Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет параметров однопредметной непрерывной поточной линии (онлп)Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
При расчете параметров однопредметной непрерывно-поточной линии определяется: А. такт поточной линии. Под тактом поточной линии r понимается период времени между запуском (выпуском) на линию данного объекта (деталь, сборочная единица, изделие) и следующего за ним. Такт является функцией заданной программы выпуска и в общем случае определяется по формуле
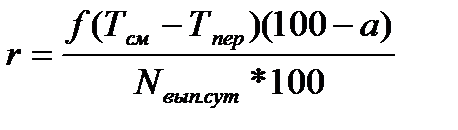
где Fd – действительный фонд времени за плановый период (смена, сутки, менсяц); NЗ – число запускаемых в поточную линию объектов производства за тот же период. С учетом регламентированных перерывов Тпер и уровня брака, а%
где Тсм – продолжительность смены, мин; Nвып.сут – суточная программа выпуска, шт; f – число рабочих смен в рабочем дне.
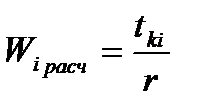
В. Необходимое число рабочих мест (единиц оборудования) для каждой операции. Вначале определяется расчетное число рабочих мест (Wi расч) для каждой операции
где tki – норма времени на i-ю операцию, мин. При полной синхронизации потока величина Wi всегда целое число, загрузка рабочих мест полная и одинаковая на всех операциях. При неполной синхронизации на несинхронных операциях Wi расч не равно целому числу. Экономически целесообразно округлить Wi расч до ближайшего меньшего числа, предусмотрев при этом пользование рациональной оснастки, более рационального режима работы оборудования и т.п. при этом допустимая перегрузка рабочего места в расчетах должна быть не более 10-12% со снятием ее при отладке линии;
С. Загрузка рабочих мест. Загрузка рабочих мест определяется коэффициентом загрузки КЗi на каждой операции, %
где Wiрасч– расчетное число рабочих мест; Wiприн– принятое число рабочих мест.
Затем определяется средний коэффициент загрузки рабочих мест на поточной линии, %
где К – число операций на линии.
Коэффициенты КЗiи КЗср являются показателями целесообразности применение поточного производства. После расчета такта, числа рабочих мест для последующей планировки конвейера рассчитывается его шаг (lш), т.е. расстояние между осями симметрии двух рядом расположенных объектов на конвейере. D. Скорость движения конвейера. Скорость движения конвейера должна соответствовать такту потока. Это соответствие достигается, если путь, равный шагу, конвейер проходит за такт:
Чаще всего применяются распределительные конвейеры со скоростями в пределах 0,5-2 м/мин.
Если расчетная скорость не попадает в указанные пределы, требуется корректировка расчетов. Если скорость конвейера больше допустимой, необходимо увеличить число рабочих смен в рабочем дне, а если меньше – уменьшить.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-13; просмотров: 789; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.66.142 (0.008 с.) |

 ,
,

 ,
,