
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка технологического процесса блока цилиндров автомобиля камаз 65115Содержание книги
Поиск на нашем сайте
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА БЛОКА ЦИЛИНДРОВ АВТОМОБИЛЯ КАМАЗ 65115 Пояснительная записка к курсовому проекту КП.190604.4АМ5.001.ПЗ
Разработал ___________А.Л.Васильев
Руководитель ___________О.Б.Афанасьев
Содержание Введение…………………………………………………………………………5 1 Обоснование размера производственной партии деталей….……..……7 2 Характеристика автомобиля……………………………………………….8 3 Разработка технологического процесса восстановления детали..........10 3.1 Ремонтный чертеж детали…………………………………………………10 3.2 Характеристика детали и условия его работы……………………………11 3.3 Выбор способа восстановления детали…………………………………...12 3.4 Схема технологического процесса………………………………………...15 3.5 План технологических операций…………………………………………..18 4 Разработка операций по восстановлению деталей…………………...…22 4.1 Исходные данные…………………………………………………………...22 4.2 Содержание операций……………………………………………………....23 4.3 Расчет норм времени………………………………………………………..24 5 Комплект документов на восстановление………………………………..26 5.1 Маршрутная карта…………………………………………………………..26 6 Графическая часть…………………………………………………………..27 6.1 Расчет годовой трудоемкости работ на участке…………………………..27 6.2 Расчет количества производственных рабочих на участке………………27 6.3 Расчет количества основного оборудования на участке………...……….27 6.4 Расчет площади участка…………………...……………………………….27 7 Организация труда на производственном участке……………………..29 7.1 Охрана труда………………………………………………………………..33 Заключение…………………………………………………………………….35 Список литературы…………………………………………………………...36
Целью данного курсового проекта является разработка технологического процесса восстановления блока цилиндров двигателя автомобиля КамАЗ 65115 с применением наиболее прогрессивных форм и методов организации авторемонтного производства, что обеспечит повышение качества и снижение затрат при КР, улучшит условия труда на АРП. Также это повысит уровень заработной платы рабочих, что привлечет новые, опытные кадры. Автомобильный транспорт - одна из важнейших отраслей народного хозяйства, развивается как неотъемлемая часть единой транспортной системы. В современных условиях дальнейшее развитие экономики немыслимо без хорошо налаженного транспортного обеспечения. В условиях, когда наметилась тенденция к оживлению и восстановлению реального сектора экономики, автомобильный транспорт способствует нормализации положения в финансовой и кредитной сфере. От его чёткости и надёжности во многом зависят трудовой ритм предприятий промышленности, строительства и сельского хозяйства. Он обеспечивает наряду с другими видами транспорта рациональное производство и обращение продукции промышленности и сельского хозяйства, удовлетворяет потребности населения в перевозках. Уровень развития транспортной системы государства – один из важнейших признаков ее технологического прогресса и цивилизованности. Потребность в высокоразвитой транспортной системе еще более усиливается при интеграции в европейскую и мировую экономику. Транспортная система становится базисом для эффективного вхождения России в мировое сообщество и занятия в нем места, отвечающего уровню высокоразвитого государства. Нарастающая автомобилизация страны требует системных мер, направленных на ограничение ее негативных последствий для общества, при максимально возможной реализации ее преимуществ и выгод. Автомобильный транспорт России представляет собой наиболее массовый вид транспорта. На его долю приходится более половины объема пассажирских перевозок и три четверти грузовых перевозок. Основными причинами активного использования автотранспорта стали присущие ему гибкость доставки и высокая скорость междугородних перевозок. Кроме того, помощью автомобильного автотранспорта груз может доставляться «от дверей до дверей» без дополнительных затрат на перегрузку, а также с необходимой степенью срочности. Этот вид транспорта обеспечивает регулярность поставки. Здесь, по сравнению с другими видами транспортных средств, предъявляются менее жесткие условия к упаковке товара. Большая мобильность, возможность оперативно реагировать на изменения пассажиропотоков ставят автотранспорт «вне конкуренции» при организации местных перевозок пассажиров. Основная часть автомобильного парка страны эксплуатируется в нетранспортных организациях. При этом сеть автомобильных дорог наряду с парком коммерческих автомобилей используется также автомобилями, находящимися в личном пользовании граждан. Вообще, сфера применения автотранспорта широка. Он выполняет большую часть коротких внутрирайонных перевозок, доставляет грузы к станциям железных дорог и речным пристаням и развозит их к потребителям. В северных и восточных районах страны, где почти нет других видов сухопутного транспорта, им осуществляются дальние межрайонные перевозки. Автомобильный транспорт в России выполняет свыше 55% объёмов внутренних грузовых перевозок и более 60% пассажиров, с тенденцией увеличения этой доли, являясь, таким образом, главным перевозчиком для основных секторов экономики. В настоящее время транспорт оказывает заметное влияние на экономическое развитие страны в целом. На транспорте занято свыше 3,2 млн. человек, что составляет 4,6% работающего населения. Ежедневно автотранспортом перевозится около 17 млн. тонн грузов и более 62 млн. пассажиров. Если сравнивать с аналогичным показателем железнодорожного транспорта, то это почти в 6 раз больше по объемам перевозок грузов и в 17 раз – по перевозкам пассажиров.
