Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Теоретические основы термической обработки сталейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Основными видами термической обработки (ТО) углеродистых сталей являются: 1) отжиг на мелкое зерно; 2) нормализация; 3) одинарная термическая обработка; 4) закалка; 5) отпуск (после закалки). Первым этапом при проведении первых четырех видов ТО является нагрев сталей до оптимальных температур: доэвтектоидных – на 30-50 °С выше линии GS, т.е. А3 + (30-50) °С, а эвтектоидной и заэвтектоидных – на 30-50 °С выше линии PSK т.е. А1 + (30-50) °С (рис. 8.1). В результате фазовой перекристаллизации стали приобретают структуру мелкозернистого аустенита, причем в заэвтектоидных сталях сохраняются еще и включения вторичного цементита.
Рис. 8.1. Оптимальный интервал температур проведения ТО углеродистых сталей
После выдержки при этих температурах для полного завершения фазовой перекристаллизации и диффузионного выравнивания содержания углерода в мелкозернистом аустените следует охлаждение с заданной скоростью. При этом из мелкозернистого аустенита образуются и мелкозернистые структуры продуктов его превращения, что является необходимым условием достижения оптимальных механических свойств. Эти структуры определяются по соответствующим диаграммам превращения переохлажденного аустенита (рис. 8.2).
Рис. 8.2. Диаграмма изотермического распада аустенита эвтектоидной стали:1 – кривая начала диффузионного распада аустенита; 2 – кривая конца диффузионного распада аустенита; Mн – линия начала мартенситного превращения; Vкр – критическая скорость охлаждения (П –перлит,
При относительно небольших скоростях охлаждения V 1, V 2, V 3 в верхнем районе температур (727-550 °С) происходит диффузионное перлитное превращение – распад аустенита на структуры перлитного типа: перлит, сорбит или троостит. Они представляют собой феррито-цементитные смеси разной степени дисперсности (измельченности) пластинчатого строения, т.е. в них частицы цементита имеют форму пластинок. Самой грубой смесью является перлит, а самой дисперсной (и потому самой твердой и прочной из них) – троостит, так как он образуется при большей степени переохлаждения. В доэвтектоидных сталях перлитному превращению предшествует вы- деление из аустенита феррита, а в заэвтектоидных – цементита, количество которых с понижением температуры уменьшается до нуля в районе выступа левой С-образной кривой диаграммы превращения переохлажденного аустенита. При высоких скоростях охлаждения, равных или больших V кр, например, V 5, диффузионный распад аустенита подавляется и он переохлаждается до интервала температур Мн– Mк (Мн – температура начала, а Мк– конца мартенситного превращения) (рис. 8.2). По мере охлаждения отМн до Мк происходит бездиффузионное превращение аустенита в предельно неравновесную структуру – мартенсит. Он представляет собой пересыщенный твердый раствор внедрения углерода в α-железе с тетрагональной кристаллической решеткой и обладает высокими твердостью и хрупкостью из-за сильного перенасыщения углеродом. Происходит закалка стали. Минимальная скорость охлаждения, необходимая для преобразования переохлажденного аустенита в мартенсит, называется критической скоростью закалки (рис. 8.2, V кр– кривая охлаждения, касательная к выступу С-образной кривой). Охлаждение со скоростью V 4 приводит к образованию структуры троостит + мартенсит (рис. 8.2).
