Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Коробка подач в форме гитары сменных колес.Содержание книги
Поиск на нашем сайте
Гитара - узел станка, предназначенный для изменения скорости подач. Гитары сменных колес дают возможность настраивать подачу с любой степенью точности.
Для правильного подбора сменных колес необходимо выполнить условие сцепляемости. а + в>с + 22 - должны выполняться с + d > в + 22 одновременно. Каждую гитару снабжают определенным комплектом сменных зубчатых колес. Сменные колеса подбирают различными способами. Самый простои способ разложение на множители.
Условие сцепляемости выполнено Реверсивные механизмы Служат для изменения направления движения. Они имеют различные конструкции. С подвижными блоками и промежуточным 2. С различными типами сменных муфт и промежуточным колесом. колесом.
Конический трензель.
Мальтийский механизм. Применяется для периодических поворотов рабочих органов станка на требуемый угол.
Храповый механизм. Служит для преобразования непрерывного вращательного движения в прерывистое и для поворота на требуемый угол.
Кулисный механизм. Служит для преобразования вращательного движения в возвратно-поступательное.
При непрерывном вращении кривошипного диска 1 палец 2 сообщает кулисе 3 возвратно-вращательное движение, а кулиса через палец 4 сообщает рабочему органу 5 возвратно-поступательное движение. Применяется в зубодолбежных станках.
Кривошипно-шатунный механизм. Служит для преобразования вращательного движения в возвратно-поступательное.
Применяется в долбежных и поперечно-строгальных станках. Этот механизм обеспечивает хорошую плавность движения рабочего органа станка, однако имеет неравномерную скорость рабочего хода.
Кулачковые механизмы.
Применяются в основном на автоматах. 1 - дисковый кулачок 2 -палец 3 - пружина, обеспечивающая постоянный контакт пальца
Блокировочные механизмы. Предназначены для предотвращения одновременного включения нескольких механизмов, совместная работа которых недопустима а) Рисунок, а - нейтральное положение в котором можно включать или рукоятку 1 или рукоятку 2. Рисунок, б - рукоятка 1 включена, а рукоятка 2 заблокирована
Предохранительные устройства Служат для предохранения станка от перегрузок. Они подразделяются на электрические, гидравлические и механические или комбинированные. Особенно широко применяются электрические предохранительные устройства и предохранительные муфты. Из механических предохранительных устройств наибольшее распространение получили срезные штифты и шпонки, падающие червяки.
Ограничители хода.
Тормозные устройства. Применяются для остановки или замедления движения отдельных механизмов станка. После выключения станка отдельные механизмы движутся по инерции. Это время называется временем выбега. Для уменьшения времени выбега на быстроходных валах станков устанавливают различные тормозные устройства. Торможение может Основными видами механических тормозов являются ленточные и колодочные тормоза.
Шкив - чугунный, лента - асбестомедная. При выключении станка лента 2 прижимается к шкиву 1 и за счет силы трения обеспечивается торможение.
Механизмы суммирования движений.
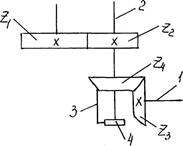
Планетарные передачи. Планетарной называют зубчато-реечную передачу, в которой часть зубчатых колес (сателлитов) перемещается со своими осями относительно центрального колеса вместе с водилом. Звено, на котором установлены зубчатые колеса с подвижными осями, называется водилом. Сателлит - это зубчатое колесо с подвижной осью вращения, которое одновременно вращается вокруг своей оси и совершает движение вместе с водилом. Планетарная передача с цилиндрическими колесами.
I - центральная ось II - подвижная ось III - водило Z1 и Z4 - центральные колеса Z2 и Z3 - сателлиты. При включении М1, Z1 вращает Z2. Z2 обкатывается вокруг Z1 и одновременно с ним Z3 обкатывается вокруг неподвижного Z4, водило получает некоторое количество движений. Если дополнительно включить М2, через червячную передачу начинает вращаться Z4, которое вращает Z3 следовательно водило сообщается дополнительное движение.
Планетарные передачи с коническими колесами (дифференциальные механизмы).
У этих передач из трех звеньев любые два могут быть ведущими, а третье - ведомым. Дифференциал состоит из центральных колес Z1 и Z4, сателлитов Z2 и Z3 и водила 1. Как правило, зубчатое колесо Z4 вращается с большей частотой, а колесо Z1 - с меньшей. Вращение колесу Z1 передается от червячной пары 2.