В России с ее огромной территорией именно транспорт объединяет в единый комплекс буквально все отрасли экономики. Именно транспорт обеспечивает не только нормальную жизнедеятельность государства, но и его национальную безопасность и целостность. Всевозрастающие масштабы общественного производства, расширение сфер промышленного использования природных ресурсов, развитие экономических и культурных связей как внутри страны, так и с зарубежными странами, требования обороноспособности страны не могут быть обеспечены без мощного развития всех видов транспорта, широко разветвленной сети путей сообщения, высокой мобильности и маневренности всех видов транспорта. Транспорт в нашей стране способствует решению таких важных политических задач, как ликвидация экономического отставания окраинных районов, противоположности между городом и деревней, расширение связей народов нашей страны, укрепление их дружбы, обмен достижениями во всех отраслях народного хозяйства и областях культуры.
Для определения оптимальной величины размеров производственной партии деталей существует несколько формул, предложенных разными авторами. Понятие партии и методы определения размеров партии становится крайне важным при календарном планировании и управлении исполнением плана в производстве. Размер партии оказывает влияние на уровень незавершенного производства и запасов, на пропускную способность рабочих центров, а в итоге – на уровень производственных затрат и эффективности всего производства. Партия - группа заготовок определённого наименования и типоразмера, запускаемый в обработку одновременно в течении определённого интервала времени. В условиях серийного ремонтного производства размер принимают равным месячные потребности ремонтируемых или изготавливаемых деталей. Важным условием повышения производительности труда при применении более совершенного оборудования является увеличение размера партий одинаковых изделий. Этот размер может быть увеличен даже при неизменном объеме выпуска готовой продукции. Методы определения размеров партии не сложные, но существуют некоторые условия и ограничения, которые необходимо рассматривать. В стадии проектирования технологических процессов величину производственной партии деталей можно определить ориентировочно по следующей формуле:
где, N – производственная программа изделий в год; n – число деталей в изделии; t – необходимый запас деталей в днях для обеспечения непрерывности сборки; t = 2-3 дня – для крупных деталей, хранение которых возможно на одноярусных стеллажах, подставках, лагах; t = 5 дней – для средних деталей, хранение которых возможно на многоярусных стеллажах; t = 10-30 дней – для мелких деталей, хранение которых возможно в контейнерах и другой таре; Фдн. – 253 – число рабочих дней в году.
Технические характеристики автомобиля КАМАЗ 65115
Самосвал КАМАЗ 65115 - строительный с задней разгрузкой. Данный автомобиль-самосвал КамАЗ 65115 предназначен для перевозки различных сыпучих строительных и промышленных грузов общей массой не более 15 т. Кабина металлическая, наклоняемая, трехместная расположена над двигателем, имеет шумо и термоизоляцию. Платформа КамАЗ 65115 - цельнометаллическая с наклонным передним бортом, сварная, коробчатого типа, защищенная козырьком, который закрывает пространство между кабиной и платформой, имеет задний борт, обогревается отработавшими uазами для того, чтобы предотвратить примерзание груза к платформе. Платформа КАМАЗ-65115 — цельнометаллическая с наклонным передним бортом, сварная, защищенная козырьком, закрывающим пространство между кабиной и платформой, имеет наклонный задний открывающийся борт. Предусмотрен обогрев платформы отработавшими газами для предотвращения примерзания груза. Автомобиль КАМАЗ-65115 снабжен механизмом подъема и опускания платформы. Управление механизмом электропневматическое, дистанционное из кабины водителя. Гидроцилиндр — телескопический, трехступенчатый. Электрооборудование состоит из следующих систем: электроснабжения, пуска двигателя и ЭФУ, световой сигнализации, наружного и внутреннего освещения, контрольно-измерительных приборов, отопления, вентиляции и звуковой сигнализации, дополнительного электрооборудования и стеклоочистки,
