Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет и построение операционных графиков технологического циклаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
ВВЕДЕНИЕ Переход к рыночным отношениям обуславливает необходимость совершенствования организации производства в низовом звене народного хозяйства – непосредственно на предприятии. Экономисты-менеджеры, являясь организаторами производства, должны уметь квалифицированно подходить к решению задач диагностики существующего состояния организации производства в данном конкретном предприятии, разрабатывать пути её совершенствования в конкретных производственно-технических условиях, уметь экономически оценивать значение организационных усовершенствований. Организация производства на предприятиях охватывает большой комплекс задач организационного, технического и экономического характера. Цели курсовой работы: 1.Углубить и конкретизировать теоретические знания в области экономики и организации технологических и производственных процессов и их структуры, поточного производства деталей, систем сетевого планирования и управления. 2.Привить навыки практических расчетов однопредметных непрерывно-поточных линий и их параметров, а также организации технологических и производственных процессов в пространстве и во времени; освоить графические методы планирования технической подготовки производства. 3.Научить грамотно использовать исходные данные и нормативные материалы, технологические процессы с учетом конкретных производственных условий. 4.Развить навыки самостоятельного критического анализа, творческого осмысления и обобщения технических, технологических и экономических решений при проектировании поточного производства; управлении ходом работы с применением сетевого планирования; организации производственного процесса в пространстве и во времени. Задача выполнения курсовой работы сводится к освоению методики расчета технико-экономических показателей работы однопредметных непрерывно-поточных линий, процессов производства во времени, построения сетевых графиков и расчета их параметров.
ЗАДАНИЕ ДЛЯ КУРСОВОЙ РАБОТЫ Задание для курсовой работы включает в себя перечень задач и таблицу, содержащую исходные показатели для выполнения поставленных задач, условные обозначения экономических показателей, данных в таблице, условия вложения и результаты капитальных затрат на развитие производства. В работе предусматривается решение следующих задач: 1.Расчитать и построить операционные графики технологического цикла: - последовательный вид движения; - параллельно-последовательный вид движения; - параллельный вид движения; 2.Расчитать длительность производственного цикла; 3.Расчитать параметры однопредметной непрерывной поточной линии (ОНЛП); 4.Построить и рассчитать сетевой график. Исходные данные представлены в таблице 1. Таблица 1 Исходные данные для расчета и построения операционных графиков и для расчета длительности производственного цикла
N – годовая программа, шт., tk1, tk2, tk3, tk4 – штучное время на обработку, мин., tMo – время межоперационного пролеживания, мин., Te – длительность естественных процессов, ч., f – число рабочих смен в сутки.
Таблица 2 Исходные данные для расчета параметров поточной линии
Nвып.сут – суточная программа, сут., Тпер – время регламентированных перерывов в смену, мин., а - коэффициент технологических потерь, %., tk1, tk2, tk3, tk4, tk5, tk6, tk7 – время выполения операции, мин. Таблица 3 Исходные данные для построения и расчета сетевого графика
Параллельный вид движения Еще большее сокращение технологического цикла можно получить при использовании параллельного вида движения партий предметов труда по операциям. Сущность параллельного вида движения заключается в том, что с операции на операцию предметы труда передаются передаточными партиями (р), величина которых при этом виде движения р=1. Начало обработки передаточной партии на рабочем месте начинается сразу же после поступления ее на это место. Правила построения такого цикла следующие: а) строится технологический цикл по первой передаточной партии на всех операциях без пролеживания между ними; б) на операции с самым продолжительным операционным циклом строится цикл проведения работ по всей партии без перерывов; в) для всех передаточных партий, кроме первой, достраиваются операционные циклы на всех операциях, кроме самой продолжительной (рис.3). Длительность технологического цикла в минутах при параллельном виде движения равна ТТ(пар)=(n-p)tmax+p∑tki, Рассчитаем длительность технологического цикла в минутах ТТ(пар)=(63-1)*28+1*(20+24+28+18)=1826 мин.
Рис.3 Технологический цикл при параллельном виде движения Отношение разности между длительностью технологического цикла при последовательном виде движения и данного вида движения к длительности цикла при последовательном виде называется коэффициентом параллельности.
Коэффициенты параллельности показывают, на какую относительную величину сокращается длительность технологического цикла при параллельно-последовательном и параллельном видах движения предметов труда по операциям соответственно, по сравнению с длительностью цикла при последовательном виде движения.
