
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор заготовки, технико - экономическая оценка выбора метода изготовления заготовкиСодержание книги
Поиск на нашем сайте
При выборе способа получения заготовки обычно сравнивают два или несколько вариантов их изготовления и выбирают тот, который обеспечивает наименьшую себестоимость детали при заданной годовой программе. Заготовки выбирают от металла, от конструкции и размеров, от типа производства, от возможностей заготовительных цехов. Для данной детали «вал» выбираем метод получения заготовки – штамповка в закрытых штампах, 6 класса точности, т.к. в серийном производстве заготовки в основном получают штамповкой. Тем более данная деталь имеет ступенчатую форму, а это говорит о том, что заготовка должна быть более близкой по форме к готовой детали, поэтому мы выбираем штамповку. Выбрав штамповку, мы сокращаем основное время на обработку детали и повышаем коэффициент использования материала. Для штамповки коэффициент использования материала равен 0,65-0,75. При выборе заготовки из проката коэффициент использования материала составлял бы около 0,3, что привело бы к затрате не только большего времени, но и средств. Рассчитаем Ким. Определим массу заготовки mз=
Vзаг=V1+V2+V3+V4+V5+V6- V7
V1= πR12L1=3.14х5.52 х6.3=598.4 V2= πR22L2=3.14х10.22 х2.8=914.72 V3= πR32L3=3.14х6.02 х8=904.32 V4= πR32L3=3.14х5.82 х8=845.04 V5= πR52L5=3.14х6.02 х6.3=904.32 V6= πh (D2+Dd+d2) /12=684.6 V7= πR2L=3.14х4.42 х43.8=2662.62 Vз=4272.38 Mз= Vзхρ=4272.38х7.8=3.33кг Мд=2.43кг (по чертежу) Ким=Мд/Мз=2.43/3.33=0.73 Вывод: при полученном Ким способ получения заготовки рациональный
Расчет себестоимости заготовки производится по следующим формулам:
где: Ci - базовая стоимость одной тонны заготовок, Кm; Кс; Кв.; Км; Кп коэффициенты зависящие от класса точности, группы сложности, массы, марки материала, объема производства. Q - масса заготовки; q - масса детали; Sотх - стоимость одной тонны отходов. Себестоимость заготовки получаемой в штампах: Сi = 40000 руб. Q = 3.33кг q = 2.43кг Ким = q/Q = 2.43/3.33=0.73 Кт = 1, Км = 1,08, Кс = 1, Кв = 0,5, Кп = 0,5 Sотх = 2500 руб./т Тогда:
Вывод: из приведенных выше расчетов видно, что заготовка из штамповки выгодней как с технологической, так и с экономической точки зрения.
Выбор технологических баз Базы – поверхность, относительно которой деталь ориентируется в пространстве в процессе обработки. Базы классифицируют по назначению, по лишаемым степеням свободы и по характеру проявления. По назначению базы разделяют на конструкторские, технологические и измерительные. По степеням лишения свободы – на направляющие, опорные и установочные. По характеру проявления – на явные и скрытые. Установочная база – поверхность, на которой деталь устанавливается для обработки в определенном положении относительно станка, приспособление или режущего инструмента. Такими базами могут быть плоские, торцевые, конические поверхности, поверхности центровых гнёзд или различные криволинейные поверхности. Наибольшая точность обработки детали достигается тогда, когда весь процесс обработки ведётся от одной базы с одной установкой, так как ввиду возможных смещений при каждой установке вводится погрешность во взаимное расположение осей поверхностей. Так как в большинстве случаев невозможно полностью обработать деталь на одном станке и приходится вести обработку на других станках, то, в целях достижения наибольшей точности, необходимо все дальнейшие установки детали на данном или других станках производить по возможности от одной и той же базы. Выбор технологических баз влияет на обеспечение точности обработки на каждой технологической операции и на выбор технологической оснастки. Он производится по установленным правилам согласно типовым технологическим схемам обработки [3, c. 35] c учетом заводского опыта обработки детали. Результаты выбора комплекта баз для обработки каждой обрабатываемой поверхности детали представлены в таблице 4. Таблица 5 Выбор баз
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 348; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.105.4 (0.008 с.) |

 , где
, где =0,00783
=0,00783  - удельный вес материала заготовки;
- удельный вес материала заготовки; - объем заготовки;
- объем заготовки;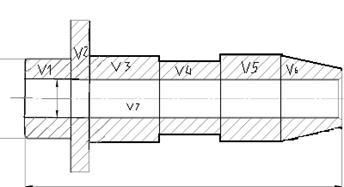
 (10)
(10)



