
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство и работа основной машиныСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Машина СМ-943 состоит из следующих основных частей: 1. форматного стана; 2. ванны сетчатых цилиндров в сборе; 3. фильцевая рама в сборе; 4. вакуум-коробка; 5. натяжное устройство сукна; 6. дополнительный пресс-вал; 7. основной пресс-вал; 8. форматный барабан; 9. срезчик наката (гребенчатый нож); 10. толщиномер. Форматный стан машины имеет станину, состоящую из двух боковин соединенных тремя шпильками. Боковины жестко фиксируются на ж/б фундаменте с помощью анкерных болтов. На боковины устанавливается форматный барабан. Ванна сетчатого цилиндра листоформовочной машины СМ – 943 имеет сварной корпус с литыми чугунными боковинами. Внизу корпуса установлены два клапана, прижимаемые к сёдлам грузами, для слива а/ц массы из ванны при длительных остановках машины. Фильцевая рама имеет продольные балки соединенные поперечинами коробчатого сечения, на которых крепятся три гауч – вала, обводной вал, два водозадерживающих ролика и трубовалики. Режущее устройство, применяемое для разгонки навитого на форматный барабан а/ц наката, устанавливается перед форматным станом листоформовочной машины СМ – 943, на раме транспортёра, принимающего накат с форматного барабана. Привод машины состоит из: 1. Электродвигателя 2. Клиноременной передачи 3. Редуктора 4. Карданного вала Привод сукнобойки состоит из: 1. Электродвигателя 2. Клиноременной передачи 3. Редуктора 4. Муфты Асбестоцементная масса из ковшей мешалки непрерывно поступает в ванну, где перемешивается мешалками. В ванне находится полый цилиндр, обтянутый двумя латунными сетками: с крупными ячейками – первым слоем, с мелкими ячейками – вторым слоем поверх первого. Асбестоцементная масса должна поступать в ванну в таком количестве, чтобы сетчатый цилиндр был погружен в неё на ¾ своего диаметра. Вода, содержащаяся в асбестоцементной массе, проходит во внутреннюю полость цилиндра через сетки и сливается через его торцы, примыкающие к стенкам ванны. Так как скорость истечения воды из цилиндра значительно выше скорости заполняющего его водой через сетки, уровень массы в ванне выше уровня воды внутри цилиндра. Возникающие вследствие этого гидростатическое давление на наружной поверхности цилиндра обеспечивает фильтрацию асбестоцементной массы на сетке. Частицы асбестоцемента при фильтрации воды задерживаются верхней сеткой цилиндра и образуют на ней первичный асбестоцементный слой – пленку. Сверху сетчатого цилиндра перемещается бесконечное сукно, приводимое в движение опорным валом. Сукно прижимается к верхней сетке цилиндра гауч – валов и приводит во вращение цилиндр и отжимной вал. Первичный асбестоцементный слой, образованный на сетке цилиндра, непрерывно снимается прижатой к нему ворсистой поверхностью сукна в виде тонкой бесконечной пленке на цилиндре. Пленка содержит до 70% воды. Гауч – вал прижимает сукно к сетке сетчатого цилиндра, уплотняет пленку и обезвоживает её, давая содержание в ней воды до 50 – 55%. Для дополнительного обезвоживания асбестоцементной пленки установлена вакуум-коробка, к открытому верху которой и прижимается сукно. Из вакуум – коробки непрерывно отсасывается воздухи в ней создается разряжения. Под влиянием разности давления наружный воздух проходит через движущееся сукно и расположенную на ней асбестоцементную пленку, производится ее уплотнение и снижается влагосодержание до 42 – 45 %. После вакуум – коробки сукно движется к форматному барабану. Здесь пленка дополнительно прессуется и переходит с сукна на поверхность форматного барабана, имея влажность 22 – 30%. На форматном барабане происходит накатывание асбестоцементной пленки до получения слоя заданной толщины. Этот слой разрезают по образующей – форматного барабана и снимают в виде асбестоцементной ленты длиной, равной длине окружности барабана и шириной, равной ширине сетки сетчатого цилиндра. После передачи на форматный барабан первичной асбестоцементной пленки сукно очищается от частиц асбестоцемента сукнобойкой и промывается водой из сплинклерных трубок. Очищенное и промытое сукно отжимается и поступает к сетчатому цилиндру для очередного снятия с него первичной асбестоцементной пленки. 3.2 Виды ТО и Р для машины, их содержание Для машины ЛФМ СМ-942 применяют следующие виды технических осмотров: а) первое техническое обслуживание б) второе техническое обслуживание в) третье техническое обслуживание
Ремонты: а) первый текущий ремонт б) второй текущий ремонт в) капитальный ремонт
Первое техническое обслуживание При первом техническом осмотре необходимо убедиться в полной исправности всех частей машины, проверить наличие массы в гидросистеме и глицерина в камере пружинно-гидравлических устройств, прижима гауч-валов и их герметичности, убедиться в исправности смазочных устройств и наличии в них смазки; проверить состояние поверхностей пресс-вала и форматного барабана. Плотность их прилегания к сукну, натяжение сукна, исправность перил, лестниц, мостиков, ограждений.
