требуется касаться катодом до изделия. Для комфортной работы перед резкой ржавого металла необходимо очистить от ржавчины место для возбуждения дуги. b) Для начала процесса резки аппаратами CUT60J, CUT70, CUT100 и CUT120 плазмотрон необходимо установить над поверхностью обрабатываемой детали (оптимальное расстояние 1,0-2,0 мм) и нажать кнопку на его ручке. При этом зажигается дежурная дуга и через отверстие в сопле плазмотрона выдувается наружу. Если плазмотрон установлен правильно над поверхностью детали, тогда зажигается силовая дуга и начинается процесс резки. ВНИМАНИЕ! Поджиг дежурной дуги осуществляется высоковольтным напряжением. Для исключения (при обнаружении) высоковольтного пробоя между соплом, опорной пружиной плазмотрона и разрезаемой деталью поджиг дежурной дуги необходимо производить: - не устанавливать плазмотрон до инициирования дежурной дуги на опорных пружинах на поверхность разрезаемой детали - инициирование дежурной дуги по команде с кнопки горелки производить на расстоянии не менее 10 мм между опорной пружиной и поверхностью (краем) разрезаемой детали; - после "выхода" дежурной дуги из сопла плазмотрона установить плазмотрон на опорную пружину на край (или отверстие) разрезаемой детали и начать процесс резки. Начало процесса резки требует наличие навыков и осторожности. Резка должна начинаться медленно с последующим увеличением скорости, после выхода дуги с другой стороны листа. Резку производить без нажима на плазмотрон. Рекомендуется начинать резку от края или отверстия. ВНИМАНИЕ! Если дуга не зажигается или зажигается плохо, проконтролируйте внешний вид рабочих деталей (сопло, электрод, изолирующую втулку) и проверьте регулировку расхода сжатого воздуха. В случае необходимости выполнения отверстий, рекомендуется начало резки производить под углом, с последующим постепенным приведением плазмотрона в вертикальное положение для предотвращения попадания потока искр на плазмотрон. ВНИМАНИЕ! Резку необходимо производить со скоростью, не допускающей попадания потока искр на сопло и изолирующую втулку плазмотрона, для исключения преждевременного их износа. Визуальная оценка скорости резки приведена ниже. Правильную оценку скорости резки можно определить визуально путем наблюдения за углом, под которым происходит выбрасывание материала со стороны нижнего края разрезаемой детали, а также на основе наблюдений потока материала и поверхности после выполнения испытательной резки. Если плазма во время резки внезапно приобретает зеленую окраску, необходимо сразу же прервать процесс резки. Заменить сопло и электрод плазменного резака. Работа несоответствующим или изношенным соплом не обеспечивает требуемого качества и может стать причиной повреждения других частей плазмотрона. При несоответствии вышеописанному начинать процесс резки категорически запрещается! 6. 2.4. Окончание резки происходит после отпускания кнопки на плазмотроне. После чего горение дуги прекращается, а через промежуток времени отключается подача сжатого воздуха. 6.2.5. При завершении процесса резки отключить источник от сети не ранее чем через 2-3 мин., для обеспечения охлаждения плазмотрона. Оптимальное расстояние между соплом и листом должно быть от 1,0 до 3,0 мм. 6.2.6. Для защиты от термической перегрузки установка имеет термореле, блокирующая процесс резки при перегреве силовых узлов. О срабатывании термореле сигнализирует индикатор "Ошибка, перегрев". При этом вентиляторы продолжают вращаться, однако включение режима резки не происходит. Дальнейшая работа возможна только после остывания силовых узлов. 6.2.7. По окончании работ необходимо выключить установку. Обесточить установку в месте подключения. Отключить подачу сжатого воздуха. ВНИМАНИЕ! Регулярно проверяйте состояние электрода и сопла плазмотрона.
