
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Количесво баз, необходимых для базированияСодержание книги
Поиск на нашем сайте
При обработке заготовок на станках и их установке в приспособлениях во многигих случаях нет необходимости в полной ориентировке заготовок с использованием всего комплекта из трех баз, контактирующих с шестью опорными точками приспособления или станка. Так, например, при обработке плоскости призматической заготовки ориентировка заготовки на станке в направлении горизонтальных осей координат для получения требуемого размера, не имеет значения, поэтому боковые поверхности заготовки теряют значение баз. При обработке цилиндрических заготовок для их базирования во многих случаях тоже нет необходимости в использовании комплекта всех трех баз. Например, при сквозном сверлении и растачивании заготовки, закрепленной в патроне, используется только одна двойная направляющая база, находящаяся в контакте с четырьмя опорными точками. При растачивании ступенчатого отверстия, когда выдерживается линейный размер а, необходимо использовать две базы: двойную направляющую и опорную. При установке валиков в центрах они базируются по коротким крутым конусам центровых отверстий с помощью пяти опорных точек и лишаются пяти степеней свободы. При этом у валиков сохраняется шестая степень свободы - возможность вращения вокруг собственной оси, необходимая для обработки. При этом используемый в подобных случаях хомутик отнюдь не является шестой опорной точкой, так как он не участвует в базировании заготовки и не ориентирует ее положение, а служит только для передачи заготовке вращения. При проектировании технологических операций на операционном эскизе изображается так называемая «теоретическая схема базирования». Теоретическая схема базирования представляет собой схему расположения на технологических базах заготовки идеальных опорных точек и условных точек, символизирующих позиционные связи заготовки с принятой системой координат. При этом на контурных линиях поверхностей заготовок, принятых в качестве технологических баз, проставляются условные обозначения идеальных точек контакта заготовок и приспособлений, которые:ишают заготовку соответствующего числа степеней свободы. Условные обозначения опор, зажимов и установочных устройств приведены в ГОСТ 3.1107-81.
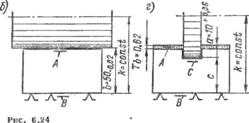
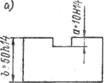
Расчет погрешностей базирования на примерах различных установок деталей: Набольшая точность достигается, когда весь процесс обработки ведется от одной базы с одной установки, т.к. ввиду возможных смещений при каждой новой установке вносится ошибка во взаимное расположение осей, поверхностей. Так как в большинстве случаев невозможно полностью обработать деталь на одном станке и приходится вести обработку на других станках, то в целях достижения наибольшей точности необходимо все дальнейшие установки детали на данном или другом станке производить по возможности на одной и той же базе. ПРИНЦИП СОВМЕЩЕНИЯ (ЕДИНСТВА) БАЗ При назначении технологических баз для точной обработки заготовки в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий. При совмещении технологических, конструкторских и измерительных баз обработка заготовки осуществляется по размерам, проставленным в рабочем чертеже, с использованием всего поля допуска на размер, предусмотренного конструктором. Если технологическая база не совпадает с конструкторской или измерительной базой, технолог вынужден производить замену размеров, проставленных в рабочих чертежах от конструкторских и измерительных баз более удобными для обработки технологическими размерами, проставленными непосредственно от технологических баз. При этом происходит удлинение соответствующих размерных цепей заготовки и поля допусков на исходные размеры, проставленные от конструкторских баз, распределяются между вновь введенными промежуточными размерами, связывающими технологические базы с конструкторскими базами и с обрабатываемыми поверхностями. В конечном счете это приводит к ужесточению допусков на размеры, выдерживаемые при обработке заготовок, к удорожанию процесса обработки и понижению его производительности. Сказанное можно проиллюстрировать следующим примером. При обработке паза на глубину 10H14 (рис. 6.24, а) для упрощения конструкции приспособления удобно установить заготовку на нижнюю поверхность В (рис. 6.24, г). Так как дно паза С связано размером 10+0'36 с верхней плоскостью А, эта плоскость является для паза конструкторской и измерительной базами. В этом случае технологическая база — поверхность В не совпадает с конструкторской и измерительной базами и не связана с ними ни размером, ни условием правильного взаимного расположения.
Поскольку при работе на настроенном станке расстояние от оси фрезы до плоскости стола сохраняется неизменным (к = сопз1), а следовательно, постоянен и размер с, отсутствующий на чертеже, то размер глубины паза а = Ю^'56 мм не может быть выдержан, так как на его колебание непосредственно влияет погрешность размера Ь - — 50-о,62 мм, выдерживаемого на предыдущей операции (рис. 6.24, б). Очевидно, что на операционном эскизе фрезерования паза в этом случае следует поставить технологический размер с, точность которого не зависит от предыдущей операции, а конструкторский размер а = Ю+0’36 мм целесообразно с эскиза снять. Расчет технологического размера с, а также нового технологического допуска размера Ь можно произвести, исходя из размерной цепи, приведенной на рис. 6.24, в. Из рисунка видно, что с = Ь—а = = 50 — 10 = 40 мм.
