Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка технологического процесса ручной дуговой сваркиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
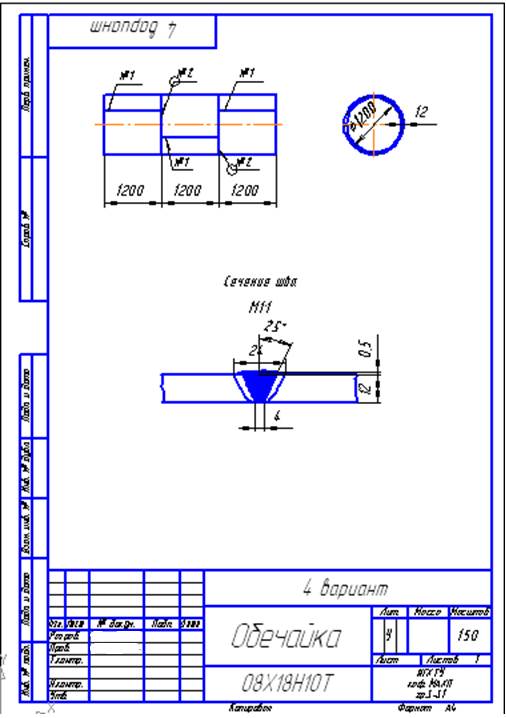
Задание: описать сущность процесса ручной электродуговой сварки толстопокрытыми электродами. Разработать процесс сварки обечайки по исходным данным. Привести в соответствии с рекомендованным типом соединения сечение шва с указанием размеров, используя ГОСТ 5264-80. Подобрать марку и диаметр электрода. По размерам шва посчитать массу наплавленного металла. Определить расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Указать метод контроля качества сварного шва. Исходные данные: Материал: 08Х18Н10Т Тип сварного соединения и номер шва: №1 ГОСТ 5264-80-С18-Р; №2 ГОСТ 5264-80-С18-Р.
Рис.1. Сечение шва с указанием его размеров.
Для нашего случая (S=S1=12мм) ширина сварного шва Подберем марку электрода. Сначала выберем тип электрода Э-08Х20Н9Г2Б по марке свариваемой стали. Используя выбранный тип электрода подбираем марку электрода. Выбираем марку ЦЛ-11. Этот электрод имеет следующие технологические характеристики:
Режим прокалки — 3000С, 1час. Выберем по справочникам диаметр электрода
Рассчитаем силу сварочного тока:
Принимаем силу сварочного тока Рекомендуемое число проходов для свариваемого материала толщиной 12мм-три.
По размеру шва рассчитаем массу наплавленного металла. Для этого используем сечение шва, взятое из ГОСТа. Сечение шва сформировано за счет расплавления основного металла и присадочного. Необходимо выделить долю присадочного металла. Каждая клетка имеет площадь 1мм2. Подсчитав число клеток, принимаем суммарную площадь наплавленного металла в сечении FН=100мм2.
Объем наплавленного металла:
где L — суммарная длина сварных швов.
Масса наплавленного металла:
где γ — плотность присадочного материала. Для стали 08Х18Н10Т
Необходимая для сварки масса электродов с учетом потерь:
Расчет времени сварки обечайки:
Применим для проведения сварки выпрямитель ВДГ-401. Пределы регулирования по току для данного аппарата 80-500 А, по напряжению 15-45 В. Коэффициент полезного действия аппарата υ=0,75.
Определение расхода энергии, необходимой для сварки изделия:
Расход энергии с учетом потерь в выбранном сварочном аппарате:
После сварки обечайки проводим визуальный контроль сварных швов и в качестве инструментального неразрушающего метода контроля выбираем ультразвуковой метод.
Список используемой литературы:
1. Лащинский А.А. Конструирование сварных химических аппаратов: Справочник / А.А. Лащинский; под ред. А.Р. Толчинского. - изд. 2 — е стер. - М.: Альянс, 2008. - 384 с. 2. Китаев А.М. Справочная книга сварщика / А.М. Китаев, Я.А. Китаев. - М.: Машиностроение, 1985. - 256 с. 3. Гоголев Ю.Г. Выполнение индивидуальных заданий и курсовой работы по технологии конструкционных материалов: Учебное пособие / Ю.Г. Гоголев - Иваново, 2014. -111 с. 4. Гоголев Ю.Г. Технология конструкционных материалов: Лабороьорный практикум / Ю.Г. Гоголев; под ред. В.Л. Родичева — Иваново, 2007. - 100 с. 5. Лекции по курсу Технология конструкционных материалов
Содержание:
Теоретическая часть..................................................................................................2 Общие принципы выбора заготовки........................................................................2 Литейноепроизводство..............................................................................................2 Общие сведения о литейном производстве Современное состояние и роль литейного производства в машиностроении.....2 Классификация литых заготовок..............................................................................3 Литейные сплавы.......................................................................................................3 Литейные свойства сплавов......................................................................................4 Литейные сплавы.......................................................................................................5 Способы изготовленияотливок.................................................................................6 Изготовление