Назначение и условия проведения основных видов Термической обработки
1. Отжиг на мелкое зерно – является разупрочняющей (смягчающей) ТО. Он заключается в нагреве сталей до оптимального интервала температур (рис. 8.1), выдержке и медленном охлаждении (обычно с печью; скорость охлаждения V (рис. 8.2). После отжига получается равновесная мелкозернистая структура феррита и перлита в доэвтектоидных сталях, перлита в эвтектоидной стали и перлита с разрозненными включениями вторичного цементита в заэвтектоидных сталях. Отжиг на мелкое зерно, как правило, является предварительной ТО. Его цель – устранение структурной неоднородности и крупнозернистости, отрицательно влияющих на технологические свойства; максимальное снижение твердости и повышение пластичности для улучшения обрабатываемости (резанием, давлением). При отжиге полностью снимаются внутренние напряжения. Отжиг бывает полный, неполный, низкий и диффузионный. При полном отжиге происходит полная перекристаллизация феррита в аустенит с растворением в нем цементита. При неполном отжиге сплав нагревается выше линии PSK (Ас1), но ниже GSE (Ас3) и полной перекристаллизации не происходит. Металл также охлаждается вместе с печью. При низком отжиге сплав нагревается ниже PSK (Ас1) на 30-400С и охлаждается с печью. Перекристаллизация не происходит. Снимаются напряжения, уменьшается количество дислокаций. Низкий отжиг часто называется – рекристаллизационным отжигом. Диффузионныйотжиг (гомогенизация) применяется для устранения ликвации, то есть разности химического состава стали по сечению слитка, литой заготовки. Металл длительно (20-24 часа) нагревают до 950-11000С, выдерживают. Для уменьшения зерна затем делают улучшение или закалку. 2. Нормализация доэвтектоидных сталей проводится так же, как отжиг на мелкое зерно, но сталь охлаждается ускоренно на спокойном воздухе (скорость V 2 на рис. 8.2). После данной ТОдоэвтектоидные стали состоят из мелкозернистого феррита и сорбитообразного перлита, придающего стали повышенную твердость и прочность. Поэтому нормализация может использоваться либо вместо отжига на мелкое зерно (как более производительная обработка), если возрастание твердости и прочности находится в допустимых пределах, либо как слабая упрочняющая ТО для неответственных изделий. Заэвтектоидные стали подвергают нормализации с целью устранения сплошной цементитной сетки по границам зерен перлита. Но в отличие от отжига процесс ведут от температуры А c т + (30-50) °С. При этой ТО зерна аустенита и соответственно зерна перлита оказываются крупными, поэтому после нее необходимо выполнить отжиг на мелкое зерно. 3. Одинарная термическая обработка применяется сравнительно редко, как более сильная, чем нормализация, упрочняющая ТО доэвтектоидных сталей. Она осуществляется так же, как отжиг на мелкое зерно, но сталь охлаждают быстро, например, в горячей воде или струей сжатого воздуха (скорость V 3на рис. 8.2). Образующиеся пластинчатые структуры сорбита или троостита с небольшим количеством избыточного феррита или без него придают стали более высокую прочность, твердость и износостойкость по сравнению с этими свойствами в нормализованном состоянии. 4. Закалка. Процесс закалки необходим очень многим деталям, изделиям. Эта термообработка основана на перекристаллизации стали, нагретой до температуры выше критической; после достаточной выдержки - следует быстрое охлаждение. Таким путем предотвращают превращение аустенита до перлита. После закалки структура доэвтектоидных и эвтектоидной сталей состоит из мартенсита, а заэвтектоидных – из мартенсита и включений вторичного цементита. Мартенсит – основная структура закаленной стали, которая обусловливает максимальное повышение ее твердости. Однако закаленная сталь практически неработоспособна из-за высокой хрупкости, присущей мартенситу, и высокого уровня закалочных напряжений, которые возникают из-за очень быстрого охлаждения и могут вызвать коробление детали или даже появление в ней трещин. Поэтому после закалки проводится заключительная операция термической обработки – отпуск. Неполная закалка — закалка доэвтектоидной стали с нагревом до температур межкритического интервала A1—A3, нe обеспечивающим полного превращения исходной структуры в аустенит, приводящая к формированию ферритно - мартенситной (дуальной) структуры,т.е. в структуре закаленной стали, кроме мартенсита, будет присутствовать феррит, что существенно ухудшает свойства. Стали, подвергающиеся закалке, характеризуются закаливаемостью и прокаливаемостью. Закаливаемость – способность стали принимать закалку, т.