Муфты. Муфты служа для постоянного или периодического соединения двух соосных валов и для передачи при этом вращения от одного вала к другому. Различают муфты постоянные, служащие для постоянного соединения валов; сцепные, соединяющие и разъединяющие валы во время работы; предохранительные, предотвращающие аварии при внезапном превышении нагрузок; муфты обгона, передающие вращение только в одном направлении.
Постоянные муфты. Применяют в тех случаях, когда нужно соединить два вала, которые в процессе работы не разъединяются. При этом валы могут быть соединены жестко или с помощью упругих элементов.
Сцепные муфты
В станках часто применяются сцепные кулачковые муфты в виде дисков с торцовыми зубьями-кулачками и зубчатые муфты. Зубчатые колеса насаженные на вал I находятся в постоянном зацеплении с зубчатыми колесами насаженными на ведомые валы II и III. Подключение валов II и III к ведущему, производится муфтами КМ1 и КМ2
1 - зубчатое колесо 2 - втулка, запрессованная в отверстие 3 - вал 4 - стопорное кольцо 5 - кулачковый венец 6 - кулачковая муфта
В зависимости от точности изготовления кулачков различают точные и неточные кулачковые муфты. У точных муфт передача крутящего момента осуществляется несколькими кулачками, у неточных - одним кулачком. Недостатком сцепных муфт является то, что при больших разностях скоростей вращения ведущего и ведомого элементов, муфты нельзя включить.
Фрикционные сцепные муфты. Имеют тоже назначение, что и кулачковые. Фрикционные муфты можно включать при любых разностях скоростей вращения элементов муфты. У них при перегрузках ведомое звено может проскальзывать и тем самым предотвращать аварию. Наличие нескольких поверхностей трения дает возможность передавать значительные крутящие моменты при относительно малых величинах давления на поверхностях трения дисков. Применяются механические и электрические фрикционные муфты. Из электрических фрикционных муфт большое применение нашли электромагнитные муфты. Предохранительные муфты. Предназначены для предохранения механизмов станка от аварий при перегрузках. У муфт (рис. а, б) предохраняющим звеном является штифт 1, сечение которого рассчитывают в зависимости от передаваемого крутящего момента. При перегрузках этот штифт срезается, происходит разрыв соответствующей кинематической цепи и тем самым предотвращает повреждение деталей станка.
Муфта обгона. Предназначены для передачи крутящего момента при вращении звеньев кинематической цепи в заданном направлении и для разъединения звеньев при вращении в обратном направлении, а также для сообщения валу двух различных движений (медленного - рабочего и быстрого - вспомогательного), которые осуществляются по двум отдельным кинематическим цепям. Муфта обгона позволяет включать цепь быстрого хода, не выключая цепи рабочего движения. В качестве муфты обгона можно использовать храповые механизмы (рис. а) и муфту роликового типа (рис. б).
Вал 2 вращается от вала 1 через конические колеса Z3/Z4 и храповый механизм (колесо Z4 свободно посажено на валу 2). Если одновременно включить цепь быстрого хода через передачу Z1/Z2, то вал 2 вместе с храповым колесом 4 будет вращаться быстрее зубчатого колеса Z4 и собачка 3 будет проскальзывать.
2 - кольцо 3 - ролик 4 - штифт 5 - пружина
Если ведущей частью является кольцо 2, то при вращении против часовой стрелки ролики увлекаются трением в узкую часть выемки и заклиниваются кольцом и корпусом муфты. В этом случае корпус 1 и связанный с ним вал будут вращаться с угловой скоростью кольца 2. Если при продолжающемся движении кольца 2 против часовой стрелки валу и корпусу 1 сообщить движение по другой кинематической цепи, направленное в ту же сторону, но имеющее скорость, большую по величине, чем скорость кольца 2, то ролики переместятся в широкую часть выемки и муфта окажется расцепленной. При этом детали 1 и 2 будут вращаться каждая со своей скоростью.
Ведущим элементом может быть любая из деталей 1 и 2. Если ведущим является корпус, то муфта сцепляется при его вращении по часовой стрелке или когда корпус, вращаясь в этом направлении, опережает кольцо.