Техническое обслуживание
Все работы по техническому обслуживанию должны проводиться на установке, отключенной от питающей сети. 7.1. При ежедневном обслуживании необходимо перед началом работы произвести внешний осмотр установки и устранить замеченные неисправности: - проверить заземление установки; - проверить надежность контактных соединений; - проверить состояние плазмотрона, снять брызги металла; - проверить целостность пневмотракта; - проверить работу вентиляторов. 7.2. При периодическом обслуживании не реже одного раза в месяц (в зависимости от условий эксплуатации чаще) необходимо: - очистить установку, особенно от пыли и грязи, для чего снять боковые крышки аппарата (при условии отсутствия заводских пломб), продуть электрические узлы струей сухого сжатого воздуха, а в доступных местах - протереть чистой мягкой щеткой; - проверить сопротивление изоляции. - проверить состояние электрических контактов разъемов, в случае необходимости обеспечить надежный электрический контакт; - проверить работу вентилятора.
ВНИМАНИЕ! Запрещается эксплуатация изделия в помещениях с повышенным содержанием токопроводящей, абразивной или бытовой пыли. ВНИМАНИЕ! Категорически запрещается производить работы с неисправным или не работающим вентилятором. ВНИМАНИЕ! Во избежание налипания брызг рекомендуется постоянно использовать антипригарный аэрозоль производства фирмы Binzel (Германия), который защищает выходную часть резака. Для этого достаточно перед началом работы распылить внутрь сопла аэрозоль. По истечении 3-4 часов работы следует удалить нагар внутри сопла и произвести повторное распыление аэрозоли. ВНИМАНИЕ! Категорически запрещается чистить газовое сопло металлическими предметами, так как можно нарушить антипригарное покрытие внутри сопла.
Требования безопасности ВНИМАНИЕ! Во избежание получения травм и порчи аппарата просим четко следовать нижеследующим инструкциям по технике безопасности!
8.1. Работы по резке металлов следует производить в сухом, вентилируемом помещении или вне его, при относительной влажности воздуха не более 60% на изолированной или заземленной металлической поверхности. 8.2. Не допускается использование аппарата под дождем и (или) при воздействии прямых солнечных лучей. 8.3. Не следует использовать аппарат в пыльных помещениях (бытовая, абразивная и токопроводящая пыль) и в помещениях, с наличием горючего и (или) взрывоопасного газа. 8.4. Не следует перегружать аппарат длительным непрерывным использованием. 8.5. Категорически запрещается использование аппарата при колебаниях напряжения питающей сети выше, чем указано в технических характеристиках аппарата 8.6. По окончании работ не следует сразу отключать аппарат, необходимо дать встроенной системе охлаждения в течении 3-5 минут полностью охладить внутренние силовые узлы установки. 8.7. Категорически запрещается производить любые действия по облуживанию аппарата с включенным электропитанием.
Условия хранения - Хранить аппарат в сухом помещении при температуре воздуха от -10°С до +40°С и относительной влажности до 80%. - Во время хранения аппарат должен быть отключен от электросети. - Проверьте, чтобы решетки по бокам аппарата не были заблокированы или закрыты. Сварочный аппарат должен находиться на расстоянии 0.3м от других предметов. - Избегайте работы в условиях с повышенным содержанием пыли или коррозийного газа. - Не допускайте попадания в аппарат воды и влаги. - Если аппарат не используется долгое время, поместите его в оригинальную упаковку и храните в сухом помещении.
