Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Моделирование процесса пайки и методика проведения исследований с применением моделиСодержание книги
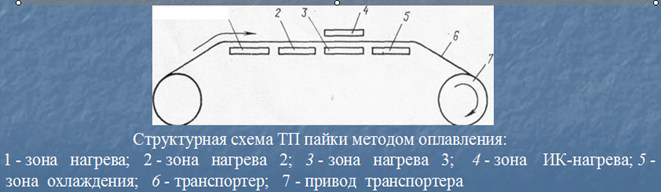
Поиск на нашем сайте Наиболее эффективным и производительным методом проведения различных исследований такого многофакторного процесса, как процесс пайки, является моделирование. Моделированием можно решить множество задач поиска оптимального режима, определения различных зависимостей, степени влияния факторов, отладки управляющих программ и т.п. В настоящее время имеются программные средства, позволяющие не только создавать программные модели практически любого технологического оборудования, но и осуществлять эффективное управление его работой. Одним из таких средств является система National Instruments Lab View. На ее основе была создана программная модель конвейерной печи для пайки компонентов поверхностного монтажа на плате (рис.6). Для моделирования технологического процесса групповой пайки в установке конвейерной пайки разработана математическая модель для определения оптимальных значений технологических режимов и допустимых отклонений параметров. В процессе исследований, выполненных в ОАО «Авангард» [1] установлено, что факторами, влияющими на качество пайки, являются температуры зон нагрева 1, 2, 3, мощность ИК-излучения зоны 4 и скорость конвейера 6 при стабилизации факторов, связанных с качеством материалов и паяемых поверхностей (рис.7). Исследования показали, что качество пайки достаточно характеризовать дефектностью и средней прочностью паяного соединения.
Рис. 6. Модель конвейерной печи для серийной пайки в конвейерных печах.
Рис. 7. Структурная схема процесса конвейерной пайки
Прочность Y1 определяется усилием, достаточным для отрыва вывода припаянного компонента от контактной площадки, а дефектность Y2 - отношением числа соединений с недопустимыми дефектами внешнего вида, к общему числу паяных соединений на плате. В результате проведенного исследования были получены зависимости прочности Y1(X) и дефектности Y2(X) паяного соединения от вектора технологических факторов X=(X1,X2,X3,X4,X5) в виде полинома второго порядка, в котором коэффициенты при переменных, были определены методом наименьших квадратов, а также были рекомендованы допустимые интервалы изменения значений технологических факторов. ТЕХНОЛОГИЧЕСКИЕ ФАКТОРЫ Х1 - ТЕМПЕРАТУРА НАГРЕВА 1-й ЗОНЫ, град
ПРЕДЕЛЫ ВАРЬИРОВАНИЯ ФАКТОРОВ
КРИТЕРИИ КАЧЕСТВА
Полученные в работе соотношения, были заложены в программную модель, реализованную в системе National Instruments LabView.
В лабораторной работе студенты должны получить математическую модель зависимости прочности Y1(X) и дефектности Y2(X) паяного соединения от технологических факторов: X = (X1, X2, X3, X4, X5) и определить оптимальный режим пайки по критерию минимума затрат на пайку и на исправление дефектов от пайки. Математическая модель для обоих критериев качества пайки ищется в виде полинома второго порядка: Y(X)=B0+B1X1+B2X2+B3X3+B4X4+B5X5+B11X1X1+ … +B15X1X5+ B22X2X2+ … +25X2X5 + B33X3X3+…+B35X3X5+B44X4X4+B45X4X5+B55X5X5. Для определения неизвестных Bij, i=1..5, j=i..5 проводится эксперимент по ортогональному, ротатабельному или некомпозиционному плану. В ортогональных планах получаются самые простые соотношения для расчета коэффициентов Bij, В ротатабельных планах точность модели одинакова для всех точек факторного пространства. В некомпозиционных планах используется наименьшее число уровней значений факторов и выполняется наименьшее число экспериментов. Матрица ортогонального плана эксперимента для пяти факторов имеет следующий вид:
Звездные точки 17 + 1,547 0 0 0 0 25,58 0,04
На основе этих данных в приложении Excel была создана расчётная таблица для определения практических и теоретических значений прочности и дефектности паяного соединения вывода к контактной площадке (рис. 8).
Рис. 8. Расчетная таблица определения критериев качества для приложения Excel.