Второе техническое обслуживание При втором техническом осмотре необходимо проверить правильность установки сетчатых цилиндров, форматного барабана по отношению к продольной оси машины и взаимную параллельность; исправность аппаратуры регулирования и контроля напорных и реверсивных золотников, дросселей. Предохранительных и редукционных клапанов, исправность следящей системы. Третье техническое обслуживание При третьем техническом осмотре проводятся все работы, предусмотренные при первом и втором текущих осмотрах, и при необходимости производиться замена неисправных узлов и агрегатов, осмотр и замена спринклеров и их запорных устройств, проверка и чистка вакуум-коробок. Проверить крепление фильцевой рамы, состояние и исправность срезчика наката и толщиномера. Первый текущий ремонт При первом текущем ремонте, если необходимо, производиться смена золотников регулировочной аппаратуры гидросистемы, ремонт гидронасоса, смена сальниковых уплотнений гидроцилиндров, масла в гидросистеме, частичный ремонт и смена жидкости в пружинно-гидравлических устройствах для прижима отжимных валов, устранение течи в емкости для масла. Замена или ремонт соединительных муфт, пальцев и втулок муфт, мешалок ванн, регулировка срезчика наката, вакуум коробок Второй текущий ремонт При втором текущем ремонте, если необходимо, производиться частичная замена трубопроводов, гидросистемы, ремонт или смена компенсаторов, ремонт следящей системы, гидроцилиндров прессовой части. Замена подшипников, защитных втулок валов мешалок, ремонт или замена сплинклеров, отжимных валов Капитальный ремонт При капитальном ремонте, если необходимо, производиться смена трубопроводов гидросистемы, ремонт или смена насоса гидросистемы, контрольно регулировочной аппаратуры, обратных клапанов и реверсивных золотников, гидроцилиндров прессовой части и следящей системы, компенсаторов, следящих роликов и троса в следящей системе, пружинно-гидравлических устройств для прижима отжимных валов.. Правильность установки сетчатых цилиндров, форматного барабана по отношению к продольной оси машины и взаимную параллельность Проверить крепление фильцевой рамы, состояние и исправность срезчика наката и толщиномера. Плотность их прилегания к сукну, натяжение сукна, исправность перил, лестниц, мостиков, ограждений. Замена или ремонт соединительных муфт, пальцев и втулок муфт, мешалок ванн, регулировка срезчика наката, вакуум коробок. Замена подшипников, защитных втулок валов мешалок, ремонт или замена сплинклеров, отжимных валов
3.3 Выбор метода организации ремонта машины СМ-942 Для восстановления работоспособности оборудования, утраченной в процессе эксплуатации, для сокращения продолжительности ремонта оборудования и повышения его качества необходимо широко внедрять индустриальные методы проведения ремонтов, которые заключаются в выполнении работ по капитальному ремонту оборудования по частям, во время плановых остановок его на текущие ремонты с максимальным приближением процессов ремонта к процессу монтажа нового оборудования. К индустриальным методам ремонта оборудования следует относить: агрегатный; узловой; машиносменный. Агрегатный метод ремонта- обезличенный метод ремонта, при котором неисправленные агрегаты заменяются новыми или заранее отремонтированными, что позволяет значительно сократить нормативную годовую продолжительность всех ремонтов. Для получения необходимого результата, при агрегатном методе ремонта следует произвести технически обоснованное расчленение всего комплекса ремонтных работ, подлежащих выполнению при капитальном ремонте данной машины, на такие его части, выполнение каждой из которых обеспечивает устранение дефектов и приведение в исправное состояние определённого механизма или нескольких механизмов за срок текущего ремонта. Агрегатный метод ремонта улучшает продолжительность одновременного непрерывного простоя машины в ремонте, позволяет выполнять работы по ремонту оборудования меньшим количеством ремонтного персонала с максимальной загрузкой грузоподъёмных механизмов. Узловой метод ремонта- метод, предусматривающий замену изношенных сборочных единиц новыми или заранее отремонтированными, т.е относятся к обезличенному методу ремонта. Использование заранее подготовленных сборочных единиц (ремонтных узлов), позволяют во многих случаях сократить простой оборудования, связанные с выполнением с выполнением ремонтных работ. Узловой метод ремонта, кроме сокращения продолжительности ремонта, имеет и другие преимущества: а) выполнение операций по восстановлению деталей и ремонту отдельных механизмов не вызывает простоя оборудования; б) создаются условия рационального разделения труда между исполнителями ремонтных работ, т. е для их специализации; в) обеспечивается постоянством рабочих мест ремонтников и наиболее удобное их размещение; г) обеспечивается постоянная и наиболее полная загрузка оборудования ремонтно-механического цеха; д) повышается качество ремонтных работ и снижается их себестоимость. Машиносменный метод применяется для капитального ремонта оборудования, при котором подлежащее ремонту оборудование заменяется на заранее отремонтированное или новое. Для внедрения агрегатного, узлового и машиносменного методов на предприятиях должен быть создан оборотный фонд запасных агрегатов и узлов машин путём изготовления и приобретения новых, а также восстановление изношенных. Экономически выгодно сочетать агрегатный метод ремонта с узловым. Ремонт этими методами позволяет резко сократить время ремонта, а также повысить качество ремонта, так как узлы и агрегаты заранее готовятся, производится их подгонка и наладка. Использование узлового и агрегатного методов позволяет сократить время простоя машины в ремонте на 50 - 60%. Для жизнеобеспечения этого метода на заводах создается обменный фонд запчастей, который регламентируется нормативами СТО и Р, эти нормативы определяют неснижаемый запас запчастей.
|
||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 1225; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.33 (0.012 с.) |

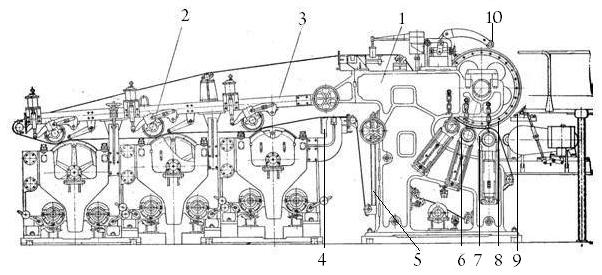 Рисунок 1 - Листоформовочная машина СМ - 943
Рисунок 1 - Листоформовочная машина СМ - 943


