
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Силы, вращающий момент, потребляемая мощность при зенкеровании и зенкованииСодержание книги
Поиск на нашем сайте
Так как при зенкеровании и зенковании имеют место те же основные условия, что и при рассверливании, для расчета касательной составляющей силы резания Fc может быть использовано уравнение для сверления. В качестве технологического коэффициента для обработки зенкерованием/зенкованием fSe принято значение fSe = 1,0. Таким образом для главной составляющей силы резания на режущую кромкуFcz при зенкеровании/зенковании получаем: Fcz – главная составляющая силы резания на режущую кромку [H] при fSe=1,0
Вращающий момент Md рассчитывается следующим образом:
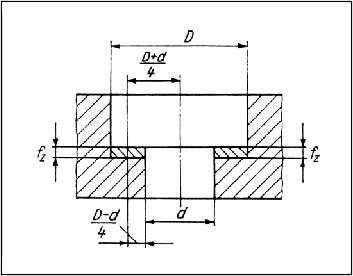
Md – вращающий момент [H*м] Fcz - главная составляющая силы резания на режущую кромку [H] Z – число режущих кромок зенкера/зенковки D – наружный диаметр [мм] d – внутренний диаметр [мм]
Расходуемая мощность на резание Pc рассчитывается так же, как для рассверливания.
Рис. 11.13 Расстояние от точки приложения силы до оси зенковки
Pc – Расходуемая мощность на резание [кВт] n– Частота вращения [об/мин]
Или
Pc – расходуемая мощность на резание [кВт] Fcz - главная составляющая силы резания на режущую кромку [H] D – наружный диаметр [мм] d – внутренний диаметр [мм] vc – скорость резания [м/мин]
Расчет основного машинного времени при зенкеровании и зенковании. Для определения основного машинного времени th используются те же уравнения, что и при аналогичных расчетах для сверления.
th – основное машинное время [мин] L – общее перемещение [мм] f – подача [мм/об] n – частота вращения [об/мин]
При зенкеровании (зенковании) врезание la = 3 мм и длина перебега lu ~ 3 мм, следовательно, общее перемещение L рассчитывается по формуле:
L – общее перемещение [мм] l – толщина заготовки [мм] la – врезание [мм] lu – длина перебега [мм]
Развёртывание. Развёртывание производится для повышения качества отверстия. При этом диаметр увеличивается на незначительную величину. Достижимая точность отверстия – от IT 7 до IT 6. Характерная особенность данного способа обработки заключается в том, что происходит самоцентрирование развёртки в отверстии. При выборе низких значений подачи
где
Рис 11.14 – Параметры срезаемого слоя при развертывании
Рис. 11.15 Конструкции машинных разверток
Небольшого улучшения врезания режущей кромки можно добиться за счёт «тянущего» реза спиральной развёртки с малым шагом, который обеспечивается большим отрицательным углом уклона. Силы, момент и потребляемая мощность при развёртывании Возникающие при развёртывании силы невозможно точно рассчитать, основываясь на значении удельной силы резания
n - частота вращения [об/мин]
Расчёт основного машинного времени при развёртывании. Для развёртывания действительны такие же зависимости, выраженные уравнением, как для сверления и зенкерования. А именно:
L - Общая длина обработки [мм] f - Подача [мм/об] n - Частота вращения [об/мин] При развёртывании особое внимание надлежит обратить на то, что обратное вращение, как правило, осуществляется с такой же скоростью, что и поступательное, и, следовательно, необходимо учитывать сопоставимое с основным машинным временем Врезание
D - Диаметр развёртки Таким образом, общая длина обработки L рассчитывается с помощью следующего уравнения:
L - Общая длина обработки [мм] l - Толщина заготовки [мм] D - Диаметр развёртки [мм]
|
||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 625; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.223.136 (0.008 с.) |



 или при малых значениях главного угла в плане k толщина срезаемого слоя h будет невелика. Например, это происходит при использовании разверток с переменным шагом с главным углом в плане k ≈ 1°. В данной ситуации возможны трудности с удалением стружки из отверстия. При развёртывании необходимо принимать во внимание минимальную толщину срезаемого слоя
или при малых значениях главного угла в плане k толщина срезаемого слоя h будет невелика. Например, это происходит при использовании разверток с переменным шагом с главным углом в плане k ≈ 1°. В данной ситуации возможны трудности с удалением стружки из отверстия. При развёртывании необходимо принимать во внимание минимальную толщину срезаемого слоя  . Если толщина срезаемого слоя меньше данной величины, режущая кромка не врезается в материал, происходит всего лишь его упругая и пластическая деформация. При этом под действием давления и трения увеличивается интенсивность износа режущей кромки. В диапазоне скоростей резания для развёртывания минимальная толщина срезаемого слоя
. Если толщина срезаемого слоя меньше данной величины, режущая кромка не врезается в материал, происходит всего лишь его упругая и пластическая деформация. При этом под действием давления и трения увеличивается интенсивность износа режущей кромки. В диапазоне скоростей резания для развёртывания минимальная толщина срезаемого слоя  составляет:
составляет: ,
, – скругление режущей кромки.
– скругление режущей кромки. . Силы, прилагаемые при снятии стружки, во много раз меньше сил трения и сил, которые могут возникать в результате «присасывания» в отверстии. Равнодействующие всех сил при развёртывании могут быть определены посредством измерения вращающего момента. При этом расходуемая мощность на резание
. Силы, прилагаемые при снятии стружки, во много раз меньше сил трения и сил, которые могут возникать в результате «присасывания» в отверстии. Равнодействующие всех сил при развёртывании могут быть определены посредством измерения вращающего момента. При этом расходуемая мощность на резание  рассчитывается так же, как для сверления и зенкерования:
рассчитывается так же, как для сверления и зенкерования:
 - Вращающий момент [Н*м] (определяется экспериментальным путём)
- Вращающий момент [Н*м] (определяется экспериментальным путём)
 Основное машинное время [мин]
Основное машинное время [мин] вспомогательное время
вспомогательное время  .
. и длина перебега
и длина перебега  при развёртывании:
при развёртывании:




