Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 6. Методы шлифования и отделочные методы обработки заготовок.Содержание книги
Поиск на нашем сайте
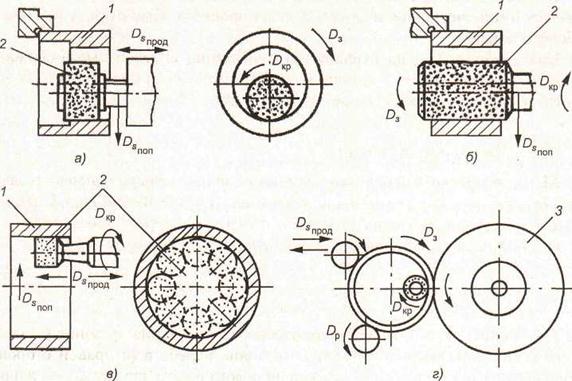
Внутришлифовальные станки применяют для цилиндрических, конических и профильных отверстий в заготовках больших размеров. У шлифовального круга режущие элементы не имеют заданной геометрии, они хаотично выступают на поверхности круга. Толщины слоев, снимаемых отдельными абразивными зернами, также различны. При этом окружная скорость круга всегда значительно больше окружной скорости заготовки. Из-за микронеровностей и волнистости поверхностей контактирование режущих зерен с обрабатываемой поверхностью происходит на отдельных участках. Основная часть выделяемой теплоты (до 85%) уходит в обрабатываемую деталь, температура обрабатываемой заготовки достигает 350°С, что может вызвать деформации. Параметры абразивная обработки: подача, скорость, глубина резания (на шлифовальный круг). Зернистость и твердость шлифовального круга определяют качество поверхностей, вне зависимости от метода шлифования. Повышение продольной подачи повышает съем металла в единицу времени.
Увеличение глубины резания сопровождается более глубоким проникновением режущих зерен круга в обрабатываемый материал и возрастанием сил резания. СОЖ применяют для снижении сил трения в зоне контакта и уменьшения температуры в зоне резания. Эффективным способом снижения теплового процесса при шлифовании заготовок из труднообрабатываемых металлов с низкой теплопроводностью является подача СОЖ в зону резания под давлением до 10-15 МПа. Большая часть энергии при шлифовании (до 90%) затрачивается на преодоление сил трения между поверхностями круга и резания. Для чернового шлифования рекомендуется применять водные СОЖ с серо-, хлоро-, фосфоросодержащими присадками. При бесцентровом шлифовании процесс можно интенсифицировать обдувом зоны резания охлажденным до +5-60°С воздухом под давлением 0,4-1 МПа. Повышение давления струи СОЖ до 7-15 МПа позволяет избежать засаливания круга. Абразивные и алмазные инструменты отличаются геометрической формой, размерами, материалом, расположением и величиной абразивных зерен, типом связки, степенью твердости, структурой. К недостаткам можно отнести: отсутствие оптимальных углов резания, из-за разнообразия форм и размеров зерен, случайного их расположения; неоднородность свойств материалов, из которых состоят такие инструменты; несовершенство технологии производства кругов, большой расход энергии, затрачиваемый на единицу снятого металла. Технологические возможности зависят от характеристики шлифовального круга, режимов резания, состояния станка, своевременности и качества правки. Применяют кварц, наждак, корунд, алмаз. Алмазы делятся на природные и синтетические (технические). Содержание углерода в алмазе составляет 96-99,8 %. Технические алмазы часто имеют трещины, пятна включения некоторых минералов. Коэффициент трения алмазов: по стали-0,05; по латуни-0,1; по алюминию-0,45. Теплопроводность их больше, чем твердых сплавов, например, больше, чем сплава Т15К6 в 5 раз и сплава ВК8 в 3 раза, а также больше, чем карбида кремния в 10 раз и электрокорунда в 7 раз. Алмаз горит в воздухе при температуре 850-1000°С, а при нагреве без доступа воздуха он переходит в графит. Алмазы оценивают в каратах. Карат (К) = 200 мк (2•10~4кг). Синтетический алмаз получают из графита и углесодержащих веществ с середины 50-х годов XX в. Они содержат больше примесей. К искусственным абразивным материалам относятся также кубический нитрит бора, электрокорунд, карбид кремния (карборунд) и карбид бора. Кубический нитрит бора (эльбор) — абразивный материал, твердость которого близка к алмазу, а абразивная способность при шлифовании стали и коэффициент трения выше (цвет от светло-лилового до черного в зависимости от условий синтеза). Теплостойкость кубического нитрида бора в зависимости от зернистости достигает 1300-1500 °С (чем крупнее зерно, тем выше теплостойкость). Кубическим нитридом бора обрабатывают твердые стали и сплавы когда необходима высокая размерная точность, например, в производстве подшипников. Средне- и мелкозернистые круги применяют: для получения величины параметра шероховатости Ra = 0,4-0,08 мкм, при обработке закаленных сталей и твердых сплавов, окончательном шлифовании, заточке и доводке инструментов. Для соединения зерен - применяют связки: органические и неорганические. К органическим относятся: вулканитовая (В), бакелитовая (Б), грифталевая (ГФ), эпоксидная, поливинилформалиновая. Неорганические связки: керамическая (К); магнезиевая (М) силикатная (С). Абразивный материал имеет следующие условные обозначения: Э - электрокорунд нормальный; ЭК - электрокорунд белый; К4 - карбид кремния черный; КЗ - карбид кремния зеленый. Твердость абразивного материала характеризуется по минералогической шкале: Ml, М2, МЗ - мягкий; СМ, СМ1, СМ2 - среднемягкий; С, С1, С2 - средний; СТ, СТ1, СТ2, СТЗ - среднетвердый; Т, Т1, Т2 - твердый; ВТ1, ВТ2 - весьма твердый; ЧТ1, ЧТ2 - чрезвычайно твердый. Цифры, следующие за буквой, характеризуют возрастание твердости. Зерна имеют разную абразивную способность, т. е. возможность разрушать обрабатываемый материал (снимать мелкую стружку), которая оценивается отношением массы снятого материала к массе израсходованного шлифовального материала.
