Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
И технологии изделий из кожиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ УО «Витебский государственный технологический университет» Кафедра конструирования И технологии изделий из кожи Курсовой проект по дисциплине «Технология обуви» ТЕМА: «Проект цеха по производству дошкольных туфель клеевого метода крепления» Исполнитель: ст. гр. 5 ОТ-52 Ануфриева О.М. Руководитель: доц. Потапова К.Ф. Витебск 2006 Содержание Стр.
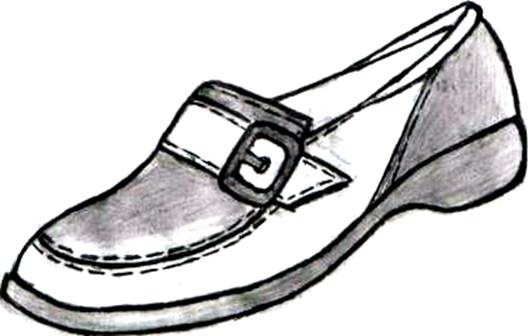
Введение В настоящее время перед обувной промышленностью стоит целый ряд задач, пути, решения которых не так просты, как может показаться на первый взгляд. Одна из насущных задач – разработка конкурентно способной продукции. Причём конструктивное решение должно быть не только творческим и технологичным, но и должно обладать патентоспособной новизной или ноу-хау. Но даже при таком положении вещей существует парадокс, когда большое количество новинок порождает быстрое старение технических решений и приводит к необходимости генерации всё новых идей, которые часто начинают повторять друг друга. В основных направлениях экономического и социального развития Республики Беларусь указано, что коренной вопрос экономической стратегии – кардинальное ускорение научно-технического процесса. Важной задачей является полное удовлетворение возрастающего спроса населения на высококачественный и разнообразный товар. Научно-технический процесс в значительной степени изменил характер обувного производства: созданы малые производственные объединения, оснащенные принципиально новыми техническими и автоматическими средствами выполнения операций. В настоящее время технологический процесс усложняется, а скорость выполнения операций увеличивается. Сейчас наряду с технологиями, процессами, операциями, традиционно применяемыми в обувном производстве, используется оборудование автоматического и полуавтоматического действия, что повышает качество обуви. Применение нового оборудования и прогрессивных технологий обуславливает использование более совершенных форм организации и управления производством. Техническое описание обуви Согласно заданию в данном курсовом проекте разрабатываются туфли дошкольные клеевого метода крепления на формованной подошве из ТЭП по ГОСТ 26165-2003 «Обувь детская». Эскиз модели представлен на рисунке 1.1. Туфли имеют верх из натуральной кожи на подошве из ТЭП. Овальная вставка и задинка из полукожника тёмно-коричневого цвета, остальные наружные детали из полукожника бежевого цвета. Овальная вставка настрачивается на обсоюзку двухрядным настрочным швом, задинка настрачивается на обсоюзку однорядным настрочным швом. Для повышения комфортности при носке предусмотрен мягкий кант. Туфли имеют чересподъёмный ремень с пряжкой. Видимые края деталей обработаны в обжиг и окрашиваются. Способ формования обтяжно – затяжной.
Таблица 1.1-Паспорт модели
Рисунок 1.1- Эскиз модели туфель дошкольных
2 Расчет размерно-полнотного ассортимента обуви Крупные обувные фабрики обычно производят обувь одного и того же артикула для нескольких районов, которые могут иметь разные торговые ассортименты. Поэтому производственный размерный ассортимент фабрики складывается из всех торговых ассортиментов, по которым комплектуется обувь для определенных районов, с учетом удельного значения количества обуви, предназначенной для каждого из них. В соответствии с приказом № 299 от 09.08.82 г. принимает следующий размерный ассортимент дошкольных туфель для района сбыта Беларусь. Данные вносим в таблицу 2.1 Таблица 2.1 – Торговый размерный ассортимент дошкольных туфель выпускаемых для Беларуси
Производим расчет производственного размерного ассортимента дошкольных туфель и данные вносим в таблицу 2.2
Производим расчет производственного ассортимента дошкольных туфель для потока. Приняв размер передаточной партии 102 пары, определяем сколько запусков по 102 пары необходимо сделать в течение смены в данном цехе. Расчет делаем по следующей формуле:
где КЗ – количество запусков в смену; КПС – количество пар в смену; РПП – размер передаточной партии.