Методика кинематической наладки металлорежущих станков. Кинематическая наладка станка заключается в согласовании движений исполнительных органов. Методика наладки одинакова для большинства станков и не зависит от их сложности. Для примера рассмотрим наладку токарно-винторезного станка на нарезание резьбы.
        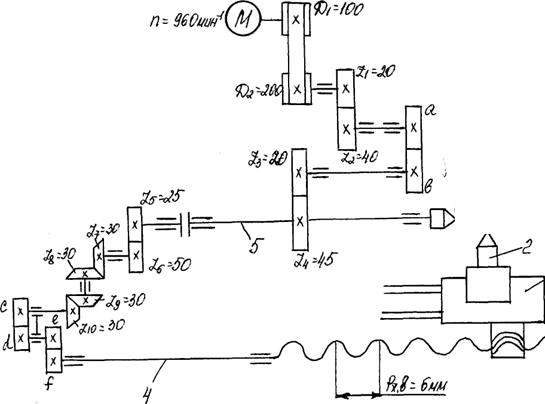 
Чтобы нарезать резьбу на заготовке 1, необходимо сообщить суппорту 3 с резцом 2 продольную подачу вдоль оси заготовки, согласованную с частотой вращения шпинделя 5. Следовательно, нужно рассчитать две кинематические цепи: скоростную (цепь главного движения) и нарезания резьбы. Рассмотрим кинематическую цепь главного движения. Шпиндель 5 с заготовкой 1 получает вращение от электродвигателя через ременную передачу и три пары зубчатых колес. Частоту вращения шпинделя рассчитывают по формуле
где V - скорость резания, м/мин (выбирается по справочнику режимов резания) d - диаметр заготовки, мм. Составим уравнение кинематической цепи от электродвигателя к шпинделю при условии, что шпиндель должен вращаться с частотой
где n - частота вращения вала электродвигателя, мин-1; 0,985 - коэффициент, учитывающий скольжение ремня. Уравнение можно представить в общем виде:
где iпост - постоянное передаточное отношение характеризующее цепь, iсм - сменное передаточное отношение механизма наладки. В рассматриваемой кинематической цепи известны все величины, за исключение сменных колес а - в, являющихся механизмом наладки. Подставив численные значения, получим
откуда
так как
Определим значение
Определим колеса а и b и тем самым произведем наладку цепи главного движения. Затем приступим к наладке кинематической цепи движения подачи или цепи нарезания резьбы. Резец 2, укрепленный на суппорте 3, получает движение от ходового винта 4, который приводится во вращение от шпинделя 5 через пару цилиндрических колес, две пары конических колес и сменные зубчатые колеса с – d и е-f. Составим уравнение кинематического баланса, исходя из условия, что за один оборот шпинделя резец переместится вдоль оси заготовки на величину шага Рр нарезаемой резьбы
В общем виде это уравнение будет выглядеть следующим образом:
откуда
где Рр - шаг нарезаемой резьбы; Рх.в. - шаг ходового винта, В рассматриваемой цепи
откуда
Подобрав сменные колеса c – d, e – f, произведем наладку цепи движения подачи. При кинематической наладке станков необходимо: 1. Выяснить характер движения рабочих органов и их согласованность; 2. Выявить все кинематические цепи станка; 3. Составить уравнение кинематической цепи, связывающих попарно рабочие органы станка; 4. Определить передаточные отношения механизма наладки и подобрать в соответствии с ними сменные зубчатые колеса или другие элементы наладки.