е. приобретать при закалке детали высокую твердость. Прокаливаемость –способность стали образовывать закаленный слой со структурой мартенсита и высокой твердостью. Прокаливаемость образца характеризуется максимально получаемой твердостью по сечению изделия. При неполной прокаливаемостиее конкретная величина определяет возможность получения при закалке материала с установленным значением твердости на определенной глубине. Полная прокаливаемость, то есть наличие мартенситной структуры по всему сечению изделия, называется сквозной.Стали с малым содержанием углерода закалить на мартенсит очень трудно, так как начало и конец процесса образования мартенсита происходит в области высоких температур, соответствующих образованию других, более устойчивых структур (троостит, сорбит). Прокаливаемость обыкновенной углеродистой стали распространяется на 5...7 мм. Микроструктура закаленной стали зависит от ее химического состава и условий закалки (температуры нагрева и режима охлаждения). Закалка стали с содержанием углерода до 0,025...0,03% задерживает выделение третичного цементита по границам зерен и не меняет структуру феррита. Такая закалка повышает пластичность и почти не изменяет прочностных характеристик. Микроструктура стали с 0,08...0,15%С (с нагревом выше верхних критических точек и охлаждением в воде) представляет собой низкоуглеродистый мартенсит с выделениями феррита. Дальнейшее увеличение содержания углерода (0,15...0,25%) при тех же условиях закалки приводит к повышению твердости с 110...130 НВ до 140...180 НВ, а предел текучести возрастает на 30...50%. Наиболее значительное изменение свойств происходит при содержании углерода более 0,30...0,35%. Микроструктура доэвтектоидных сталей представляет собой мартенсит, кристаллы которого имеют характерную форму пластин (игл). При содержании углерода более 0,5...0,6% в микроструктуре сталей наблюдается незначительное (2...3%) количество аустенита. Микроструктура заэвтектоидных сталей состоит из мартенсита, зерен вторичного цементита (не растворившегося при нагреве) и остаточного аустенита. Кристаллы (иглы) мартенсита очень небольших размеров. Повышение температуры закалки вызывает растворение вторичного цементита и способствует росту зерна. В тех случаях, когда требуются высокая твердость и повышенная износостойкость поверхности при сохранении вязкой и достаточно прочной сердцевины изделия, применяется поверхностная закалка, то есть закалка не на полную глубину. Поверхностной закалке подвергаются стали при содержании углерода более 0,3%. Выбор оптимальной толщины упрочняемого слоя определяется условиями работы детали и составляет от 1,5 до 15 мм (и выше). Площадь сечения закаленного слоя не должна превышать 20% площади всего сечения. В практике наиболее часто используют поверхностную закалку с индукционным нагревом током высокой частоты (ТВЧ). Изотермическая закалка (закалка в горячих средах) основана на изотермическом распаде аустенита; охлаждение ведется не до комнатной температуры, а до температуры несколько выше начала мартенситного превращения (200-300°С, зависит от марки стали). Как охладитель используют соляные расплавы или нагретое до 200-250°С масло. При температуре горячей ванны деталь выдерживается продолжительное время, пока пойдут инкубационный период и распадение аустенита. В результате получается структура игольчатого троостита, по твердости близкого к мартенситу, но более вязкого, прочного. Последующее охлаждение производится на воздухе,чтобы провести процесс изотермической закалки, вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распадения аустенита в условиях, отвечающих перегибу С-образной кривой. Следовательно, по этому методу можно закаливать только небольшие (примерно, диаметром до 8 мм) детали из углеродистой стали, так как запас энергии в более тяжелых деталях не позволит достаточно быстро их охладить. Это не относится, однако, к легированным сталям, большинство марок которых имеет значительно меньшие критические скорости закалки.После изотермической закалки детали свободны от внутренних напряжений и не имеют трещин. 