Диагностика неисправностей. Гарантийные обязательства 11.1. Указания для потребителя: - Перед покупкой, просим ознакомиться с условиями гарантии и проверить правильность записи. - Потребитель имеет право во время действия гарантийного срока поменять дефектное изделие на новое – без дефектов, в случае невозможности ремонта. Возвращаемое изделие должно быть комплектным, надлежащим образом упакованным. К оборудованию должен прилагаться гарантийный талон. Отсутствие вышеизложенных условий ведет к потере прав вытекающих из настоящей гарантии. Условия гарантии 11.2.1. На основании данного талона гарантируется отсутствие дефектов в установках. 11.2.2. При условии соблюдения правил эксплуатации, указанных в инструкции по эксплуатации. Срок гарантии-12 месяцев, начиная со дня получения на складе. Если в течение гарантийного срока будут обнаружены дефекты, они будут бесплатно устранены в одном из Авторизованных сервисных центров. 11.2.3. Макимальный срок устранения дефектов по гарантии до 20 дней. 11.2.4. Настоящая гарантия осуществляется на следующих условиях: - наличия оригинала договора поставки оборудования; - предоставления неисправного изделия. 11.2.5. Настоящая гарантия не распространяется на случаи, когда: - не будут предоставлены вышеуказанные документы или содержащаяся в них информация будет не полной или неразборчивой (это также относится и к гарантийным талонам) - изменен, стерт, удален, или неразборчив серийный номер изделия; - наличия механических повреждений, попадания жидкости, посторонних предметов, грызунов, насекомых и т.п. внутрь изделия. - удара молнии, пожара, затопления или отсутствия вентиляции или иных причин, находящихся вне контроля производителя; - использование изделия с нарушением инструкции по эксплуатации. - нарушение правил подключения аппарата к сети. - ремонта или доработки изделия неуполномоченным лицом. - нарушения правил хранения или эксплуатации. - применялись не несоответствующие эксплуатационные и сварочные материалы. - оборудование применялось для других целей. Внимание: периодическое обслуживание, текущий ремонт, замена запчастей связанных с их эксплуатационным износом производятся за отдельную плату (т.е. гарантия не распространяется на быстроизнашивающиеся части такие как электрододержатель, клемма масса,сварочный кабель и т.п.).
Гарантийный талон №1 на оборудование Тип, марка______________________ Зав № ______________________ Дата продажи ___________________ Суть претензии
Гарантийный талон №2 на оборудование Тип, марка______________________ Зав № ______________________ Дата продажи ___________________ Суть претензии
Гарантийный талон №3 на оборудование Тип, марка______________________ Зав № ______________________ Дата продажи ___________________ Суть претензии
Записи о ремонте
Гарантийный талон Уважаемый покупатель! Благодарим Вас за покупку. В случае возникновения необходимости в гарантийном ремонте, просим Вас обращаться в любой из указанных в настоящем гарантийном талоне Авторизованных сервисных центров по обслуживанию аппарата. Во избежание излишних проблем и недопонимания просим Вас внимательно ознакомиться с информацией, содержащейся в инструкции по эксплуатации и гарантийном талоне.
Свидетельство о приемке Аппарат для ручной дуговой сварки – ___________________ Серийный №____________________ изготовлен и принят в соответствии с обязательными требованиями государственных стандартов, действующей технической документацией и признан годным для эксплуатации. _________________ _____________________ личная подпись расшифровка подписи Дилер (представитель) ___________________________________
М.П. Подпись продавца________________________
Покупатель исправное изделие в полной комплектации получил, с условиями и правилами проведения бесплатного гарантийного обслуживания ознакомлен и согласен:
Подпись покупателя ______________________ УСТАНОВКА ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ИНВЕРТОРНОГО ТИПА
CUT-30/40/60J/70/100/120 ПАСПОРТ (ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ) Меры предосторожности