При всех видах правки кругов (без снятия со станка) снимают слой 0,05-0,8 мм, при автоматической правке снимается примерно 0,02 мм. Максимально допустимая толщина снимаемого слоя при правке не должна превышать 0,3 мм. Правка: алмазами в оправах, алмазными карандашами и пластинами, кругами (из карбида кремния), роликами (алмазными, твердосплавными) или звездочками (чугунными, стальными). Пластинки покрыты тонким слоем (от 0,5 до 2 мм) алмазной крошки. Виды шлифования с продольной подачей, врезное, глубокое и комбинированное. При шлифовании с продольной подачей заготовка на круглошлифовальном станке при каждом обороте перемещается на величину, примерно равную половине ширины круга. В конце хода или за один двойной ход круг подается на величину поперечной подачи. Врезное шлифование (с поперечной подачей) характеризуется увеличением толщины среза одним абразивным зерном, при этом не него увеличивается нагрузка, вызывающая самозатачивание, повышается износ круга, возрастают сила и мощность резания. Этот способ позволяет повысить производительность обработки цилиндрических конических и фасонных поверхностей вращения. При глубинном шлифовании абразивный круг с заборной конической частью устанавливается на всю заданную глубину шлифования. Метод применяют для обработки заготовок по целому, например, для прорезания канавок. Увеличение глубины резания осуществляется за счет замедления круговой скорости инструмента или продольной подачи. Глубинное шлифование целесообразно при обработке незакаленных заготовок повышенной жесткости и с большим колебанием припуска. Оно может быть выполнено с поперечной или продольной подачей. Повысить производительность шлифования можно с помощью скоростного и обдирочного шлифования. Различают скоростное шлифование (Vкр =35-60 м/с) и высокоскоростное (Vкp > 60 м/с). Комбинированное (интегральное, совмещенное) шлифование предусматривает совмещение скоростного и силового или скоростного и глубинного шлифования. Точность обработки IT6-IТ7 при шероховатости Ra ≈ 0,02-0,08 мкм. Метод упрочняющего шлифования. Шлифование валов осуществляется в два прохода (черновой и чистовой). На второй проход оставляется припуск 0,05-0,20 мм на диаметр. На первом проходе (благодаря увеличению глубины резания и скорости шлифовального круга) плотность теплового потока увеличивается, а резкое охлаждение заготовки потоком СОЖ вызывает упрочнение поверхностного слоя. На втором проходе производится незначительный съем металла на спокойных режимах с выхаживанием. Для второго прохода припуск - не более 0,2 мм. Глубина резания t, мм, (поперечная подача):
где D3 - диаметр заготовки; D - диаметр обработанной поверхности. Подача S обычно задается в долях от высоты круга. Скорость вращения шлифовального круга, м/с, определяется по формуле
где DK -диаметр шлифовального круга, мм; п- частота вращения шлифовального круга, мин-1. Деталь вращается вокруг своей оси со скоростью,
d3- диаметр заготовки, мм; n3 -частота вращения заготовки, мин-1. Скорость шлифования обычно не превышает 50 м/с. При скоростях до 60-80 м/с увеличивают и скорость вращения заготовки. Круги изготавливают на металлических или керамических связках. Ожоги появляются при температуре около 300 °С.
При обработке наружных поверхностей с продольной подачей основное время
где L з - длина обрабатываемой заготовки; l вр.л — длина врезания (с левой стороны шлифовального круга); lП.П- длина перебега (с правой стороны круга); Н- высота шлифовального круга; Zo -общий припуск на шлифование; l в- число ходов выхаживания; Snon- поперечная подача; Snpод- продольная подача. При врезном шлифовании основное время
l уск-путь резания с ускоренной подачей (0,3Lp); Syск- ускоренная подача (2,5S); LРi- путь резания; SПОПi -поперечная подача (i -этап цикла). При обработке на бесцентрово-шлифовальном станке с продольной подачей (на проход) основное время
где Lp-длина обрабатываемой заготовки (длина резания); 0,95-коэффициент проскальзывания; Sпрод- продольная подача. На шлифовальных станках с ЧПУ можно проводить одновременную обработку наружных и внутренних поверхностей.
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 312; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.211.190 (0.007 с.) |


 м/мин,
м/мин,