Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типовые задачи с решениями на ручную дуговую сваркуСодержание книги
Поиск на нашем сайте
Задача 1. Определить скорость электрона, необходимую для ионизации соударением атома натрия, если его потенциал ионизации
Решение. Из уравнения 1.1 следует, что Ответ.
Задача 2. Определить эффективный потенциал ионизации, если температура дуги 4860°К. Решение. Из уравнения 1.2 Отсюда: Ответ.
Задача 3. Определить коэффициент расплавления и потребляемую мощность, если ручной дуговой сваркой сваривается лист толщиной 10мм, и за 80с расплавилось 400мм электрода КПД трансформатора 0,8. Решение. Из уравнения 1.4. Сила сварочного тока согласно 1.9: Выбираем диаметр электрода согласно 1.3 равным 5 мм. Напряжение дуги: Учитывая, что
Потребляемая мощность:
Ответ.
Задача 4. Определить температуры точек на полубесконечной пластине на расстоянии 1,0 и 3,0 см от источника теплоты, если известно, что сваривается низкоуглеродистая сталь толщиной 12 мм, КПД дуги 0,8.
Решение. Из 1.15
Учитывая толщину металла, выбираем для сварки электрод диаметром 6 мм. Тогда: по (1.9) Напряжение дуги: Тогда для точки, находящейся на расстоянии 1 см от источника тепла,
а температура в точке, находящейся на расстоянии 3 см,
Ответ. Задачи для решения Задача 1. Используя данные табл. 1.1, определить скорость электронов, необходимую для ионизации атомов кислорода, кальция и железа. Задача 2. Определить эффективный потенциал ионизации, если температура столба дуги 13010 °К. Задача 3. Определить массу наплавленного металла при сварке стального листа толщиной 6 мм, если коэффициент наплавки Задача 4. Определить коэффициент расплавления при ручной дуговой сварке стального листа толщиной 8 мм, если за 90 с расплавилось 350 мм электрода. Задача 5. Определить потребляемую мощность при сварке стальных плит толщиной 20 мм, если КПД трансформатора 0,8. Задача 6. Определить коэффициент наплавки, если при сварке стального листа толщиной 4 мм за 80 с израсходовано 400 мм электрода, а коэффициент потерь составил 15 %. Задача 7. Определить коэффициент потерь, если Задача 8. Определить коэффициент наплавки, если длина дуги 5 мм, а за время 96 с наплавлено 42 г металла. Задача 9. Определить коэффициент наплавки, если на сварку стального листа толщиной 18 мм и длиной 2200 мм с V–образной разделкой под углом 60° затрачено 1,5 ч. Задача 10. Определить Задача 11. Определить коэффициент потерь, если сваривается лист толщиной 9 мм, а за 40 с наплавлено 25 г металла при Задача 12. Определить расстояние от источника тепла до точки, где температура составит 1000 °С, если свариваются листы из нержавеющей стали толщиной 5 мм. КПД дуги 0,8. Задача 13. Определить мощность, потребляемую при автоматической сварке под флюсом стальных листов толщиной 15 мм если КПД оборудования 80 %. КОНТАКТНАЯ СВАРКА Этот вид сварки основан на том принципе, что при прохождении тока через металл в нем выделяется тепло в соответствии с законом Джоуля-Ленца:
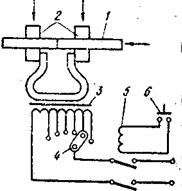
Максимальное количество тепла выделяется в месте контакта свариваемых деталей, так как здесь сопротивление R значительно больше, чем в других местах цепи. По типу свариваемого соединения различают следующие виды контактной сварки: стыковая, точечная и шовная. Стыковая сварка При этом виде сварки заготовки приводят в соприкосновение и пропускают ток, приложив к ним определенное усилие. Схема такой сварки приведена на рис. 2.1. Сопротивление сварочной цепи складывается из сопротивления участков детали Технология стыковой сварки включает определение силы сварочного тока, времени, усилия осадка и также установочной длины.
|
||||||||
|
|
Последнее изменение этой страницы: 2016-12-27; просмотров: 3253; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.151.11 (0.006 с.) |


 ;
; 

 .
.

 , масса расплавленного металла равна массе использованного электрода:
, масса расплавленного металла равна массе использованного электрода: 


 , получим ––
, получим –– 
 ;
; 




 . Из табл. 1.2 находим коэффициент теплопроводности:
. Из табл. 1.2 находим коэффициент теплопроводности: . Тогда
. Тогда  .
. .
.
 ,
,

 .
. , а время сварки 76 с.
, а время сварки 76 с. , а при сварке стального листа толщиной 6 мм расплавилось 350 мм электрода за 80 с.
, а при сварке стального листа толщиной 6 мм расплавилось 350 мм электрода за 80 с. , если при сварке в сети потреблялась мощность 7 кВт, при КПД 80%, а напряжение составляло 25 В. При этом за 75 с наплавлено 46 г металла.
, если при сварке в сети потреблялась мощность 7 кВт, при КПД 80%, а напряжение составляло 25 В. При этом за 75 с наплавлено 46 г металла. .
. (2.1)
(2.1) , сопротивления электроконтактов
, сопротивления электроконтактов  и сопротивления самого контакта соединяемых деталей
и сопротивления самого контакта соединяемых деталей  . Стыковая сварка может осуществляться сопротивлением, когда кромки свариваемых деталей нагревают до пластического состояния, а затем сдавливают, и оплавлением – когда кромки оплавляют. Циклы их приведены на рис. 2.2. Стыковая сварка используется для сварки труб, рельсов, строительной арматуры, сверл диаметром более 10мм, толстых плит, звеньев цепей и др.
. Стыковая сварка может осуществляться сопротивлением, когда кромки свариваемых деталей нагревают до пластического состояния, а затем сдавливают, и оплавлением – когда кромки оплавляют. Циклы их приведены на рис. 2.2. Стыковая сварка используется для сварки труб, рельсов, строительной арматуры, сверл диаметром более 10мм, толстых плит, звеньев цепей и др.