
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка технологических параметров стыковой сварки сопротивлениемСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Плотность тока при сварке зависит от площади поперечного сечения. Для низкоуглеродистой стали эта зависимость имеет следующий характер:
Удельное давление зависит от содержания углерода в стали и равно 30...50 МПа – для деталей, содержащих углерода менее 0,2 и 60...80 МПа – с большим содержанием. При увеличении давления температура процесса стыковой сварки уменьшается от 1500 до 1100 °С. Время нагрева
и Установочная длина Для углеродистой стали: Расчет мощности сварочного трансформатора для сварки сопротивлением и оплавлением определяется по формуле:
где
Удельная мощность для сварки сопротивлением
Разработка технологических параметров стыковой сварки оплавлением Суммарная установочная длина где Обычно при сварке круглых стержней, труб и плит выбирают При сварке труб и плит:
где Сварочный ток и скорость оплавления принимаются в зависимости от толщины листа или диаметра стержня, а также способа сварки. Плотность тока при оплавлении с подогревом для углеродистых сталей составляет 3 А/мм2 для сечения ~1000 мм2 и 15 А/мм2 ~ для сечения ~ 4000 мм2. При непрерывном оплавлении для Удельная мощность и при непрерывном оплавлении равна 0,2...0,3кВт/мм2, а с подогревом – 0,1...0,2 кВт/мм2. Средняя скорость оплавления для малоуглеродистых сталей составляет Х...2,5 мм/с, а при подогрева – 2,5...4,5 мм/с. Скорость осадки при жестких режимах – 100 мм/с, а при мягких – 30 мм/с. Давление осадки в начале сварки 10...20 МПа, а в конце увеличивается до 220 МПа, т.е. в 11 раз. Усилие сжатия заготовки губками машины:
где
Технология точечной сварки Точечная сварка представляет собой вид контактной сварки, при которой заготовки соединяются внахлест в отдельных точках. Свариваемые заготовки 1, собранные внахлест, зажимают между неподвижным 2 и подвижным 3 электродами, подсоединенными к обмотке трансформатора 4 (рис. 2.3).
Рис. 2.3. Схема точечной сварки: Одновременно можно сваривать одну или несколько точек. Точечная сварка швов широко применяется в автомобильной, радиотехнической, судостроительной и приборостроительной промышленности, легко автоматизируется, является весьма производительным видом сварки. Качественная сварка получается при толщине металла от 0 до 5 мм. Расстояние между точками с целью исключения шунтирования выбирают равным Сила сварочного тока зависит от толщины свариваемого металла и его природы и определяется по формуле: Диаметр точки для сварки деталей с толщиной ≤ 3 мм определяется по формуле: а в случае тогда площадь точки: Выбор правильного режима зависит от правильного выбора плотности тока. При мягких режимах Жесткие режимы характеризуются малым временем сварки, малой зоной термического влияния и повышенной производительностью. Они применяются для сварки нержавеющих сталей, алюминия, меди, медных сплавов, а также очень тонких листов (менее 0,1 мм). Длительность протекания тока зависит от толщины свариваемых деталей и их теплофизических свойств. Для низкоуглеродистых и низколегированных сталей Усилие сжатия электродов
где Технология шовной сварки Шовная сварка является разновидностью точечной. Сварное соединение образуется в результате перекрещивания близко лежащих. точек. Схема установки показана на рис. 2.4.
Рис. 2.4. Схема шовной сварки Размеры точки определяются шириной или радиусом закругления рабочей части медного электрода (ролика) и скоростью перемещения детали. Обычно точка имеет удлиненную форму. Шаг
|
||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-27; просмотров: 617; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.234.123 (0.008 с.) |

 , мм2
, мм2
 можно определить по формуле:
можно определить по формуле: для
для  (2.2)
(2.2) для
для  (2.3)
(2.3) – вылет из губок машины концов деталей в начале сварки включает в себя припуски на пластическое размягчение
– вылет из губок машины концов деталей в начале сварки включает в себя припуски на пластическое размягчение  , и на их осадку
, и на их осадку  .
. (2.4)
(2.4) (2.5)
(2.5) – удельная мощность, кВт/мм2
– удельная мощность, кВт/мм2 .
.
 – конечная длина;
– конечная длина;  припуски на оплавление и осадку.
припуски на оплавление и осадку. , где D – диаметр стержня.
, где D – диаметр стержня. (2.6)
(2.6) ,
,  .
. (2.7)
(2.7) – максимальное давление осадки;
– максимальное давление осадки; – коэффициенты трения между губками и деталью.
– коэффициенты трения между губками и деталью.
 , где
, где  – диаметр точки.
– диаметр точки. , где
, где  – плотность тока,
– плотность тока,  – площадь точки.
– площадь точки. , (2.8)
, (2.8) мм,
мм,  , (2.9)
, (2.9)
 для нержавеющих
для нержавеющих  , для алюминиевых сплавов типа АМг и АМц
, для алюминиевых сплавов типа АМг и АМц  , а Д16, В95
, а Д16, В95 
 , где
, где  – удельное давление. Для низкоуглеродистых сталей F=50...120 МПа, для нержавеющих сталей и титановых сплавов F=90...180 МПа. Мощность сварочного трансформатора для точечной сварки ориентировочно можно определить по формуле:
– удельное давление. Для низкоуглеродистых сталей F=50...120 МПа, для нержавеющих сталей и титановых сплавов F=90...180 МПа. Мощность сварочного трансформатора для точечной сварки ориентировочно можно определить по формуле: (2.10)
(2.10) = 8...16 кВт/мм – для низкоуглеродистых сталей;
= 8...16 кВт/мм – для низкоуглеродистых сталей;  – толщина более тонкой заготовки, мм. При сварке высоколегированных сталей мощность. увеличивается вдвое.
– толщина более тонкой заготовки, мм. При сварке высоколегированных сталей мощность. увеличивается вдвое.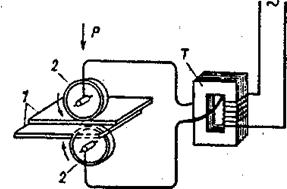
 точки и диаметр
точки и диаметр  . При соотношении толщины свариваемых деталей более 2:1 формирование шва ухудшается. Режимы шовной сварки рассчитываются аналогично точечной. Для расчета силы тока необходимо ток, рассчитанный по жесткому режиму точечной сварки, увеличить в два раза. Удельное давление увеличивают на 10-30 %. Увеличивается в два раза и мощность трансформатора.
. При соотношении толщины свариваемых деталей более 2:1 формирование шва ухудшается. Режимы шовной сварки рассчитываются аналогично точечной. Для расчета силы тока необходимо ток, рассчитанный по жесткому режиму точечной сварки, увеличить в два раза. Удельное давление увеличивают на 10-30 %. Увеличивается в два раза и мощность трансформатора.