Пример. Настроить станок по следующим данным: n = 240 мин-1; Рр = 4 мм; А=В = 80 Решение:
Проверяем условие сцепляемости
Станки с программным управлением Программное управление (ПУ) – это совокупность команд, обеспечивающих функционирование рабочих органов станка в заданной последовательности. Все без исключения станки с ПУ работают по программе. В одних случаях программа находится в памяти рабочего органа, в других - задается при помощи материальных аналогов (эталонной детали, копира или кулачков). Изготовление материальных аналогов и переналадка таких станков требует высокой квалификации и больших затрат времени, поэтому такие станки применяются в крупносерийном производстве. В мелкосерийном производстве, которое занимает до 80% широко применяются станки с ПУ в которых программа записывается на программоносителе, в качестве которых применяют перфоленту, магнитный диск, программируемый контроллер. На программоносителях программа может записываться в кодированном и декодированном виде. Изготовление программы и переналадка станков не требует высокой квалификации и не отнимает много времени. Станки с ПУ классифицируются также как и станки с ручным управлением. В обозначении моделей станков с ПУ после цифр пишутся следующие буквы: Ц - станки с цикловым программным управлением (ЦПУ) Ф - станки с числовым программным управлением (ЧПУ) Т - станки с оперативной системой ЧПУ. В станках с ЦПУ технологическая информация записывается на программоносителе, а геометрическая - устанавливается при помощи переставных упоров. Установка и выверка упоров при наладке отнимает много времени поэтому станки с ЦПУ применяют в крупносерийном производстве. В станках с ЧПУ вся информация записывается на программоносителе. В станках с оперативной системой ЧПУ информация набирается оператором непосредственно на рабочем месте при помощи клавиатуры, расположенной на мини ЭВМ.
Цикловое программное управление. Системой циклового программного управления (ЦПУ) называют такую систему программного управления, в которой полностью или частично программируются цикл работы станка, режимы обработки и смена инструмента, а величина перемещений рабочих органов задается с помощью предварительно налаживаемых упоров. Цикл работы станка - это совокупность всех движений, необходимых для обработки заготовок и выполняемых в определенной последовательности. Системой ЦПУ оснащают токарно-револьверные, токарно-копировальные, копировально-фрезерные, алмазно-расточные и другие станки. Системы ЦПУ используют в автоматических линиях с использованием ЭВМ дня диагностики и планирования работы линии, а также для управления промышленными роботами. Функциональная схема системы ЦПУ.
В схему входят: программатор циклов, схема автоматики, исполнительное устройство и устройство обратной связи. Программатор циклов состоит из блока задания программы 1 и блока поэтапного ввода программы 7. Из блока задания программы 1 информация поступает в схему автоматики, состоящую из схемы управления циклом работы станка 2 и схемы преобразования сигналов контроля 6. Схема автоматики согласует действия программатора циклов с исполнительными элементами станка и датчиком обратной связи, может выполнять ряд логических функций. Схему автоматики в системах ЦПУ чаще всего строят на электромагнитных реле. Из блока 2 сигналы поступают в исполнительное устройство, обеспечивающее отработку заданных программой команд. Исполнительное устройство состоит из исполнительных элементов 3 (приводы, муфты и т.д.) и рабочих органов станка 4 (суппорт, насосы, столы, револьверные головки). Рабочие органы отрабатывают этап программы, а датчик 5 контролирует окончание отработки и дает команду блоку 7 через блок 6 на переключение следующего этапа программы.
Программаторы циклов. Состоят из блока задания программы и блока поэтапного ввода программы. Блок задания программы запоминает и вводит в систему полную программу, блок поэтапного ввода программы предназначен для последовательного считывания этапов программы и ввода их в систему для отработки. Наиболее распространенным программатором электрического типа является штекерная панель. Программа на штекерной панели задается вручную, станок в этот период простаивает. Для безопасного и быстрого набора программ может быть использован накладной бумажный шаблон. Шаблон накладывают на штекерную панель, а штекеры вводят в гнезда через отверстия в шаблоне. Пробитые в соответствии с программой. Распространенным программатором механического типа являются кулачковые командоаннараты и программаторы с перфолентами.
Кулачковые командоаппараты – это программаторы механического типа с кинематическим заданием программы. В гнезда барабана 2 командоаппарата закладывают шарики или штифты 1, которые при его повороте воздействуют на электрические контакты или конечные выключатели 3, включая цепи соответствующих исполнительных органов. Барабан приводится во вращение храповым механизмом с электромагнитом или шаговым двигателем.
Программаторы с перфолентами или перфокартами применяют при большом объеме информации. Считывание программы осуществляется либо электромеханическим способом, либо фотоэлементами. Наиболее удобным являются универсальные системы ЦПУ, построенные с использованием микроэлектроники. К таким системам относятся программируемые контроллеры. Программируемый контроллер - это управляющая логическая машина последовательного действия, созданная на базе вычислительной техники, релейной бесконтактной автоматики и ЦПУ оборудованием. Они надежны, долговечны, имеют небольшие габариты, обеспечивают возможность быстрого изменения программы, легко специализируются в зависимости от конкретной обработки.