Фрезерование паза от опорной технологической базы В, ие совпадающей с конструкторской Допуск размера с определяется из той же размерной цепи, в которой исходным размером является конструкторский размер а = = 10+0,зс, так как весь расчет производится на основании предпосылки, что размер а должен быть автоматически получен в пределах заданного конструктором допуска при выполнении составляющих размеров цепи 6 и с в пределах установленных для них допусков. В соответствии с формулой (5.3) Та = Тb + Тс, откуда Тс — Та — Тb. Подставляя соответствующие значения, получаем Тс = 0,36-0,62. Так как допуск — величина существенно положительная и отрицательной быть не может, полученное уравнение не может быть решено без увеличения уменьшаемого или без уменьшения вычитаемого. Окончательно размер b назначается с допуском, равным ближайшему стандартному с сохранением установленного чертежом минусового отклонения поля допуска от номинала, т. е. Ь = 50_о 16 = = 50h11. Тогда расчетный допуск технологического размера
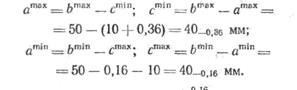
Предельный значения технологического размера с определяются из той же размерной цепи на рис. 6.24, в, т. е. а = Ь — с:
Расчетная величина размера с = 40-о!зв мм. Окончательно принимается ближайшее стандартное значение этого размера с — = 401о;'«мм, соответствующее значению 40b11. Предельные значения проставленного технологического размера с находятся в границах расчетных размеров. Проверочный расчет на максимум и минимум (aтах = = 50 — (40 — 0,33) = 10+0-33; amin = 50 — 0,16 — (40 — 0,17) = = 10+0’01) показывает, что предельные значения исходного конструкторского размера а находятся в границах предельных размеров, установленных чертежом, и пересчет размеров сделан правильно, В случаях, когда стандартный размер, ближайший к расчетному технологическому размеру с, значительно отличается по величине своего поля допуска от расчетного, окончательно может быть принят расчетный размер с. На основании проведенного расчета в операционных эскизах заготовки вместо чертежных размеров 10H14 и 50h14 должны быть проставлены новые размеры b = 50h11 и с = 40b11. Таким образом, в связи с несовпадением технологической и конструкторской (измерительной) баз рабочему фактически приходится выдерживать заметно более жесткие допуски по сравнению с допусками, установленными конструктором. В рассмотренном случае вместо допусков по h14, установленных чертежом, должны быть выдержаны допуски по h11 и b 1.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу. Если по характеру обработки это невозможно, то в качестве новой базы надо выбирать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в собранной машине; если при этом базовая поверхность не является измерительной, производят проверочный расчет допуск на выдерживаемый размер и в случае необходимости – перерасчет допусков на размеры базовых поверхностей, т.е. прибегают к более жестким технологическим допускам на размеры этих поверхностей. Для выяснения вопроса о влиянии постоянства баз на погрешность базирования рассмотрим два варианта обработки корпусной детали с установкой на плоскость. Опорная установочная база (плоскость 1) является конструктивной (измерительной). Погрешность базирования в этом случае равна нулю и не входит в суммарную погрешность получаемого при фрезеровании размера 300,15 мм т.е. Е=0. На этом рисунке та же установочная база – вспомогательная, а конструкторской является плоскость 3. Конструктивная база при обработке партии деталей может колебаться относительно лезвий фрезы в пределах допуска 0,28 мм на базисный размер 50 мм, полученный на предыдущей операции. Допуск на базисный размер и будет погрешностью базирования Т = 0,28 мм. Эта погрешность входит в суммарную погрешность получаемого при данной установке размера 200,15 мм, но на погрешность настройки и обработки остается всего лишь 0,3 – 0,28 = 0,02 мм, что явно недостаточно. Чтобы решить задачу, необходимо исключить погрешность базирования или произвести перерасчет допусков. Новый допуск на размер 50 мм можно определить:
где - суммарная погрешность (без учета погрешности базирования), определяемая для размера 20 мм по таблицам средней экономической точности. Так, например, при =0,1 мм
Новый допуск указывается технологом на операционном эскизе: 200,15; 500,1 мм. При установке вала на плоскость для фрезерования поверочной паза: на рис. а конструктивной базой является верхняя образующая вала; на рис. б – нижняя образующая; на рис. в – ось вала. Для размеров h1 и h2 неизбежны погрешности базирования, значения которых зависят от допуска ТD на диметр устанавливаемых валов D.
|
||||||||
|
|
Последнее изменение этой страницы: 2016-06-28; просмотров: 333; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.54.190 (0.009 с.) |



 ,
, .
.