При этом остаток составляет 32 пары, которые комплектуются в одиннадцатом корректирующем запуске. Производственную партию необходимо скомплектовать в том размерном ассортименте, который установлен в целом для цеха. Чтобы определить, какое число пар каждого размера должно войти в производственный размерный ассортимент, необходимо общее число пар обуви каждого размера разделить на количество запусков (9 запусков). Получаем ассортимент, в котором обувь скомплектована в производственной партии и в корректирующем запуске. Данные вносим в таблицу 2.3 Таблица 2.3 – Ассортимент дошкольных туфель скомплектованных в производственной партии и корректирующем запуске
Подкладка При выборе материала подкладки мы должны предъявлять жесткие требования, как и при подборе материала верха обуви. Известно, что подкладка в обуви соединена с верхом, они работают как единая система. Желательно, чтоб материал подкладки обладал тем же комплексом механических свойств, как и материал верха. В нашем случае в качестве материала верха мы выбрали натуральную кожу, которая обладает большой тягучестью по сравнению с другими материалами, поэтому материал подкладки должен обладать малой тягучестью, чтоб снять с верха часть избыточного растягивающего усилия. Материал подкладки меньше подвержен влиянию факторов окружающей среды, так как непосредственно контактирует со стопой. Детали подкладки изнашиваются от трения особенно сильно в пятке, поэтому в пяточной части подкладка делается из натуральной кожи, которая обладает большим сопротивлением истиранию. Согласно ГОСТ 26165-2003 нам предлагают следующие материалы: - кожи по ГОСТ 940-94, ГОСТ 1838-83; - ткани по ГОСТ 19116-80; - холстопрошивные обувные полотна с ГОСТ 13074-77; - байка по ГОСТ 7259-73;
Исходя из требуемого комплекса физико-механических свойств, выбираем в качестве материала подкладки под берцы, чересподъёмный ремень свиную кожу по ГОСТ 940-94, которая обладает хорошими гигиеническими свойствами и является сравнительно недорогим материалом. В качестве материала подкладки под союзку выбираем ткань обувную тик-саржа по ГОСТ 19196-93. Межподкладка Межподкладка служит для придания равномерной тягучести деталям верха, для повышения формоустойчивости готовой обуви. Вследствие этого материал межподкладки должен обладать высокой прочностью, невысокой тягучестью и плотностью. Поэтому в качестве материала межподкладки выбирают материал с меньшим удлинением по сравнению с материалом верха. Также материал межподкладки должен прочно соединяться с верхом. Нам рекомендуют следующие материалы по ГОСТ 26165-2003: - бумазея, бумазея-корд, бязь, миткаль, суровая саржа, тик-саржа по ГОСТ 19196-93; - нетканые материалы по нормативно-технической документации. Мы выбираем термобязь в качестве материала межподкладки. Этот материал имеет небольшое удлинение и высокую прочность. На одну из его сторон нанесено прерывистое термоклеевое покрытие, которое под действием высокой температуры размягчается и прочно соединяется с материалом верха обуви. Подносок Подносок является промежуточной деталью и служит для поддержания носочной части обуви. Он защищает стопу от механических повреждений. В детской обуви носочная часть разрушается в первую очередь, поэтому он должен надежно предохранять пальцы ребенка от травм о твердые предметы. Материал подноска должен быть упругим, т.е. восстанавливать форму после снятия нагрузки, должен хорошо формоваться, прочно соединяться с материалом подкладки и межподкладки. Материал подноска должен обладать минимальной толщиной, чтоб не искажать внешний вид носочной части обуви. Мы рассмотрим следующие материалы: – кожи по ГОСТ 1010-78, ГОСТ 1903-78, ГОСТ 461-78; – нитроискожа - Т по ГОСТ 7065-81; – эластичные и термопластичные материалы по нормативно-технической документации. Мы выбираем термопластичный материал по ТУ 17-21-29-22-77. Этот материал удовлетворяет выше перечисленным требованиям. Также он легко формуется под действием температуры. Задник Задник является ответственной деталью повреждение которой приводит обувь в негодное состояние. У задников, отвечающих предъявляемым к ним требованиям, форма сохраняется до полного износа обуви. Целесообразно делать задник из упругого материала, хорошо восстанавливающего форму, так как он подвержен оседанию под действием торцовых усилий. Также задники менее жесткие, чем кожаные. Материалы для задников должен легко формоваться, быть формоустойчивыми, упругими. Что касается гигиенических свойств задников, то к ним не предъявляют высоких требований, потому что стопа движется около задника и происходит достаточно большой обмен воздуха. Согласно ГОСТ 26165-2003 нам предлагают следующие материалы: – кожи по ГОСТ 461-78, ГОСТ 1010-78, ГОСТ 1903-78; – нитроискожа – Т обувная по ГОСТ 7065-81; – картон по ГОСТ 9542-89; – термопластичный материал по нормативно-технической документации. Исходя из того, что затяжка будет производиться на тексы, в качестве материала задника целесообразно применять картон по ГОСТ 9542-89. Картон представляет собой искусственный материал, состоящий из свойлаченных или склеенных коротких кожевенных, растительных и химических волокон. Картон для задников должен легко подвергаться формованию, должен обладать достаточной толщиной, упругостью, жесткостью. Учитывая вышеперечисленные требования, род и назначение обуви в качестве материала задника выбираем картон марки ЗДШ. Подошва Подошва является наружной деталью низа обуви. Она соприкасается с опорной поверхностью, т.