5. Отпуск. Цель отпуска – снизить уровень остаточных закалочных напряжений и получить работоспособные структуры и соответствующие им свойства – твердость, износостойкость, прочность, упругость, пластичность, ударную вязкость. Отпуск заключается в нагреве закаленной стали ниже температуры А, довольно продолжительной выдержке (в среднем от 0,5 до 2-3 часов) для завершения диффузионных процессов формирования той или иной окончательной структуры отпуска и последующем охлаждении (обычно на воздухе), скорость которого, в отличие от других операций ТО, не влияет на сформировавшуюся в процессе выдержки структуру. Различают низкий (150-250 °С), средний (350-400 °С) и высокий (500-650 °С) отпуск. При низком отпуске вследствие частичного выделения из кристаллической решетки мартенсита избыточного углерода в виде высокодисперсных карбидов и уменьшения внутренних напряжений, хрупкость стали несколько снижается, а ее твердость изменяется незначительно. Мартенсит, обедненный углеродом при отпуске, называется мартенситом отпуска и представляет собой уже достаточно работоспособную структуру. Низкому отпуску подвергаются изделия, которые должны быть твердыми и износостойкими: режущие инструменты, цементованные, цианированные, поверхностно-закаленные детали. При среднем отпуске мартенсит распадается уже полностью на троостит отпуска зернистого строения (кристаллы цементита в нем имеют округлую форму), а внутренние напряжения значительно снижаются. Сталь с такой структурой характеризуется меньшей твердостью, высокой упругостью при повышенной пластичности и ударной вязкости. Поэтому средний отпуск применяют для получения упруго-вязких изделий – пружин, рессор, торсионов, мембран и др. При высоком отпуске получается структура сорбита отпуска зернистого строения, а оставшиеся после закалки внутренние напряжения почти полностью снимаются. Твердость и прочность сорбита отпуска ниже, чем у троостита отпуска, но выше, чем у структур, получаемых после нормализации и тем более после отжига. В то же время сорбит отпуска имеет высокую пластичность и максимально возможную ударную вязкость. Поэтому высокий отпуск применяют для получения изделий с максимально высокой вязкостью и повышенной прочностью – ответственных тяжело нагруженных деталей, работающих в условиях высоких статических, динамических и знакопеременных нагрузок. Рекристаллизация – процесс образования и роста (или только роста) одних кристаллических зёрен (кристаллитов) поликристалла за счёт других той же фазы. Скорость рекристаллизации резко (экспоненциально) возрастает с повышением температуры. Рекристаллизация протекает особенно интенсивно в пластически деформированных материалах. При этом различают три стадии рекристаллизации: первичную, когда в деформированном материале образуются новые неискажённые кристаллиты, которые растут, поглощая зёрна, искажённые деформацией, собирательную – неискажённые зёрна растут за счёт друг друга, вследствие чего средняя величина зерна увеличивается, и вторичную рекристаллизацию, которая отличается от собирательной тем, что способностью к росту обладают только немногие из неискажённых зёрен. В ходе вторичной рекристаллизации структура характеризуется различными размерами зёрен (разнозернистость). Термину собирательная рекристаллизации соответствует также термин нормальный (то есть обычный) рост зерна. Рекристаллизация устраняет структурные дефекты (в первую очередь уменьшает на несколько порядков плотность дислокаций) изменяет, размеры зёрен и может изменить их кристаллографическую ориентацию (текстуру). Рекристаллизация переводит вещество в состояние с большей термодинамической устойчивостью: при первичной рекристаллизации – за счёт уменьшения искажений, внесённых деформацией, при собирательной и вторичной рекристаллизацией – за счёт уменьшения суммарной поверхности границ зёрен. Рекристаллизация изменяет все структурно-чувствительные свойства деформированного материала и часто восстанавливает исходные структуру, текстуру и свойства (до деформации). Иногда структура и текстура после рекристаллизации отличаются от исходных, соответственно отличаются и свойства. Рекристаллизация широко используется для управления формой зёрен, их размерами, текстурой и свойствами. В сталях рекристаллизация сочетается со сфероидизацией цементита. Получаются круглые частицы цементита размером 0.5-2 мкм. Такая структура называется структурой сорбита отпуска. Термообработка, приводящая к ней: улучшение.
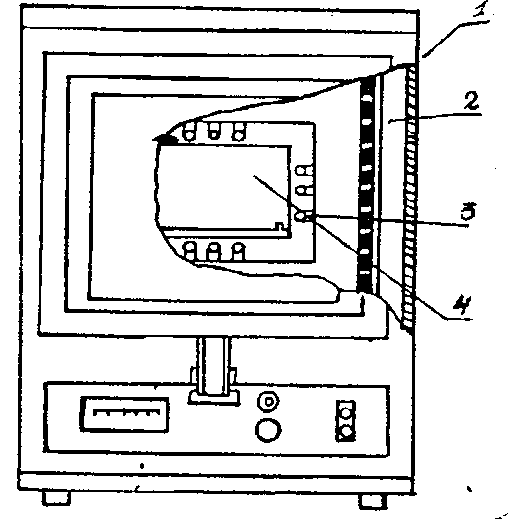
Описание установок 1. Электропечь лабораторная (рис. 8.3) состоит из металлического корпуса 1, в верхней части которого смонтирована рабочая камера, а в нижней пусковая и контрольно-регулирующая аппаратура. Рабочее пространство печи образуется разъемными огнеупорными фасонинами. Пространство между ними и корпусом заполнено теплоизоляционной крошкой 2. В боковых пазах верхней и нижней фасонин расположены четыре спиральных нагревателя 3, соединенных между собой последовательно. Загрузка печи производится через проем, закрываемый дверцей 4. Питание печи осуществляется от сети переменного тока напряжением 220 В, частотой 50 Гц.