Аккумуляторные батареи: две, 6СТ-190ТМ или 6СТ-190А, каждая напряжением 12 В и емкостью 190 А×ч, заправлены водным раствором аккумуляторной серной кислоты — электролитом. Передняя подвеска, применяемая на автомобилях КАМАЗ 65115 выполнена на двух продольных полуэллиптических одноушковых рессорах, гидравлических телескопических амортизаторах, с резиновыми буферами ограничения хода, задние концы рессор - скользящие. Подвеска автомобилей КамАЗ 65115 снабжена стабилизатором поперечной устойчивости, который увеличивает угловую жесткость подвески, уменьшая угол крена подрессоренной части автомобиля при действии поперечной (боковой) силы, повышает устойчивость автомобиля. На отдельных комплектациях автомобилей модели 65115 возможна установка подвески с длиннолистовыми рессорами. Задняя подвеска, применяемая на автомобилях КАМАЗ 65115 балансирная, на двух полуэллиптических рессорах с реактивными штангами, имеющими резинометаллические шарниры, не требующие смазывания. Концы рессор скользящие по опорам, приваренным к балкам мостов. Сцепление - фрикционное, сухое, двухдисковое, с периферийным расположением пружин модели 142 или диафрагменное двухдисковое модели 17 или однодисковое, диафрагменное, вытяжного типа. Привод управления гидравлический, снабженный пневмоусилителем. В приводе управления сцеплением модели 17 для уменьшения усилия на педали введена дополнительно сервопружина, прикрепленная одним концом к верхней части педали, другим - к кронштейну. Коробка передач модели 142 механическая, пятиступенчатая, состоит из основного редуктора; модели 152 десятиступенчатая, отличающаяся от модели 142 наличием двухступенчатого делителя, расположенного впереди основной коробки. Управление коробками передач моделей 142 и 152 механическое, дистанционное, качающимся рычагом, установленным на двигателе, управление делителем —селекторное, пневмомеханическое с помощью переключателя на рычаге переключения передач. Коробка передач модели 161 механическая, восьмиступенчатая, включает основной четырехступенчатый редуктор и планетарный демультипликатор, расположенный сзади основной коробки. На крышке коробки, установлена опора рычага переключения передач оригинальной конструкции. В ней находятся шток и рычаг управления редуктором, механизм предохранения от случайного включения заднего хода и пневматические клапаны переключения демультипликатора.
Лонжероны в сечении швеллерного типа. На передних концах лонжеронов установлены кронштейны, к которым болтами прикреплены буксирные вилки с пальцами. Передний буфер съемный, закреплен болтами к буксирным вилкам. На задней поперечине рамы автомобилей установлена буксирная проушина. Она предназначена только для буксирования неисправного автомобиля на короткое расстояние. В специальных комплектациях автомобилей, предназначенных для работы в составе автопоезда, предусмотрено наличие тягово-сцепного устройства типа «крюк-петля» с резиновыми упругими элементами, обеспечивающими двухстороннюю амортизацию
Параметры Значения Колёсная формула 6х4 Полная масса автомобиля, кг 25200 Масса снаряженного автомобиля, кг 10050 Полная масса прицепа, кг 13000 Модель двигателя 740,30-260(евро-2) Тип двигателя дизель, турбо с ОНВ Мощность двигателя, кВт (л.с.) 180(245) Тип коробки передач механическая, дистанционная. Число передач КП 10 Тип колес дисковые Размер колес 7,5-20(190-508) Шины 11R20(300R508) Тип шин пневматические, камерные, Топливный бак, л 250 Максимальная скорость, км/ч 80 Наибольший преодолеваемый подъем, не менее, % 25 Наружный габаритный радиус поворота, м 9 Грузоподъёмность 15000 Платформа самосвальная. Объем платформы, м3 8,5(11,5) Угол подъема платформы, град 60 Направление разгрузки назад
Ремонтный чертеж детали
Рисунок 1- Блок цилиндров двигателя автомобиля КамАЗ-65115
Дефекты: 1 Пробоины и трещины, проходящие через каналы масляной магистрали. 2 Износ и задиры отверстий втулок под распредвал. 3 Износ нижних посадочных поясков под гильзы цилиндра.