е. контактирует с грунтом. В процессе носки подвергается большим нагрузкам, истирающим усилиям. На подошву воздействуют атмосферные факторы, такие как влага, температура, грязь. Основными требованиями к подошвенным материалам являются высокое сопротивление изгибу, истиранию, водопроницаемость, твердость, амортизационная способность и низкая масса. Гигиенические свойства могут быть невысокими, так как между стопой и подошвой находится несколько слоев различных материалов. Поэтому потовыделения от стопы в малой степени влияют на подошву. Нам предлагают следующие материалы по ГОСТ 26165-2003 «Обувь детская»: – кожи по ГОСТ 461-78, ГОСТ 1010-78, ГОСТ 1903-78; – резины по ГОСТ 10124-76, ГОСТ 12632-79; – поливинилхлорид, полиуретан, каучук, термопластичный эластомер, резиновая смесь, войлок, фетр по нормативно-технической документации. Подошвенные кожи нам не подходят, так как это дорогостоящий материал, обладает низкими физико-механическими свойствами. При носке кожаные подошвы интенсивно истираются и промокают. Сравним оставшиеся материалы по физико-механическим гигиеническим свойствам. Данные внесем в таблицу 3.3. Таблица 3.3 – Физико-механические и гигиенические свойства материалов
Как видно из таблицы 3.3 по всем перечисленным показателям в качестве материала подошвы нам подходит полиуретан. Он обладает высоким сопротивлением истиранию, эластичностью, стойкостью к действию повышенной влажности, температуры, агрессивных сред, но этот материал нам не подходит из-за дороговизны материала и дефицитности. Мы выбираем ТЭП. Этот материал превосходит по своим свойствам подошвы из пористой резины.
Таблица 3.4 – Стоимостные показатели материалов
Исходя из физико-механических показателей, и стоимости материалов, мы выбираем в качестве материала подошвы ТЭП.
Вкладная стелька Материалы для вкладной стельки должен быть стойкими к истиранию во влажных условиях, пластичными, обладающими хорошими гигиеническими свойствами, устойчивостью к истиранию и воздействию пота. Согласно ГОСТ 26165-2003 нам предлагают материалы: – натуральный мех по ГОСТ 4661-76; – искусственный мех; – холстопрошивные обувные полотна по ГОСТ 13074-77; – байка по ГОСТ 7295-73; – картон по ГОСТ 9542-75; - кожи по ГОСТ 940-94, ГОСТ 939-94, ГОСТ 1838-83. Вкладную стельку для данной модели будем изготавливать из материала кожаной подкладки – свиной кожи по ГОСТ 940-94, так как он недорогой и удовлетворяет всем вышеперечисленным требованиям.
Основная стелька Материалы для основных стелек должны быть стойкими к сжатию, многократному изгибу, истиранию во влажном состоянии, расслаиванию, хорошо поглощать влаговыделения стопы и легко отдавать их при сушке. Для обеспечения хорошего приформовывания к стопе материал стельки должен быть мягким и пластичным, не должен разрушаться при контакте с винтами, гвоздями, ниточными швами. Для выбора предлагаются следующие материалы: – кожи по ГОСТ 461-78, ГОСТ 1010-78, ГОСТ 1903-78: – картон по ГОСТ 9542-89; – стелечно-целлюлозный материал, стелечные искусственные материалы, войлок, драп, сукно по нормативно-технической документации. В качестве материала основной стельки мы выбираем кожкартон марки СЦМ-Р. Он удовлетворяет всем вышеперечисленным требованиям для данного вида обуви.
Простилка Согласно ГОСТ 26165-2003 «Обувь детская» рекомендует следующие материалы: – отходы кож, войлока, текстильных материалов, кожмехкартон, картон простилочный, резиновая и кожаная пыль в смеси с вяжущей массой. Мы выбираем в качестве материала простилки иглопрошивное полотно. Этот материал имеет наименьшую толщину, хорошую приформовываемость к стопе, кроме того, он самый дешевый. Расчет потребного количества материала для верха и низа сводим в таблицу 3.5.
Таблица 3.5 – Потребное количество материалов для верха и низа обуви
Таблица 8.2 – Технологический процесс сборки туфель дошкольных
Рисунок 8.1 – Схема сборки заготовки верха
Рисунок 8.2 – Схема сборки обуви
Таблица 9.1 – Потребность вспомогательных материалов
Расчет оптимальной мощности
Расчет оптимальной мощности производим только по сборочному участку. Мощность сборочного участка берем по мощности заготовочного. Исходные данные для расчета оптимальной мощности вносим в таблицу 10.1. В расчет оптимальной мощности не включаем операции выполняемые в автоматическом и полуавтоматическом режимах и операции организационного характера. Расчет осуществляем с применением ЭВМ. Таблица 10.1 – Исходные данные для расчета оптимальной мощности
Таблица 10.2 – Расчетные данные для определения оптимальной мощности
|
|
Последнее изменение этой страницы: 2016-06-23; просмотров: 615; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.195.30 (0.016 с.) |

 (2.1)
(2.1)