отливок в песчаных формах..............................................................6 Приготовление формовочных и стержневых смесей..............................................9 Приготовление формовочных смесей......................................................................11 Стержневая смесь......................................................................................................11 Модельный комплект.................................................................................................11 Изготовление литейных форм..................................................................................12 Формовка в кессонах.................................................................................................13 Машинная формовка.................................................................................................14 Вакуумная формовка.................................................................................................15 Безопочная автоматическая формовка.....................................................................15 Изготовление стержней.............................................................................................16 Разработка технологического чертежа отливки и формы в сборе........................17 Изготовление литейной формы..................................................................................................17 Сварочное производство. Сварка плавлением........................................................................24 Дуговая сварка................................................................................................................................24 Ручная дуговая сварка...................................................................................................................25 Флюсы..............................................................................................................................................27 Автоматическая дуговая сварка под флюсом..........................................................................27 Плазменная сварка........................................................................................................................28 Электрошлаковая сварка.............................................................................................................29 Лучевые способы сварки..........................................................................................30 Электронно-лучевая сварка.........................................................................................................30 Газовая сварка.................................................................................................................................32 Лазерная сварка..............................................................................................................................32 Сварка давлением. Специальные термические процессы в сварочном производстве...33 Контактная сварка..........................................................................................................................33 Сварка трением..........................................................................................................35 Сварка взрывом..........................................................................................................35 Тип сварного соединения..........................................................................................36 Разработка технологического процесса ручной дуговой сварки..........................37 Список используемой литературы...........................................................................41
|
||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 671; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.217.1 (0.006 с.) |

 ;
;  :
:  ;
;  ;
; 

 ,
,  .
. - коэффициент наплавки;
- коэффициент наплавки; - расход электродов на 1кг наплавленного металла.
- расход электродов на 1кг наплавленного металла.


 .
.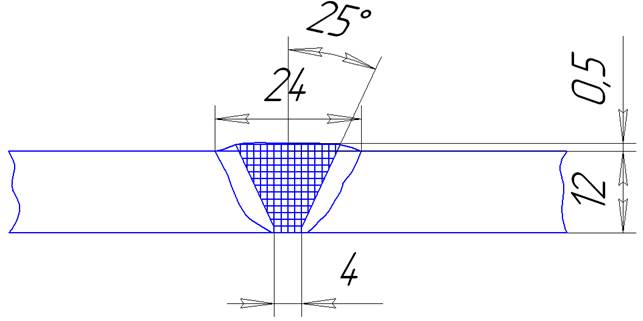 Рис.2. Сечение шва.
Рис.2. Сечение шва. ,
,

 .
. ,
, .
. .
.
 .
. ,
, 
 ,
, .
. ,
,  .
.