План технологических операций
Для восстановления деталей применяют разные виды технологий: подефектную, жесткофиксированную, маршрутную и т.п. Маршрутная технология характеризуется технологическим процессом на определенную совокупность дефектов у данной детали. Таким образом, восстановление детали может производиться несколькими технологическими процессами, в зависимости от сочетания дефектов. Этот способ имеет наибольшее распространение в авторемонтном производстве, его и следует применять при выполнении курсового проекта. Маршрут ремонта должен предусматривать технологическую взаимосвязь сочетаний дефектов со способами их устранения. Для составления маршрутной карты подготовительным этапом является план технологических операций.
Таблица 3 - План технологических операций устранения группы дефектов блока цилиндров двигателя автомобиля КамАЗ 65115.
Исходные данные Блок цилиндров двигателя автомобиля КамАЗ – 65115 Деталь - Гильза блока цилиндра двигателя КамАЗ - 65115, D - 130мм, d - 110 мм, L – 200 мм; Материал - Чугун СЧ-24; Твердость НВ 143.. 255; Масса - не более 10 кг; Оборудование - Горизонтально расточной станок 2622(В)Г; Приспособление - Тиски на поворотных столах; Установка детали - в центрах; Режущий инструмент - Резец расточной; Условия обработки - Без охлаждения; Точность – диаметр 128,85 мм; Производственная партия - 48000 деталей в год;
Содержание операции Таблица 4 - Содержание перехода
Расчет режимов обработки Режимы обработки следует определять по каждой операции в отдельности с разбивкой на переходы. Параметры режимов обработки следующие: наплавка автоматическая – сила сварочного тока, скорость наплавки, шаг наплавки, высота наплавленного слоя за один проход, положение шва, присадочные материалы и др.; гальваническое покрытие – атомная масса, валентность, электрохимический эквивалент, выход металла по току, плотность и др.
Нормирование для наплавки под слоем флюса:
где:
n – частота вращения детали, об/мин; S – подача сварочной головки, мм/об; i – число слоев наплавки.
Нормирование для железнение:
где: Н – толщина слоя покрытия на сторону с учетом припуска на шлифование, мм. γ – плотность осажденного метала, г/см3 Dk = плотность тока на катоде, А/дм2 с - электрохимический эквивалент, теоретическое количество металла, выделяющегося на катоде в процессе электролиза, г/А·ч; η – коэффициент выхода металла по току.
Расчет площади участка
Площадь производственного участка рассчитывается исходя из суммарной площади, занятой оборудованием и инвентарем, и коэффициента требуемой плотности расстановки оборудования на соответствующем участке по формуле:
где: Fоб – суммарная площадь горизонтальной проекции технологического оборудования и организация оснастки, м2; Кn – коэффициент плотности расстановки оборудования
Fу=33,98*4 = 135,92, м2 Принимаем участок со сторонами 144 м2
Для расчета суммарной площади горизонтальной проекции технологического оборудования и организационной оснастки составляется сводная ведомость технологического оборудования и организационной оснастки по следующей формуле указанной в таблице, ведомости технологического оборудования и организационной оснастки.
Таблица 5 - Ведомость технологического оборудования и организационной оснастки
В ведомость технологического оборудования и технологической оснастки включается всё основное и вспомогательное технологическое оборудование и организационная оснастка проектируемого участка.
Охрана труда Под охраной труда понимают систему законодательных актов и соответствующих им мероприятий, направленных на сохранение здоровья и работоспособности трудящихся. Система организационных и технических мероприятий и средств, предоставляющих предотвращение производственный травматизм, носит название техники безопасности. Производственная санитария предусматривает мероприятия по правильному устройству и содержанию промышленных предприятий и оборудования (надлежащее освещение, правильное расположение оборудования и т.д.) создание наиболее здоровых и благоприятных условий труда, предотвращающих профессиональные заболевания рабочих. КЗоТ является основным положением по охране труда. Техника безопасности при выполнении работ Для предупреждения производственного травматизма в каждом предприятии необходимо: - инструктировать по безопасным приёмам работы; - контролировать соблюдение правил техники безопасности. Техника безопасности в топливном цехе: - при снятии агрегатов и деталей, связанных с большим физическим напряжением, а также при неудобстве в работе следует применять приспособления и съёмники, обеспечивающие безопасность выполнения данной работы; - при разборке снимать, транспортировать и устанавливать тяжеловесные узлы следует при помощи подъёмно-транспортных механизмов, оборудованных приспособлениями, захватами, гарантирующими полную безопасность работ; - запрещается пользоваться электроинструментом с неисправной изоляцией или отсутствием заземления.
Вводный инструктаж проводится в целях ознакомления поступающих на работу с общей производственной обстановкой и особенностями работы предприятия, с опасностями, встречающимися при работе на предприятии. Инструктаж непосредственно на рабочем месте является практическим показом безопасного приёма труда.
