Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Высокопроизводительное фрезерованиеСодержание книги
Поиск на нашем сайте
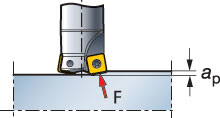
Высокопроизводительный инструмент для черновой обработки, применяется в случаях, когда необходима высокая скорость съема металла. Угол в плане 10° позволяет осуществлять торцевое фрезерование с очень высокой подачей. При этом преобладают осевые силы резания, что обеспечивает стабильный процесс обработки без вибрации.
Рисунок 12.33. – Высокопроизводительная концевая фреза, позволяющая выполнять черновую обработку с высокой производительностью
Такая конструкция многоцелевого инструмента обеспечивает кроме торцевого фрезерования, возможность растачивания, фрезерования с врезанием под углом и плунжерного фрезерованиея. с винтовой интерполяцией (по 3 осям) и круговой интерполяцией (по 2 осям).
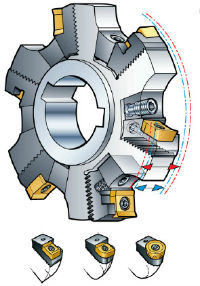
У ниверсальные высокоточные трехсторонние дисковые фрезы предназначены для выполнения большого числа операций. Эти фрезы самые высокопроизводительные в классе фрез для обработки пазов и отрезки. Широкие пазы можно выполнять несколькими фрезами, установленными вместе набором.
Рисунок 12.34. − Универсальная трехсторонняя дисковая фреза
Рисунок 12.35. – Набор дисковых фрез
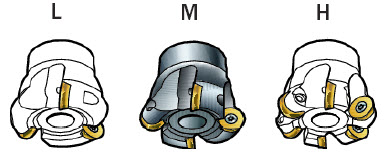
Область применения: Обработка канавок, отрезка, двустороннее фрезерование, фрезерование уступов, торцовое фрезерование, обратное фрезерование торца, фрезерование набором фрез, круговое фрезерование с врезанием Профильное фрезерование Для общего фрезерования и для изготовления штампов и пресс-форм, а для черновых операций рекомендуется использовать фрезы, оснащенные круглыми (чашечными) режущими сменными пластинами, либо пластинами со специальным профилем. Прочные режущие кромки позволяют использовать фрезу для работы в тяжелых условиях с прерывистым резанием (отверстия, зазоры и т.п.) и/или для обработки по абразивной окалине (корке).
Рисунок 12.36. − Фрезы для торцевого и профильного фрезерования.
Фреза с круглыми пластинами и геометрией, обеспечивающей положительный задний угол, предназначена для широкого диапазона операций, таких как торцевое фрезерование, обработка карманов и профильная обработка. Инструмент обеспечивает плавное врезание и выход из зоны резания и отсутствие вибраций при обработке инструментом с большим вылетом. Конструкция с положительными углами используется для станков большой и малой мощности, при этом реализуются низкие силы резания и незначительное тепловыделение при обработке с малой глубиной резания. Это позволяет увеличить подачу в 5 - 10 раз по сравнению с обычной обработкой.
Рисунок 12.37. − Фрезы для торцевого и профильного фрезерования.
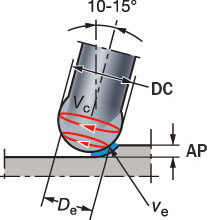
Концевые фрезы со сферической режущей кромкой предназначены для черновой и получистовой обработки криволинейных поверхностей на обрабатывающих центрах, фрезерных станках с ЧПУ и копировально-фрезерных станках для изготовления штампов и пресс-форм, а также для аэрокосмической, автомобильной и других отраслей промышленности.
Рисунок 12.38. – Концевая фреза со сферическим концом для черновой и получистовой профильной обработки
Для чистового фрезерования ряда материалов используется фрезы со сферической режущей частью, например при изготовлении сложнопрофильных поверхностей пресс-форм, а также при производстве турбинных лопаток в аэрокосмической промышленности. Ее острые кромки позволяют обрабатывать закалённую сталь твердостью до HRC 60, нержавеющую сталь, серый чугун и чугун с шаровидным графитом, а также алюминий.