Рис. 8.3. Электрическая печь сопротивления (лабораторная)
2. Твердомер ТК-2 (рис. 8.4) – прибор для измерения твердости металлов по методу Роквелла, позволяет определить твердость металла вдавливанием в испытуемый материал алмазного (или твердосплавного) конуса с углом при вершине 120° или стального шарика диаметром 1,588 мм. После установки на стол 7 измеряемого образца 8 плавным вращением по часовой стрелке маховика 9 приводят во вращение винт 10, поджимая стол 7 вверх. После соприкосновения поверхности образца 8 с индентором 3 начинается вращение стрелки индикатора 12. Маховик 9 плавно вращают до момента, когда конец малой стрелки окажется против красной точки, а большая займет верхнее вертикальное положение. Затем барашком 14 устанавливают шкалы индикатора 12 до совпадения 0 (нулевого деления) черной шкалы С с концом большой стрелки. В этом (исходном) положении поджатая пружина 11 создает предварительную нагрузку индентору 3, равную 10 кгс. Основная нагрузка при этом выключена. Она за счет подвески 22 с грузом 4 составляет 50 кгс, а с добавлением грузов 5 и 6 будет соответственно 90 и 140 кгс. На нижнем конце шпинделя 1 с помощью винта 2 закреплениндентор 3 с алмазным конусом или стальным шариком.
Рис. 8.4. Прибор (твердомер) ТК-2 для измерения твердости по методу Роквелла: 1 – шпиндель; 2 – винт; 3 – индентор с алмазным конусом или стальным шариком; 4-6 – грузики; 7 – предметный столик; 8 – образец; 9– маховик; 10 – винт; 11 – пружина; 12 – индикатор; 13, 15-18–механизмы; 14 – барашек; 19 – кулачковый блок; 20 – рычаг; 21 – шток; 22 – подвеска с грузами
Приведение в действие прибора с установленной основной нагрузкой осуществляется нажатием на клавишу 16, которая приводит в действие кулачковый блок 19 механизма 16. Начавшийся поворот кулачка опустит шток 21 на 4 секунды, обеспечив подвеске возможность с помощью рычага 20 передать усилие на индентор 3. Общая нагрузка индентора на материал исследуемого образца в результате сложения предварительной и основной нагрузок может быть соответственно 60, 100 и 150 кгс. Через 4 секунды кулачковый блок, подняв шток 21, выключит основную нагрузку и отключится от привода сам. Тогда сила поджатия пружины 11 будет прижимать индентор к поверхности сделанного им в материале образца отпечатка. Глубина этого отпечатка, указанная концом стрелки в делениях соответствующей шкалы индикатора 12, и представит собой величину искомой твердости. Теперь вращением маховика 9 против часовой стрелки следует опустить стол 7 и, переставив образец, измерить его твердость повторно. Прибор ТК-2 дает возможность испытывать на твердость мягкие и твердые материалы. Отпечатки шарика и алмазного конуса очень малы, и поэтому можно без опасения за порчу готовых деталей испытывать их материал на твердость при условии, что это допускается. 3. Твердомер ТКМ – 359. Предназначен для измерения твердости металлов в лабораторных условиях динамическим методом. В отличие от стационарных твердомеров прибор позволяет проводить оперативный контроль изделий, в том числе деталей сложной конфигурации. Контроль твердости и физико-механических свойств проводится по следующим шкалам: Ø основным: Роквелла (HRC), Бринелля (НВ) и Виккерса (HV); Ø табличным:Роквелла (HRA), Роквелла (HRB), Шора (HSh), временного сопротивленияσВ(по ГОСТ 22761-77); Ø дополнительным (на базе основных и табличных), программируемым Пользователем. Данные шкалы могут быть использованы для контроля твердости высоколегированных сталей, специализированных чугунов, цветных металлов и др., контроля физико-механических свойств изделий из материалов, отличающихся по свойствам от конструкционных сталей; Ø шкалам Пользователя, позволяющим потребителю производить контроль требуемых ему характеристик испытуемых изделий. Работа по вышеуказанным шкалам производится с помощью штатного датчика D, входящего в комплект