В результате расчета в Excel коэффициентов Bij и теоретических значений прочности и дефектности пайки были получены следующие графики (рис.9 и 10):
Рис. 9. Разница между практической и теоретической прочностью
Расчетный критерий Фишера: Fр = ДиспАдекв/ДиспИзмер =1,27 /1,2394 = 1,025 Теоретический критерий Фишера:Fт = 4,5 Для 5% уровня значимости, 5-ти степеней свободы для 1,24 и 21-й степени свободы для 1,27 модель прочности пайки адекватна, так как Fр < Fт
Рис. 10. Разница между практической и теоретической дефектностью
Расчетный критерий Фишера: Fр = ДиспАдекв /ДиспИзмер = 0,002 /0,00042 = 4,8 Теоретический критерий Фишера: Fт = 4,5 Для 5% уровня значимости, 5-ти степеней свободы для 0,00042, 21-й степени свободы для 0,002 модель дефектности пайки адекватна, так как практически Fр = Fт. Знание зависимостей прочности пайки Y1(X) и вероятности возникновения дефектов Y2(X), а также рассчитываемой стоимости пайки Y3(X) от управляемых факторов X = (X1, X2, X3, X4, X5) необходимо для определения оптимального режима пайки. Оптимальным считается режим, для которого общая стоимость Со(Y1,Y2) = Сп(Y1,Y2) + Сд(Y1,Y2) будет минимальна. Первое слагаемое Сп(Y1,Y2) означает минимальную стоимость, пайки, а второе слагаемое Сд(Y1,Y2) означает стоимость исправления дефектов пайки, которую можно получить на основе анализа производственных данных. Стоимость пайки увеличивается при увеличении нагрева всех зон (X1, X2, X3, X4) и уменьшается при увеличении скорости конвейера X5. Y3(X)=A1(A2+ X1 + X2 + X3 + X4)/(A3+X5), где А1, А2, А3 имеют следующие значения: А1=1; А2=20; А3=2. Минимальная стоимость пайки Сп(Y1,Y2) определяется как минимум Y3(X) по всем значениям X значениям X для фиксированных значений прочности Y1 и дефектности Y2 Сп(Y1,Y2) = min (Y3(X), для всех X: (Y1 =const1,Y2 = const2)) В табл. 1 приведены данные по минимизации стоимости пайки для каждой пары значений прочности и дефектности. Таблица 1
На рис. 11приведен графике зависимости минимальной стоимости пайки от прочности и дефектности
Рис. 11. График минимальной стоимости пайки от прочности и дефектности
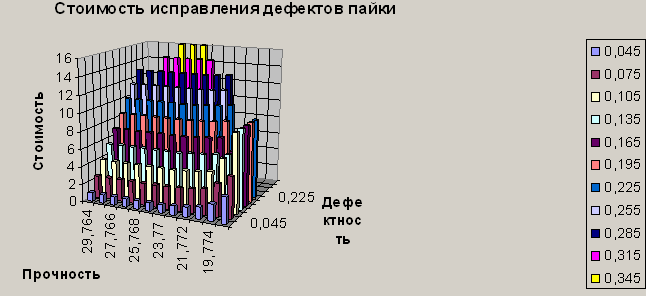
Из графика видно, что значение минимальной стоимости пайки является вогнутой функцией от значений прочности и дефектности соединений. Стоимость исправления дефектов пайки Сд(Y1,Y2) увеличивается с уменьшением прочности Y1 и увеличением дефектности Y2. Сд(Y1,Y2) = (A4+A5*Y2)/(A6+A7*Y1). В табл. 2 приведены данные по стоимости исправления дефектов пайки для каждой пары значений прочности и дефектности. При значениях постоянных А4 и А6, равных нулю и значениях констант А5 и А7, равных единице были получены данные по стоимости исправления дефектов (табл. 2). График зависимости стоимости исправления дефектов от прочности и дефектности соединений приведен на рис. 12.
Таблица 2
Рис. 12. График определения Сд(Y1,Y2) для каждой пары прочности и дефектности
Наконец, после сложения обеих зависимостей – минимальной стоимости пайки и стоимости исправления дефектов от прочности и дефектности соединений получаем искомые таблицу 3 и график суммы этих зависимостей от тех же аргументов (рис. 13 и 14). Из графика следует, что оптимальной парой прочности и дефектности является пара (22,721;0,045), которая и определяет оптимальный режим пайки платы в конвейерной печи.
Таблица 3
Рис.10. График определения Со(Y1,Y2) для каждой пары прочности и дефектности
|
||
|
|
Последнее изменение этой страницы: 2016-12-27; просмотров: 656; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.011 с.) |