1.1. При обслуживании и эксплуатации установки необходимо соблюдать "Правила безопасной эксплуатации электроустановок потребителей" и требования стандартов безопасности труда (ССБТ) - ГОСТ 12.3.003-86, ГОСТ 12.1.019 и ДСТУ 2456-94. 1.2. ЗАПРЕЩАЕТСЯ: - включать установку CUT 30/40/60J/70/100/120 без заземления; - использование в качестве заземляющего контура элементы заземления другого оборудования. 1.3. Подключение установки должно производиться только к промышленным сетям и источникам. Качество подводимой к установке электрической энергии должно соответствовать нормам по ГОСТ 13109-97. 1.4. Перед началом работ необходимо проверить состояние изоляции проводов, качество соединений контактов кабелей и заземляющих проводов. Не допускаются эксплуатация установки со снятыми элементами кожуха и при наличии механических повреждений изоляции токоведущих частей и органов управления. 1.5. Место проведения работ должно быть оборудовано необходимыми средствами пожаротушения согласно требованиям противопожарной безопасности. 1.6. Ультрафиолетовое излучение, брызги расплавленного металла, сопутствующие процессу резки, являются опасными для глаз и открытых участков тела. Для защиты от излучения дуги нужно применять щиток или маску с защитными светофильтрами. Для предохранения от ожогов руки сварщика должны быть защищены рукавицами, а тело - специальной одеждой. 1.7. При работе в закрытых помещениях, для улавливания образующихся в процессе резки аэрозолей и дымовыделений, на рабочих местах необходимо предусматривать местные отсосы и вентиляцию. 1.8. Зачистку реза от грата следует производить только после полного остывания реза и обязательно в очках с простыми стеклами. Комплектность 1. Установка воздушно-плазменной резки – 1 шт. 2. Плазмотрон в сборе: PT-31 (CUT30//40); SG-51 либо SG55 (CUT60J), P80 (CUT70//100); TZ100 (CUT120) - 5m – 1 шт. 3. Кабель «масса» - 1 шт. 4. Блок подготовки воздуха – 1 шт. 5. Руководство по эксплуатации (паспорт) – 1 шт. 6. Упаковка – 1 шт. 7. Гарантийный талон на изделие – 1 шт.
Характеристика продукта Аппараты серии CUT, предназначенные для резки, произведены на базе современной инверторной технологии. Благодаря использованию мощных транзисторов MOSFET и применению принципа широтно-импульсной модуляции (PWM), выпрямленное напряжение сети (100Гц) преобразуется в высокочастотное переменное напряжение (100КГц), которое подается на первичную обмотку силового ферритового трансформатора. Затем, на вторичной обмотке получается переменное высокочастотное напряжение, которое преобразуется теперь уже в постоянное. Такой принцип работы позволяет использовать силовой трансформатор значительно меньшего размера и уменьшить вес инверторного оборудования, что ведет к увеличению КПД аппарата до 85%. Для возбуждения дуги используется осциллятор, генерирующий высоковольтный, высокочастотный импульс напряжения. Данный аппарат отличается стабильной, надежной и эффективной работой, малыми размерами и низким уровнем шума в процессе сварки. Оборудование для резки серии CUT, может широко применяться для резки углеродистой стали, нержавеющей стали, различных сплавов стали, меди, алюминия и других цветных металлов. Гарантийный срок обслуживания данных аппаратов составляет 1 год, на запасные части гарантия не распространяется. В течение гарантийного срока все обслуживание производится бесплатно, за исключением случаев сознательного повреждения оборудования или его неправильной эксплуатации. Выполнять работы по ремонту сварочного оборудования в случае его поломки могут только квалифицированные технические специалисты.
|
|||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 232; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.69.58 (0.02 с.) |
















 ВНИМАНИЕ: Все ниже перечисленное требует достаточного профессионального знания в области электрики и комплексных знаний безопасности. Операторы должны иметь соответствующие квалификационные сертификаты, подтверждающие их навыки и знания. Перед открытием сварочного аппарата проверьте, чтобы кабель ввода был отключен от электричества.
ВНИМАНИЕ: Все ниже перечисленное требует достаточного профессионального знания в области электрики и комплексных знаний безопасности. Операторы должны иметь соответствующие квалификационные сертификаты, подтверждающие их навыки и знания. Перед открытием сварочного аппарата проверьте, чтобы кабель ввода был отключен от электричества.