Рисунок 12.39. – Концевая фреза со сферическим концом для высокоточной профильной обработки
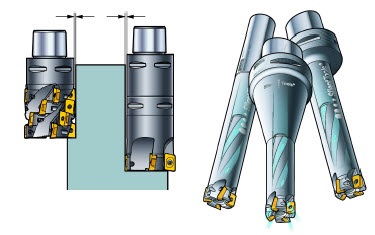
Универсальные концевые фрезы могут быть использованы для обработки различных поверхностей со сложной кинематикой процесса формообразования. Они обрабатывают прямоугольные уступы, хорошо подходят для плавного фрезерования с врезанием под углом и методом винтовой интерполяции.
Рисунок 12.40. − Концевые фрезы, позволяющие выполнять фрезерование с врезанием под углом и плавное фрезерование уступов
Фрезы оснащаются пластинами с размерами -11, -17 и -18 мм для глубины резания до 15,7 мм.
Многофункциональный вращающийся инструмент для фрезерных операций эффективно применяется также в качестве невращающегося инструмента для наружного и внутреннего точения с использованием двух различных режущих пластин.
Рисунок 12.41. − Многофункциональный токарно-фрезерный инструмент
Преимущества: Один фрезерный и четыре токарных инструмента в одном, сокращение времени смены инструмента, экономия гнезд в инструментальном магазине, применение в качестве токарного инструмента для наружной или внутренней обработки.
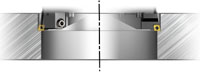
12.5 Конструкции инструмента для растачивания Многоцелевой расточной инструмент для черновой обработки можно эффективно использовать для трех различных типов операций: многолезвийного, ступенчатого и однолезвийного растачивания. Резцовые вставки можно регулировать индивидуально, как в осевом, так и радиальном направлении. Система состоит из корпуса с ползунами-резцовыми вставками, проставками и заглушками, что позволяет адаптировать инструмент к различным материалам и условиям обработки.
а) б)
Рисунок 12.42. – Черновой расточной инструмент с двумя режущими пластинами:
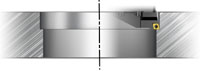
Рисунок 12.43. – Черновой расточной инструмент с тремя режущими пластинами Для различных видов растачивания используются зенковки и сборный расточной инструмент.
Система расточных инструментов для обработки больших диаметров состоит из корпуса и адаптера, которые позволяют осуществлять высокопроизводительное черновое растачивание. Система обеспечивает большую жёсткость и надёжность при обработке отверстий большого диаметра и предназначена для получения требуемого качества и диаметра отверстия.
а) б) в)
Рисунок 12.45. – Черновой расточной инструмент для обработки больших диаметров: а) 150-300, б) 298-540, в) 538-1260.
Рисунок 12.46. – Примеры применения а) Растачивание двумя режущими кромками, б) Ступенчатое растачивание, в) Растачивание одной режущей кромкой, г) Ступенчатое отверстие, д) Сквозное отверстие, е) Прерывистое резание, ж) Глухое отверстие.
Проблемы, источником которых является вибрация, часто возникают при растачивании и на других операциях, особенно при обработке с большим вылетом. Вибрация может стать причиной ухудшения качества поверхности, снижения точности и производительности, повышенного износа режущей пластины и станка, а также высокого уровня шума. Поэтому снижение вибраций обеспечивает повышение эффективности обработки. При растачивании можно использовать разные конструктивные решения для оправок:
Рисунок 12.47. – Использование антивибрационных оправок при растачивании
|
||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 1331; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.009 с.) |







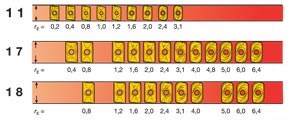 Области применения по ISO в зависимости от типоразмера радиусных пластин, мм:
Области применения по ISO в зависимости от типоразмера радиусных пластин, мм: