Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Визначення кутів установлювання при заточуванні свердла по двом площинам.Содержание книги
Поиск на нашем сайте
Для забезпечення на різальній частині свердла необхідних величин заднього кута
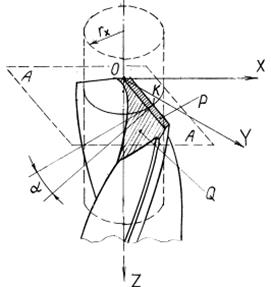
Рис. 1 – геометричні параметри спірального різця.
Рис. 2 – задня поверхня, заточена по двом площинам. У процесі заточування площини Р свердла торцем шліфувального крута потрібно забезпечити свердлу такє положення на верстаті, при якому площина P перпендикулярна площині шліфувального крута. Отже, насамперед необхідно визначити положення нормалі до заточуваної площини. Вирішимо цю задачу графічно. За даними індивідуального завдання (D, d, Таким чином, положення однієї прямою АВ, що лежить у площині P визначено. Другою прямою, що визначає положення площини P, є різальна кромка АЕ, положення якої характеризується кутом при вершині 2 .
Рис 3. – Графічне визначення положення нормалі N до площини Р заточуваного свердла. З приведеної побудови можна одержати наступну залежність для визначення кута
де D - діаметр свердла, Положення другої площини Q зуба свердла повино бути таким, щоб забезпечити одержання необхідної величини кута нахилу поперечної різальної кромки Розглядаючи приведену побудову (рис.4.) можна одержати наступну залежність для підрахунку кута
Отже, положення проекцій нормалі Таким чином, положення нормалі N до площини, що заточується, при обраному початковому положенні свердла визначено. Тепер необхідно поворотом навколо осей універсально-заточувальної голівки, нормаль N установити перпендикулярно до робочої площини шліфувального круга. У цьому випадку площина, що заточується, паралельна робочій площині шліфувального крута, а кути повороту нормалі будуть шуканими кутами установки універсально- заточувальної голівки. Для простоти рішення задачі замість осей голівки використовують для повороту рівнобіжні осі. Відомо, що поворот системи навколо деякої осі може бути представлений як сума двох переміщень: повороту навколо паралельної осі на той же кут і відповідного поступального переміщення. Поступальне переміщення при рішенні розглянутої задачі можна не приймати до уваги, тому що воно наближує чи віддаляє інструмент, що заточується, від шліфувального круга. Цей рух компенсується переміщенням столу заточувального верстата по відповідним напрямним і це приводить в зіткнення оброблюваного інструмента з кругом. Визначимо кути установлення при заточуванні свердла по двом площинам на універсально-заточувальному верстаті за допомогою універсально-заточувальної голівки. Заданими величинами будемо вважати: кут при вершині 2
Рис 4. – Графічне визначення положення нормалі N до площини Q заточуваного свердла.
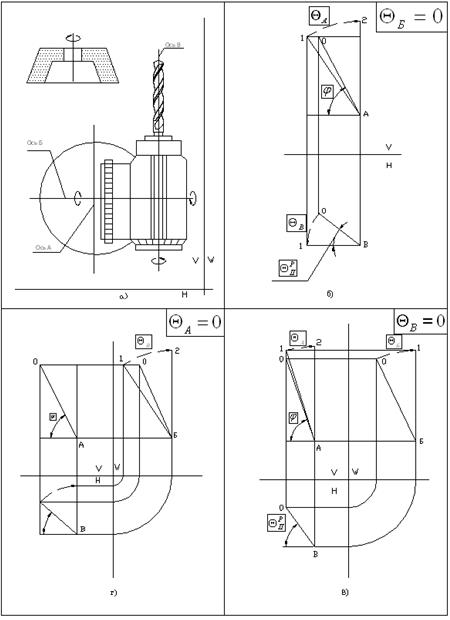
Вихідне положення свердла, установленого в універсально-заточній голівці, показане на рис.5а. У початковому положенні осі головки В и Б є горизонтальними, а ось А - вертикальна пряма. Оісь свердла співпадає з віссю В голівки і йде перпендикулярно до робочої площини шліфувального круга. У початковий момент часу осі А, Б і В взаємно перпендикулярні. Для того, щоб правильно установити свердло при заточуванні, його досить повернути тільки навколо двох осей: А і Б, А і В чи Б і В. При повороті голівки навколо осі В свердло обертається навколо своєї осі, а осі А і Б при цьому не змінюють свого положення. При повороті голівки навколо осі Б ось В змінює своє положення, а ось А залишається нерухомою. При повороті навколо осі А осі Б і В змінюють своє положення. Тому при визначенні кутів установлення голівки потрібно повороти навколо осей здійснювати в такій послідовності: В, Б, А. Площину, паралельну робочій площині шліфувального круга, приймемо за площину проекцій Н, а площину, перпендикулярну до осі А – за площину V. Будемо вважати, що у вихідний момент часу різальна кромка зуба свердла, що заточується, йде паралельно площині V. 1. Приймемо, що при установленні свердла для повороту використовуються тільки осі В і А ( Другий поворот здійснимо навколо осі А. У результаті цього повороту, на кут
2. Приймемо, що при установленні свердла використовуються повороти тільки навколо осей Б і А ( H/V/W зображують нормаль
3. Приймемо, що при установленні свердла будуть використовуватися тільки осі Б і В ( Аналогічно площині Р проводиться графічне визначення кутів установлення універсально-заточувальної голівки при заточуванні площини Q свердла. З розгляду графічних побудов можна одержати аналітичні залежності для розрахунку положень свердла при заточуванні площин P і Q, що забезпечують одержання заданих геометричних параметрів різальної частини. Формули для розрахунку місцевих положень свердла при заточуванні на універсально-заточувальному верстаті за допомогою універсально-заточувальної голоіки приведені в таблиці 1.