Длительность технологического цикла при параллельно-последовательном виде движения в сравнении с длительность при последовательном виде движения сократилась на 46%.
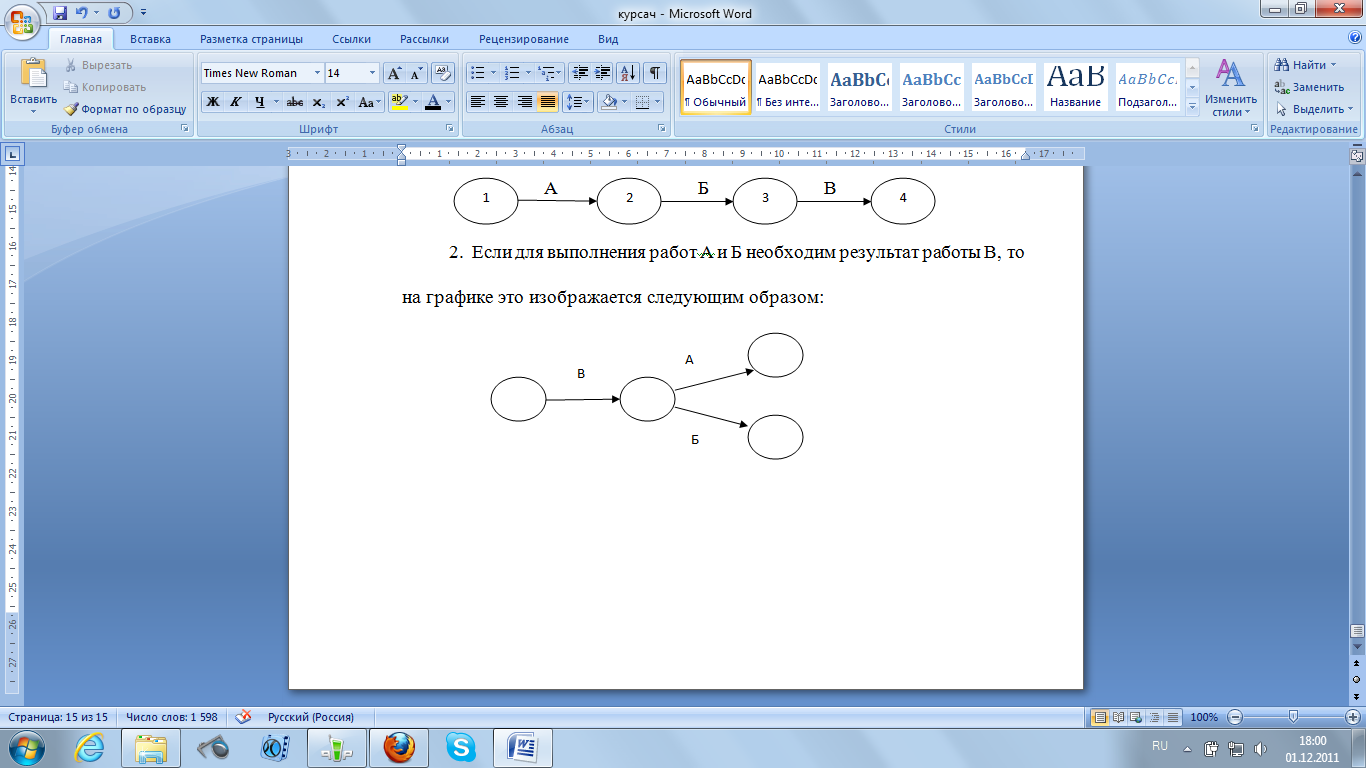
Длительность технологического цикла при параллельном виде движения в сравнении с длительностью при последовательном виде движения сократилась на 68%. Правила построения сети 1. Если работы выполняются последовательно, то на графике они показываются следующим образом:
2. Если для выполнения работ А и Б необходим результат работы В, то на графике это изображается следующим образом:
5. В сети нельзя допускать «тупиков», т.е. событий, из которых не выходит ни одной работы, если эти события не являются для данной сети завершающими. 6. В сети не должно быть событий, за исключением одного (начальное), в которое не входит ни одной работы. 7. В сети не должно быть замкнутых контуров, т.е. путей, соединяющих некоторое событие с ним же самим. 8. События следует нумеровать так, чтобы номер начального события данной работы был меньше номера конечного события этой работы. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Организация производства: учеб. Для вузов/О.Г.Туровец, В.Н.Попов, В.Б.Родионов и др.; под ред. О.Г.Туровца. – 2-е изд.,доп. – М.: Экономика и финансы, 2002. – 452 с. 2. Организация производства и управление предприятием: учеб. / О.Г.Туровец, М.И.Бухалков, В.Б.Родионов и др.; под ред. О.Г.Туровца. – 2-е изд.,доп. – М.: ИНФРА-М, 2008. – 544 с. 3. Организация производства. Задания и методические указания к выполнению курсовой работы. – Брянск: БГТУ, 2009.-31с.