Программируемый контроллер (ПК) состоит из центрального процессора 1 (управляющего устройства), постоянного запоминающего устройства 2, входного 3 и выходного 4 устройств и сканатора 5 (генератора импульсов). К контроллеру можно подключить программную панель 6 (загрузчик программ), содержащую декадные переключатели и клавиши. Программу вводят последовательно нажатием клавишей с обозначением логических элементов. В режиме записи программа записывается в устройство 2 и запоминается в нем. В режиме работы сканатор 5 поочередно подключает к процессору 1 входное и выходное устройства. В процессоре 1 согласно программе производятся заданные логические операции. К контроллерам могут подключаться дисплеи, накопители на магнитных кассетах, печатающие устройства, регистрирующие состояние оборудования, затраты основного и вспомогательного времени, аварийные ситуации и т.д.
Числовое программное управление. Классификация систем ЧПУ. Система ЧПУ (СЧПУ) - совокупность методов устройств, обеспечивающее ЧПУ станков. Устройство ЧПУ (УЧПУ) - составная часть СЧПУ, выдающая команды на выполнение конкретного действия. СЧПУ различают по следующим признакам: I. По назначению 1. (Ф1) - станки с цифровой индикацией и преднабором координат; 2. Позиционные и прямоугольные (Ф2) - позволяют автоматически установить рабочие органы в позицию, заданную программой управления станком, причем в период перемещения рабочего органа обработка не ведется. 3. Контурные (непрерывные) (ФЗ) - обеспечивают автоматическое перемещение рабочего органа по произвольной траектории с контурной скоростью, заданной программой управления станком. Траектория обработки обеспечивается совместным и взаимосвязанным движением нескольких исполнительных устройств. 4. Комбинированные (универсальные) (Ф4) - обеспечивают обработку сложных профилей деталей по нескольким координатам одновременно, точное позиционирование ускоренных перемещений.
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-12; просмотров: 920; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.98.43 (0.009 с.) |


 а, в, с, d - числа зубьев сменных колес.
а, в, с, d - числа зубьев сменных колес.



 При непрерывном вращении кривошипа 1 палец 2 периодически входит в пазы мальтийского диска 3 и поворачивает его на угол α.
При непрерывном вращении кривошипа 1 палец 2 периодически входит в пазы мальтийского диска 3 и поворачивает его на угол α.



 Служат для преобразования вращательного движения в поступательное.
Служат для преобразования вращательного движения в поступательное. б)
б) 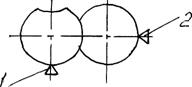
 Устанавливаются для того, чтобы движущаяся часть станка не доходила до опасного конечного положения. Салазки 2 при встрече с жестким упором 1 останавливается, и фрикционная муфта 3 начинает буксовать. Так продолжается до тех пор, пока не будет выключен электродвигатель или салазки не будут отведены от упора.
Устанавливаются для того, чтобы движущаяся часть станка не доходила до опасного конечного положения. Салазки 2 при встрече с жестким упором 1 останавливается, и фрикционная муфта 3 начинает буксовать. Так продолжается до тех пор, пока не будет выключен электродвигатель или салазки не будут отведены от упора.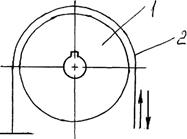 осуществляться механическими, электрическими и пневматическими средствами.
осуществляться механическими, электрическими и пневматическими средствами. У колодочного тормоза колодки 1 и 6 соединены общей тягой 3, длину которой можно регулировать рейкой 2, устанавливая тем самым необходимый зазор между колодками и шкивом 7 для нерабочего положения. В процессе торможения колодки стягиваются тягой 4 от приводного механизма 5.
У колодочного тормоза колодки 1 и 6 соединены общей тягой 3, длину которой можно регулировать рейкой 2, устанавливая тем самым необходимый зазор между колодками и шкивом 7 для нерабочего положения. В процессе торможения колодки стягиваются тягой 4 от приводного механизма 5. М1 и М2 - двигатели
М1 и М2 - двигатели
 Применяют для периодического соединения валов, например, в приводе главного движения или приводе подач станков.
Применяют для периодического соединения валов, например, в приводе главного движения или приводе подач станков.

 1 - корпус
1 - корпус