
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Принципиальная схема работы червячной литьевой машиныСодержание книги
Поиск на нашем сайте
с совмещенной пластикацией и инжекцией
Назначение: применяются машины с червячным плунжером для повышения пластикационной производительности нагревательного цилиндра литьевой машины. При этом перерабатываются такие материалы: найлон, поликарбонаты, переработка которых недоступна на машинах плунжерного типа. Увеличение поверхности нагрева за счет цилиндров большего размера; установка торпед не дала результатов, т.к. возникали повышенные сопротивления в цилиндре. Современные червячные литьевые машины подразделяются на одно – и двучервячные, при этом червяки используются как инжекционные плунжеры. Применяют в основном одночервячные машины с совмещенной системой пластикации (т.е. совмещена система пластикации и инжекции материала). При этом производится впрыск материала червяком подобно поршню.
Червяк 2, гидромотор 3, редуктор 4, поршень 5 со штоком 6 продвигаются вперед под давлением масла, подаваемого в гидроцилиндр 7; б) – положение машины в момент охлаждения изделия в форме В этот период происходит пластикация очередной порции материала. Червяки 2, вращаясь, перемешивают и нагнетают материал в инжекционную камеру. Вращающиеся червяки, редуктор, гидромотор и поршень со штоком отходят назад, в исходное положение, под действием возрастающего давления материала в инжекционной камере. В конце хода при замыкании контактов 8 и 9 червяки перестают вращаться В) – положение машины в момент раскрытия формы и удаление отпрессованного изделия.
Горизонтальная ротационная литьевая машина червячного типа Карусельного типа (ротационные)
Одним из основных недостатков литья термопластов под давлением: 1 - большие размеры и вес литьевой машины; 2 – массивный механизм смыкания (из-за больших усилий смыкания); 3 – резкое возрастание сопротивление течению материала. 4 - необходимость увеличения усилия смыкания формы во избежание ее раскрытия. Достоинства ротационных машин: 1 - более рациональной нагревательной и охлаждающей системами, т.к. продолжительности цикла для одной формы вполне достаточно для ее нагрева и последующего охлаждения. 2 – простая конструкция механизмов смыкания формы и инжекции, а также уменьшить габариты и вес литьевой машины. Однако необходимо учитывать, что производительность и экономические показатели ротационных машин значительно возрастают только при крупносерийном и массовом формовании изделий, т.к. стоимость форм очень большая.
Устройство: 1 – станина, 2 – обогревательный цилиндр, 3 – червяк, 4 – редуктор, 5,15 – поршень, 6,16,20 – гидроцилиндр, 7 – ось, 8 – револьверная головка, 9 – храповый механизм, 10 – левые полуформы, 11 – шток, 12 – гидроцилиндры, 13 – правые полуформы, 14 – диск, 17 – насос, 18 – маслобак, 19 – бункер, 20 – электронагреватели, 21 – игла. Работа Механизм впрыска – это обогревательный цилиндр 2 с червяком 3. Вращение червяка осуществляет редуктор 4, а поступательное движение - поршень 5 цилиндра 6. Материал, поступающий из бункера 19, захватывается червяком, расплавляется при помощи электронагревателей 20, пластицируется и транспортируется в конусную часть инжекционного цилиндра. Одновременно механизм запирания формы с помощью гидроцилиндра 16 перемещается к механизму впрыска. Затем происходит инжекция расплава в форму и выдержка материала под давлением, после чего механизм смыкания форм отходит в первоначальное положение под действием возвратных пружин. Далее происходит поворот револьверной головки в следующую позицию и удаление литника иглой 21. Далее происходит раскрытие формы, свинчивание изделий в случае получения резьбовых деталей и сбрасывание в тару. Охлаждаются формы водой. Эта машина предназначена для литья изделий из пластицированного поливинилхлорида. 9 Механизм смыкания форм:
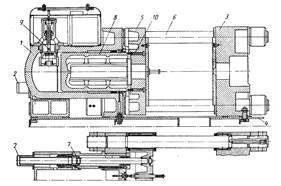
Состоит из: 1 - гидравлического цилиндра высокого давления, 2 – гидроцилиндров низкого давления, 3 – неподвижной плиты, 4 – станины, 5 – подвижной плиты, 6 – колонны. 7 – поршень 8 – плунжер 9 – тарельчатый клапан
Работа: Закрытие форм производится в два этапа: сначала поршнем 7 гидроцилиндра 2 ускоренного запирания форм, а затем плунжером 8 гидроцилиндра 1, рабочая жидкость в который поступает через тарельчатый клапан 9. Окончательное запирание форм производится плунжером 8, соединенным с подвижной плитой винтами 10.
10 Типы наконечника червяка, их назначение
Червяк с наконечником типа А: – рекомендуется применять при высоком давлении впрыска, при переработке материала с высокой вязкостью расплава (жесткий ПВХ). Наконечник имеет форму конуса, на поверхности которого нарезан винтовой канал, являющийся продолжением винтового канала червяка. . Червяк с наконечником типа Б:
. Червяк с наконечником типа В:
|
||||
|
|
Последнее изменение этой страницы: 2016-06-28; просмотров: 566; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.134.195 (0.006 с.) |

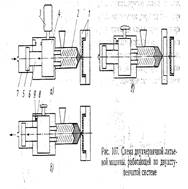 а) – положение машины в момент впрыска материала в форму 1.
а) – положение машины в момент впрыска материала в форму 1.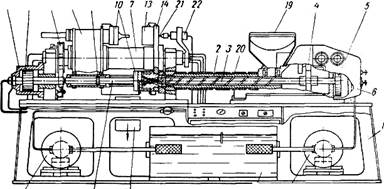
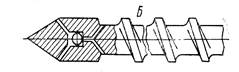 - рекомендуется применять для материалов, обладающих хорошей текучестью, но требующих высокого давления впрыска при изготовлении отливок сложной конфигурации. Этот наконечник снабжен обратным клапаном, предотвращающем обратное течение расплава в момент впрыска, и играет роль литьевого поршня.
- рекомендуется применять для материалов, обладающих хорошей текучестью, но требующих высокого давления впрыска при изготовлении отливок сложной конфигурации. Этот наконечник снабжен обратным клапаном, предотвращающем обратное течение расплава в момент впрыска, и играет роль литьевого поршня. - применяют, когда необходимо получить при низком давлении большой объем впрыска. Конструкция такого наконечника аналогична конструкции предыдущего. Диаметр этого наконечника больше наружного диаметра червяка
- применяют, когда необходимо получить при низком давлении большой объем впрыска. Конструкция такого наконечника аналогична конструкции предыдущего. Диаметр этого наконечника больше наружного диаметра червяка