ВВЕДЕНИЕ Переход к рыночным отношениям обуславливает необходимость совершенствования организации производства в низовом звене народного хозяйства – непосредственно на предприятии. Экономисты-менеджеры, являясь организаторами производства, должны уметь квалифицированно подходить к решению задач диагностики существующего состояния организации производства в данном конкретном предприятии, разрабатывать пути её совершенствования в конкретных производственно-технических условиях, уметь экономически оценивать значение организационных усовершенствований. Организация производства на предприятиях охватывает большой комплекс задач организационного, технического и экономического характера. Цели курсовой работы: 1.Углубить и конкретизировать теоретические знания в области экономики и организации технологических и производственных процессов и их структуры, поточного производства деталей, систем сетевого планирования и управления. 2.Привить навыки практических расчетов однопредметных непрерывно-поточных линий и их параметров, а также организации технологических и производственных процессов в пространстве и во времени; освоить графические методы планирования технической подготовки производства. 3.Научить грамотно использовать исходные данные и нормативные материалы, технологические процессы с учетом конкретных производственных условий. 4.Развить навыки самостоятельного критического анализа, творческого осмысления и обобщения технических, технологических и экономических решений при проектировании поточного производства; управлении ходом работы с применением сетевого планирования; организации производственного процесса в пространстве и во времени. Задача выполнения курсовой работы сводится к освоению методики расчета технико-экономических показателей работы однопредметных непрерывно-поточных линий, процессов производства во времени, построения сетевых графиков и расчета их параметров.
ЗАДАНИЕ ДЛЯ КУРСОВОЙ РАБОТЫ Задание для курсовой работы включает в себя перечень задач и таблицу, содержащую исходные показатели для выполнения поставленных задач, условные обозначения экономических показателей, данных в таблице, условия вложения и результаты капитальных затрат на развитие производства. В работе предусматривается решение следующих задач: 1.Расчитать и построить операционные графики технологического цикла: - последовательный вид движения; - параллельно-последовательный вид движения; - параллельный вид движения; 2.Расчитать длительность производственного цикла; 3.Расчитать параметры однопредметной непрерывной поточной линии (ОНЛП); 4.Построить и рассчитать сетевой график. Исходные данные представлены в таблице 1. Таблица 1 Исходные данные для расчета и построения операционных графиков и для расчета длительности производственного цикла
N – годовая программа, шт., tk1, tk2, tk3, tk4 – штучное время на обработку, мин., tMo – время межоперационного пролеживания, мин., Te – длительность естественных процессов, ч., f – число рабочих смен в сутки.
Таблица 2 Исходные данные для расчета параметров поточной линии
Nвып.сут – суточная программа, сут., Тпер – время регламентированных перерывов в смену, мин., а - коэффициент технологических потерь, %., tk1, tk2, tk3, tk4, tk5, tk6, tk7 – время выполения операции, мин. Таблица 3 Исходные данные для построения и расчета сетевого графика
РАСЧЕТ И ПОСТРОЕНИЕ ОПЕРАЦИОННЫХ ГРАФИКОВ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА Технологическим циклом (ТТ) называется время выполнения всех технологических операций, необходимое для одновременно изготовляемых деталей или изделий. При определении длительности технологического цикла необходимо учитывать степень одновременности (параллельности) исполнения операций на различных рабочих местах. Эта степень одновременности зависит от метода сочетания во времени выполнения операций, входящих в данный процесс. При изготовлении партии одинаковых предметов труда могут использоваться три метода сочетания операций или один из видов движения предметов труда по операциям: последовательный, параллельно-последовательный и параллельный.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-13; просмотров: 487; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.179.120 (0.008 с.) |