
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вимір геометричних параметрів різальної частиниСодержание книги
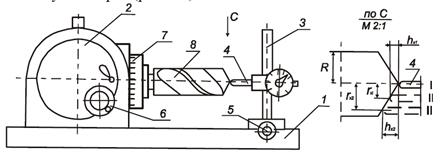
Поиск на нашем сайте Контроль геометричних параметрів свердел роблять після заточування свердла на інструментальному мікроскопі БМІ чи з використанням універсального кутоміра. Схема виміру кутів Задній кут вимірюється за допомогою установної і відбивної призм, установлених на столі мікроскопа таким чином, щоб площина симетрії установної призми збігалася з горизонтальною візирною лінією в окулярі мікроскопа (мал.3в). Свердло встановлюють у призмі таким чином, щоб головні рірізальні кромки свердла сполучалися з вертикальною штриховою лінією, потім вертикальну візирну лінію сполучають зі слідом задньої поверхні на стрічці свердла. Відлік кутів ведеться по кутомірному окулярі мікроскопа.
Рис.6 – Вимірювання параметрів заточування свердла на інструментальному мікроскопі: а – кута при вершині, б – заднього кута, в – кута нахилу поперечної кромки, 1 – основа, 2 – стіл, 3 – установчні призми, 4 – упор, 5 – відбивча призма, 6 – освітлювач, 7 – тубус мікроскопа.
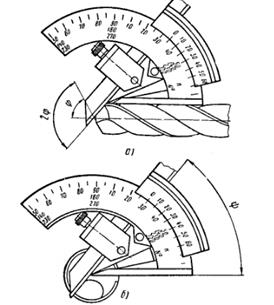
Рис.7 – Контроль параметрів заточування свердла за допомогою комбінованого шаблона: а – кута при вершині, б – кута нахилу різальної кромки, в – залнього кута.
Рис.8 – вимірювання параметрів заточування за допомогою унівкрсального кутоміра: а – кута при вершині, б – кута нахилу поперечної кромки.
2. Різальний інструмент:
Матеріал різальної частини –
3. Устаткування і прилади:
Заточувальний верстат моделі –
Вимірювальні прилади і пристосування
4. Вибір шліфувального круа:
5. Графічне визначення нормалі до площини Р свердла (Виконується на окремому листі формату А4) 6. Графічне визначення кутів повороту універсально-заточувальної голівки при заточуванні площини Р свердла. (Виконується на окремому листі формату А4) 7. Аналітичне визначення кутів поворотів заточувальної голівки для площин Р і Q.
Величини кутів установки заточувальної голівки
8. Висновки
Лабораторна робота №5 Дослідження геометрії спіральних свердел Ціль роботи 1.Вивчення конструкції і геометричних параметрів спіральних свердел. 2.Ознайомлення з устаткуванням для вимірювання задніх кутів спіральних свердел. Порядок виконання роботи. Лабораторна установка (рис.1) складається з стола 1, на якому розміщені ділильна головка 2, стійка 3 з індикатором 4 і мікрометричним гвинтом 5. Використовується вона для непрямого вимірювання задніх кутів на різальній частині свердла.
Рисунок 1 – установка для вимірювання заднього кута свердла
Схема вимірювання показана на рис.2. Свердло 8 установлюється у ділильній головці пристрою, показаному на рис. 1.
Рисунок 2 – схема вимірювання Свердло закріплюється у шпинделі ділильної головки. На точку головної різальної кромки леза встановлюють вістря індикатора і при повороті свердла в ділильній головці на кут Довжину дуги, яку окреслив би індикатор на задній поверхні свердла за відсутності заднього кута, визначають за формулою
Вимірювання значень Dx пов’язане з деякими труднощами. Тому вимірюють відстань lx від перетинки до точки х вздовж різальної кромки, а відповідний діаметр розраховують так:
Задній кут у головній січній площині, яка проходить через точку x різальної кромки,
При свердлінні практичне значення має величина заднього кута в осьовій площині (через великі подачі). Залежність між задніми кутами в осьовій і головній січній площинах така:
Тому остаточно (за результатами експерименту) задній кут в осьовій площині в точці х головної різальної кромки розраховується за формулою
Передній кут в осьовій площині для точки, що знаходиться на зовнішньому діаметрі, дорівнює куту піднімання гвинтової лінії свердла ω (рис. 3):
Рисунок 3 – зображення гвинтової лінії.
де Р – крок гвинтової канавки свердла.
 . .
Передній кут визначає умови стружкоутворення, тому його значення знаходять у головній січній площині:
Зміст звіту
Запитання для самоперевірки
Лабораторна робота №6 Заточування мітчиків Мета роботи. 1. Вивчення конструкції та геометричних параметрів мітчиків. 2. Ознайомлення з обладненням для заточування мітчиків і набуття навичок в його налагоджуванні. 3. Ознайомлення з вимірювальними пристроями для контролю мітчиків і набуття навичок у вимірюванні параметрів мітчика.
Порядок виконання роботи. Вивчити самостійно классифікацію, конструктивні елементи і геометричні параметри мітчиків. 1. Привести ескіз метчика з позначенням на ньому геометричних параметрів і конструктивних елементів. 2. У відповідності з варіантом завдання обрати шліфувальний круг для заточування мітчика. 3. Визначити параметри упорки для заточки метчика. 5. Заточити мітчик. 6. Виміряти геометричні параметри і порівняти їх з заданими. 7. Зробити висновок по роботі.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 651; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.01 с.) |

 і
і  за допомогою оптичного кутоміра приведена на рис.6.
за допомогою оптичного кутоміра приведена на рис.6.










 (зчитують з лімба) вимірюють падіння задньої поверхні свер-дла hx (показання індикатора).
(зчитують з лімба) вимірюють падіння задньої поверхні свер-дла hx (показання індикатора). .
. .
. .
. .
. .
.
 ,
, .
.