Заключение
В данном курсовом проекте я отразил методику расчёта и ремонта, обосновал и выбрал метод организации технического ремонта. Также я получил навык расчёта программы в номенклатурном выражении, расчёта количества рабочих мест, площади производственных помещений технического ремонта. При расчете курсовой работы я приобрел знания для её выполнения и навыки работы с информацией такого вида как: подбор оборудования, разработка процесса восстановления детали, подбор способов устранения дефектов. Также рассмотрел общие сведения о транспорте и данном автомобиле отдельно.
1. Ремонт автомобилей. Под ред. Румянцева С.И. М., Транспорт, 1981. 2. Клебанов В.Б. и др. Ремонт автомобилей. М., Транспорт, 1974. 3. Боднев А.Г., Шаверин Н.Н. Лабораторный практикум по ремонту автомобилей. М., Транспорт, 1984. 4. Матвеев В.А., Пустовалов И.И. Техническое нормирование ремонтных работ в сельском хозяйстве. М., Колос, 1979. 5. Дехтеринский Л.В. и др. Технология ремонта автомобилей. М., Транспорт, 1979. 6. Оборудование для ремонта автомобилей. Под ред. Шахнева М.Н., Транспорт, 1979. 7. Справочник технолога авторемонтного производства. Под ред. Малышева А.Г., Транспорт, 1977. 8. Верещак Ф.П., Абелевич Ш.А. Проектирование авторемонтных предприятий. М., Транспорт, 1973. 9. РК - 200 - РСФСР - 1/1 - 2035 - 80. Автомобиль ЗИЛ - 130 и его модификации (без двигателя). Руководство по капитальному ремонту. Минавтотранс РСФСР, техническое управление, 1981. 10. РК-200-РСФСР-2/1-2036-80. Автомобиль ГАЗ - 53А (без двигателя). Руководство по капитальному ремонту. М., Минавтотранс РСФСР, техническое управление, 1981. 11. РК - 200 - РСФСР - 2/1 - 2056 - 80. Двигатели ЗМЗ - 53 и ЗМЗ - 672. Руководство по капитальному ремонту. М., Минавтотранс РСФСР, техническое управление, 1981. 12. РК - 20 - РСФСР - 2025 - 73 (80). Автомобиль ГАЗ - 24 «Волга». Руководство по капитальному ремонту. М., Транспорт, 1976. 13. РД - 200 - РСФСР - 2/1 - 0007 - 76. Руководство по нормированию технологических процессов капитального ремонта автомобилей. М., Минавтотранс РСФСР, техническое управление, 1978. 14. Классификатор технологических операций в авторемонтном производстве. Росавторемпром, КТВ «Авторемонт», Митикский филиал, 1981. 15. Клебанов Б.В. Проектирование производственных участков авторемонтных предприятий. М., Транспорт, 1975. 16. Липкинд А.Г. и др. Ремонт ав
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 1501; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.169 (0.012 с.) |


 , принимаем 71 ед.
, принимаем 71 ед.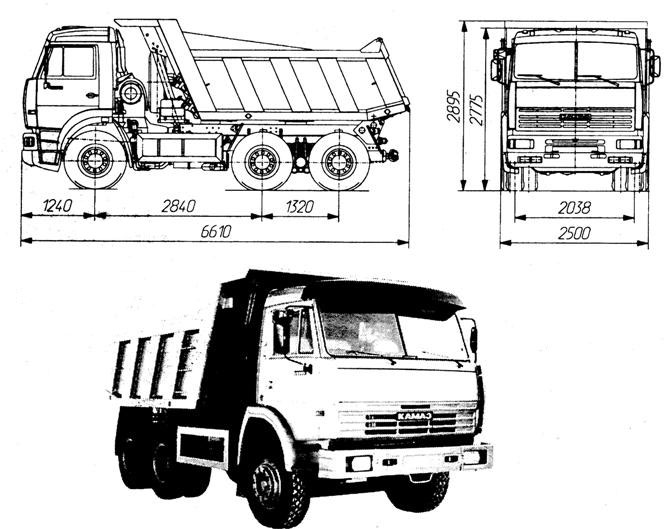

 ,мин
,мин – длина наплавляемой поверхности детали, мм (определяется по рабочему чертежу);
– длина наплавляемой поверхности детали, мм (определяется по рабочему чертежу); , мин - принимаем 2 минуты.
, мин - принимаем 2 минуты.