поставки. Для работы по грубо обработанной поверхности твердомер может дополнительно комплектоваться датчиком G, имеющим более высокую энергию удара и больший диаметр наконечника индентора. При контроле твердомером на цилиндрических поверхностях целесообразно использовать дополнительную насадку Z, обеспечивающую точное позиционирование датчика на выпуклых и вогнутых поверхностях. Работа твердомера основана на измерении отношения скорости отскока индентора (ударного элемента) к скорости его падения. В датчике твердомера имеется катушка индуктивности, спусковая пружина и индентор, состоящий из сферического эльборового наконечника, постоянного магнита и корпуса, жестко связанных между собой. При спуске пружины индентор дважды (при падении и отскоке) проходит через катушку индуктивности и наводит в ней ЭДС. Отношение амплитуды сигнала скорости отскока индентора к амплитуде сигнала скорости его падения А характеризует твердость контролируемого материала Н: Н = f(А) Основными составляющими твердомера являются: датчик и электронный блок приема и преобразования сигнала с датчика. Электронный блок включает в себя блок датчика, устройство ввода-вывода, контроллер и блок питания. Использование в твердомере контроллера позволяет: Ø получать результат измерения непосредственно в единицах твердости на экране графического дисплея (ГД) без использования графиков; Ø отстраиваться в процессе работы твердомера от влияния механических свойств контролируемых изделий, не связанных с твердостью; Ø проводить статическую обработку результатов; Ø проводить накопление информации для последующего вывода на компьютер или считывания с экрана ГД. Все это повышает точность и стабильность контроля.
Рис. 8.5 Общий вид твердомера ТКМ-359
Режимы работы твердомера Твердомер работает в следующих режимах: Ø режим измерения по основным шкалам; Ø режим измерения по табличным шкалам; Ø режим измерения по дополнительным шкалам; Ø режим измерения по шкалам Пользователя; Ø режим «МЕНЮ» для настройки твердомера; Ø передачи результатов измерений в компьютер. Режим измерения по основным шкалам применяется, как правило, при контроле изделий из углеродистых и конструкционных сталей. В указанный режим прибор выходит сразу после включения и выбора с помощью соответствующей кнопки на клавиатуре шкалы измерения твердости (по Бринеллю, Роквеллу или Виккерсу). Аналогично используется режим измерения по табличным шкалам (HRA, HRB, HSh, σВ). Выход в режим осуществляется с помощью кнопок «▲», «▼».
Рис. 8.6. Схема датчика: 1- спусковая кнопка; 2 – подвижная втулка; 3 – корпус; 4 – катушка индуктивности; 5 – индентор; 6 – контролируемая поверхность. Для приведения датчика в рабочее состояние необходимо взвести его, переместив подвижную втулку 2 по направлению к катушке 4 до упора и вернув ее в исходное состояние. При нажатии спусковой кнопки 1 происходит сбрасывание индентора 5 и измерение параметров его падения и отскока. Далее в твердомере производится статистическая обработка результатов измерений, которая заключается в расчете среднего арифметического значения по числу замеров (размер выборки), выбранному оператором. Результаты измерений высвечиваются на экране ГД. Последовательность эксплуатации следующая: 1. Провести оценку соответствия контролируемого изделия. Если изделие меньше требуемой массы следует притереть его к притирочной плите с помощью смазки ЦИАТИМ-221 по ГОСТ 9433-80. 2. Включить твердомер. Экран ГД примет вид:
1. Выбрать требуемую шкалу измерения; 2. Установить размер выборки; 3. Выбрать пункт меню «ИЗМНРЕНИЯ» 4. Установить датчик перпендикулярно к контролируемой поверхности и произвести замер, взведя датчик и нажав спусковую кнопку. Повторять замеры на других участках поверхности образца.
|
|||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 2400; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.013 с.) |