Таблиця 1
У формулах, приведених у таблиці:
де
D - діаметр свердла d - діаметр серцевини свердла. За отриманим значенням кутів поворотів налагоджується універсально-заточувальна голівка і проводиться заточування свердла.
Приклад. Розрахувати кути установлення універсально-заточувальної голівки для заточування спірального свердла діаметром D=22мм, d=4 мм, використовуючи осі поворотів голівки А і В. Необхідні геометричні параметри свердла: 2 Рішення: 1.Визначаємо кут
2. Визначаємо кут
звідки 3.Визначаємо кут
звідки 4.Кути установки головки при заточці площини R
5. Кути устанлення голівки при заточці площини Р
Рис.5 – визначення кутив установлення заточувального пристрою: 0 – початкове положення нормалі, 1 – положення нормалі після першого повороту, 2 – положення нормалі після другого повороту, А, Б, В – осі поворотів заточувальної голівки.
|
||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 282; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.218.234 (0.007 с.) |

 , кута при вершині 2
, кута при вершині 2  і кута нахилу поперечної різальної кромки
і кута нахилу поперечної різальної кромки  (рис.1), необхідно кожен зуб свердла заточувати по двом площинам P і Q (рис. 2)..
(рис.1), необхідно кожен зуб свердла заточувати по двом площинам P і Q (рис. 2)..
 .
.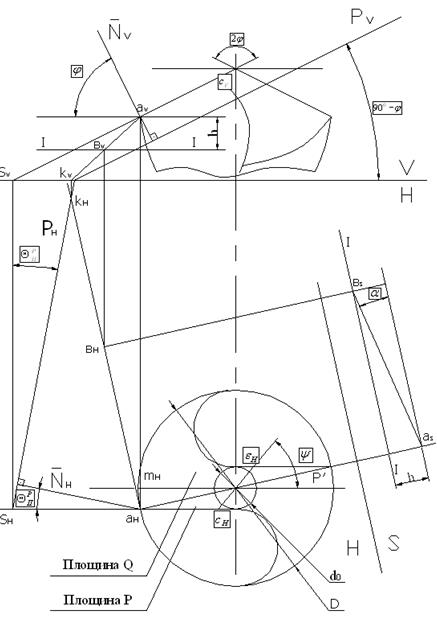

 - діаметр серцевини. Знаючи положення слідів площини, легко зобразити нормаль N до площини P. Як відомо, проекції Nv і Nн нормалі N йдуть перпендикулярно до відповідних слідів Pv і Pн.
- діаметр серцевини. Знаючи положення слідів площини, легко зобразити нормаль N до площини P. Як відомо, проекції Nv і Nн нормалі N йдуть перпендикулярно до відповідних слідів Pv і Pн. .
.
 і
і  до площини Q буде також визначатися кутами
до площини Q буде також визначатися кутами 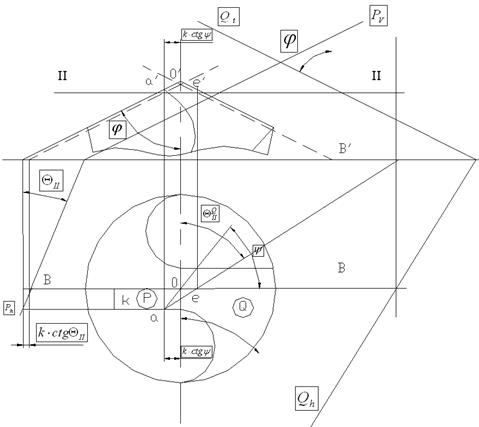
 = 0). У вихідному положенні свердло зображуємо в системі проекцій V/H. Нормаль N до заточуваємої площини Р (рис.5,б), положення якої визначається кутами
= 0). У вихідному положенні свердло зображуємо в системі проекцій V/H. Нормаль N до заточуваємої площини Р (рис.5,б), положення якої визначається кутами  . Початкове положення нормалі позначене на малюнку цифрою 0. Перший поворот здійснимо навколо осі В. У результаті першого повороту на кут
. Початкове положення нормалі позначене на малюнку цифрою 0. Перший поворот здійснимо навколо осі В. У результаті першого повороту на кут  нормаль
нормаль  займе положення (1) і буде паралельною площині V.
займе положення (1) і буде паралельною площині V. приводимо нормаль у положення (2), перпендикулярне до площини Н. У цьому випадку площина, що заточується, займе положення, паралельне площині Н, що відповідає правильній установці свердла при заточуванні.
приводимо нормаль у положення (2), перпендикулярне до площини Н. У цьому випадку площина, що заточується, займе положення, паралельне площині Н, що відповідає правильній установці свердла при заточуванні. (рис.5,в). У результаті першого повороту навколо осі Б на кут
(рис.5,в). У результаті першого повороту навколо осі Б на кут  нормаль займе положення (1) і буде паралельною до площини V. У результаті другого повороту навколо осі А на кут
нормаль займе положення (1) і буде паралельною до площини V. У результаті другого повороту навколо осі А на кут  ,
,  ;
;
 ;
;
 ,
,  ;
;
 ;
;
 ;
;  ;
tg
;
tg 
 ;
;  ;
tg
;
tg 
 ;
; 
 ;
; 
 ;
;
 ,
, звідки
звідки 
 ;
;
 нормалі до площини Q свердла
нормалі до площини Q свердла ;
;
 ;
;  ;
; 5876
5876 ;
; 
 ;
;