
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Техника безопасности на фрезерном участкеСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Фрезерный участок Техника безопасности на фрезерном участке Требования безопасности перед началом работы · Привести в порядок рабочую одежду, застегнуть или охватить резинкой обшлага рукавов. Заправить одежду так, чтобы не было развивающихся концов. Убрать волосы под плотно облегающий головной убор. · Проверить исправность и разложить в удобном для пользования порядке режущий и измерительный инструмент, крепежные приспособления. · Проверить наличие, исправность и прочность крепления: ограждение зубчатых колес, приводных ремней, шпинделя, делительного винта, приводов и т.п., а также токоведущих частей электроаппаратуры (пускателей, рубильников, кнопок и т.п.);Предохранительных устройств для защиты от стружки;Заземляющих устройств. · Отрегулировать местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза. Пользоваться местным освещением напряжением выше 42 В запрещается. · Перед обработкой металлов, дающих отлетающую стружку, если отсутствуют специальные защитные устройства, надеть защитные очки или предохранительный щиток из прозрачного материала. · Проверить исправность подножной деревянной решетки. Требования безопасности во время работы · Работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников запрещается. · Надежно и жестко закреплять обрабатываемую деталь на станке и режущий инструмент. Вес и габариты деталей должны соответствовать паспортным данным станка. · Перед каждым включением станка предварительно убедиться, что пуск станка никому не угрожает опасностью. · Обязательно остановить станок и выключить электродвигатель: при уходе от станка даже на короткое время; При временном прекращении работы; При перерыве в подаче электроэнергии; При уборке, смазке, чистке станка; При обнаружении какой-либо неисправности в оборудовании; При смене режущего инструмента; · При установке и съеме деталей, приспособлений, предохранительных устройств и при ручном измерении деталей. · Не разрешается класть детали, инструмент и другие предметы на станину станка, крышку передней бабки, на станок, а также оставлять инструмент на обрабатываемой детали и закрепляющих приспособлениях. · Своевременно удалить стружку с рабочего места при помощи специального крючка или щетки – сметки. · Нельзя работать или подавать через работающий станок какие-либо предметы. · При ремонте, чистке и смазке у пусковых устройств вывешивать плакат: «Не включать, работают люди». · При обработке вязких металлов, дающих сливную ленточную стружку, применять резцы со стружкозавивателями. · При обработке хрупких материалов, дающих мелкую отлетающую стружку, а также при дроблении стальной стружки в процессе обработки, применять защитные устройства, специальные стружководчики, прозрачные экраны или индивидуальные щитки, очки. · Патрон и планшайбу перед установкой на станок, а также перед снятием их со станка протереть от масла. · При закреплении детали в кулачковом патроне или планшайбе захватывать деталь кулачками на возможно большую величину. Не допускать, чтобы после закрепления детали кулачки выступали из патрона, или планшайбы за пределы наружного их диаметра. · После закрепления детали в патроне вынуть торцевой ключ. · Для обработки деталей, закрепленных в центрах, применять безопасные поводковые патроны (например, чашкообразного типа) или безопасные хомутики. · При работе на больших числах оборотов применять вращающийся центр, прилагаемый к станку. · Нельзя работать на сработанных или забитых центрах. · При установке на станок коленчатых валов и эксцентричных деталей производить их балансировку, противовесы при установке должны ограждаться. · При нарезании резьбы плашками придерживать клупп суппортом, а не руками. · При обработке пруткового материала конец прутка, выступающий из шпинделя, ограждать на всю длину. Ограждение должно быть прочным, устойчивым и обеспечивать бесшумность работы. Длина прутка должна соответствовать паспортным данным станка. · Во избежание травм из-за поломки инструмента необходимо соблюдать следующее: ü Включить сначала вращение шпинделя, а потом подачу, при этом обрабатываемую деталь следует привести во вращение ранее соприкосновения ее с резцом, врезание производить плавно, без ударов; ü Перед остановкой станка сначала включить подачу, отвести режущий инструмент от детали, а потом выключить вращение шпинделя. ü Отводить инструмент на безопасное расстояние при выполнении следующих операций: при центровании деталей на станке; при зачистке, шлифовании деталей наждачным полотном, при опиловкшабровке; при измерении детали; при смене патрона и детали отодвигать подальше задний центр (заднюю бабку). Требования безопасности по окончании работы · Выключить станок и эл.двигатель. · Привести в порядок рабочее место: убрать со станка стружку и металлическую пыль. Аккуратно сложить заготовки. · Смазать трущиеся части станка. · Убрать весь инструмент. · Снять и убрать спецодежду. · Вымыть руки теплой водой с мылом. Фрезерные станки — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное.
1) горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью) 2) универсальные — с поворотным столом 3) широкоуниверсальные — с дополнительными фрезерными головками 4) вертикально-фрезерные станки (с вертикальным шпинделем) в том числе консольные
Горизонтально-фрезерный станок 1 — фундаментная плита 2 — станина 3 — консоль 4 — салазки 5 — стол 6 — хобот 7 — оправка с фрезой
Виды фрез
Смазочно-охлаждающие жидкости(СОЖ): смешиваемые и не смешиваемые с водой продукты; синтетические, полусинтетические, трехфазные для всех типов металлов и видов обработки; с коррозионно-защитными свойствами. Применяются на фрезерных станках, поливается на фрезу или деталь, уменьшает процент надлома фрезы и брака детали. Фрезерование плоскостей Фрезерование цилиндрическими фрезами. Цилиндрические фрезы применяют для обработки плоскостей. Цилиндрические фрезы изготавливают цельными из быстрорежущей стали с мелкими и крупными зубьями. По направлению вращения фрезы делят на право- и леворежущие. Выбор типа и размера фрезы зависит от конкретных условий обработки. Фрезы с крупным зубом применяют для черновой и получистовой обработки плоскостей, фрезы с мелким зубом – для получистовой и чистовой обработки. Если требуется обработать плоскую поверхность, расположенную под углом к горизонтальной плоскости, то заготовку устанавливают на универсальной поворотной плите. Поворотные плиты позволяют обрабатывать плоскости с любым углом наклона в пределах от 0 до 90°. Фрезерование торцевыми фрезами. Торцевые фрезы предназначены для обработки плоскостей на вертикально- и горизонтально-фрезерных станках, в отличие от цилиндрических имеют зубья, распложенные на цилиндрической поверхности и на торце. Для черновой обработки выбирают торцовые насадные фрезы со вставленными ножами. При чистовой обработке следует применять торцовые насадные фрезы с мелкими зубьями. При чистовом фрезеровании стали и чугуна твердосплавными фрезами для получения поверхности с меньшей шероховатостью подачу на зуб уменьшают, а скорость резания соответственно повышают. Наклонные плоскости и скосы можно фрезеровать торцовыми фрезами с помощью накладной вертикальной головки, которая является специальной принадлежностью горизонтальной плоскостях. Фрезерование пазов Паз – выемка в детали, ограниченная плоскостями или фасонными поверхностями. Фрезерование пазов дисковыми фрезами. Различают дисковые фрезы цельные и со вставными зубьями. Основным типом дисковых фрез являются трехсторонние. Их применяют для обработки более глубоких пазов. Они обеспечивают более высокий параметр шероховатости боковых стенок паза. Тип и размер дисковой фрезы выбирают в зависимости от обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирают тип фрезы, материал режущей части, и число зубьев. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. При обработке труднообрабатываемых материалов и фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, когда биение торцовых зубьев равно нулю. Установка на глубину резания может осуществляться по разметке.Установку на глубину резания по линии разметки осуществляют пробными рабочими ходами. При этом следят затем, чтобы фреза срезала припуск только на половину углублений от кернера. Фрезерование пазов также может осуществляться концевыми фрезами.
Задание: Необходимо изготовить 8-мигранник под ключ на 28мм, и от торца заготовки на 10 мм. Ход работы: Работу произвожу на вертикально-фрезерном станке, с установленной скоростью фрезы 200 об/мин, салазок – 25 мм/мин. Производим боковое касание заготовки о фрезу. После касания стол опускаем с помощью консоли для прохода заготовки под фрезой. По лимбу продольной подачи, с помощью шкива, отодвигаем стол на 10мм. (по лимбу 20 мм.т.к. цена деления лимба 0,05мм). С помощью лимба консоли производим вертикальное касание заготовки о фрезу, т.к. диаметр заготовки 32мм, а мне нужно 28мм, значит по лимбу беру по 1 мм. Диск разделен на 24 части, устанавливаем на 0 и фрезеруем 1-ю грань. Отвожу заготовку от фрезы и набираю 3 деления (т.к 24/8=3). Фрезерую вторую грань. И так далее все остальные грани. 1) Токарный участок Токарный станок — станок для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий. Торцевая обточка и отрезка. К плоским торцевым поверхностям предъявляются следующие требования: плоскостность, т. е. отсутствие выпуклости или вогнутости; перпендикулярность к оси; параллельность плоскостей торцов между собой. Перед обработкой торцовых плоскостей заготовку закрепляют в патроне, при этом вылет заготовки должен быть по возможности минимальным. Для подрезания торцов и уступов применяют резцы: проходной прямой, проходной отогнутый, проходной упорный, а также специальный подрезной (торцовый). Торец подрезают упорным резцом при поперечной подаче с установкой режущей кромки под небольшим углом (5-10) к торцевой поверхности. Если при подрезании торца проходным упорным резцом приходится срезать большой припуск, то подача в направлении к центру вызывает отжимающую силу, углубляющую резец в торец, в результате чего торец может получиться вогнутым. Чтобы этого не произошло, срезают большую часть припуска несколькими проходами с продольной подачей, а чистовой проход выполняют поперечной подачей от центра. Плоскость торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника. Перпендикулярность торца к наружной поверхности определяют угольником. Режимы резания при отрезании. Подача при отрезании принимается меньшей, чем при наружном обтачивании или подрезании торца. Так, при отрезании заготовок диаметром до 60 мм рекомендуется подача 0,1–0,15 мм/об, при больших диаметрах – до 0,3мм/об. Скорость резания при отрезании на 15–20% меньше чем при наружном точении. Отрезание происходит в более тяжелых условиях, чем обтачивание, так как резец как бы заклинивается в прорезаемой канавке, что вызывает значительное трение между поверхностями резца и детали. Поэтому при отрезании стальных деталей в качестве смазочно-охлаждающей жидкости применяют минеральное масло или сульфофрезол. Нарезание резьбы Нарезание резьбы – операция, выполняемая со снятием стружки или методом накатывания, в результате которой образуются винтовые канавки на цилиндрических и конических поверхностях. Нарезание резьбы плашками. Для нарезания наружной поверхности крепежной резьбы треугольного профиля с шагом до 2 мм применяют плашки. Иногда плашки применяют для калибрования резьбы крупного шага, предварительно нарезанной резцом. Плашка похожа на гайку, изготовленную из инструментальной стали и имеющую такую же резьбу, для нарезания которой она предназначена. Резьбонарезная плашка крепится в ручном плашкодержателе или в самоустанавливающемся плашкодержателе, который вставляют в пиноль задней бабки. При нарезании резьбы плашкой, закрепленной в ручном плашкодержателе, ее подводят к заготовке, подпирая плашкодержатель торцом пиноли задней бабки; рукоятка плашкодержателя упирается в суппорт. После нарезания двух- трех витков с поджимом дальнейшая подача плашки происходит самонавинчивание. Стержень под нарезание резьбы плашкой обтачивают на диаметр меньший, чем диаметр нарезаемой резьбы, для компенсирования некоторого выдавливания металла. Перед началом нарезания резьбы на конце заготовки протачивают фаску для облегчения захода плашки. Нарезание резьбы плашками выполняют со скоростью резания 2 м/мин по стали и чугуну и до 10 м/мин по цветным металлам. В качестве смазки для стали используют эмульсию, минеральное масло, для чугуна – керосин. По такому же принципу, как и плашки, работают самораскрывающиеся резьбонарезные головки. Скорость резания при нарезании резьбы резьбонарезными головками 15-20 м/мин. Резьбонарезные головки обладают высокой стойкостью. Нарезание резьбы резцами Подготовка заготовки к нарезанию. При обтачивании заготовки под последующее нарезание резьбы учитывают, что при нарезании происходит некоторое выдавливание металла из впадин. Поэтому диаметр вала под резьбу должен быть несколько меньше наружного диаметра резьбы, а диаметр отверстия – больше внутреннего. Диаметры вала и отверстия при подготовке поверхности под нарезание резьбы определяют по справочникам. В конце резьбового участка протачивают канавку (проточку) для входа резца. Ширина канавки быть не менее шага резьбы. Глубина канавки должна быть больше глубины резьбы на 0,1-0,2 мм. Установка резца. Резьбовой резец устанавливают точно по центру заготовки: установка ниже центра приводит к искажению профиля, а установка выше центра – к «затиранию» резца. Для получения правильного профиля резьбы резец устанавливают по шаблону. Шаблон прикладывают к заготовке на уровне ее оси, и резец вводят в профильный врез. Правильное положение режущих кромок резца проверяют на «просвет», а затем резец закрепляют и убирают шаблон. Нарезание резьбы. Резьбу нарезают за несколько рабочих ходов; после каждого рабочего хода резец выводят из канавки, суппорт возвращают в исходное положение и вновь начинают рабочий ход. Число рабочих ходов и глубина врезания для каждого рабочего хода зависят от шага нарезаемой резьбы и материала резьбового резца. При нарезании длинных резьб целесообразно возвращать суппорт в исходное положение вручную или автоматической подачей при разомкнутой разъемной гайке. Однако при этом возникает необходимость обеспечить попадание резьбового резца в нитку резьбы после каждого рабочего хода. Боковое врезание. Резьбу большого шага (2 мм и более) нарезают не с поперечным, а с боковым врезанием резца, при котором работает только одна режущая кромка. При боковом врезании облегчается процесс резания, повышается качество. Для осуществления бокового врезания верхние салазки суппорта разворачивают под углом [pic] (для метрической резьбы [pic]=30°) относительно своего нормального положения. Врезание осуществляют рукояткой верхних салазок суппорта. Последние один - два чистовые рабочие ходы выполняют с поперечной подачей. В момент врезания резьбовой резец под действием осевой силы несколько отжимается, и первый виток резьбы получается более полным, чем остальные. Нарезание левой резьбы осуществляют при вращении ходового винта в сторону, противоположную вращению шпинделя. Для этого переключают механизм реверсирования вращения ходового винта - транзель. При нарезании левых резьб врезание производят в зарезьбовную канавку, а суппорт с резцом перемещается слева направо. Режимы резания при нарезании резьбы резцом. Глубина резания определяется числом проходов. Подача при нарезании резьбы равняется шагу резьбы, а при резании многозаходной резьбы – ходу (H = KS, где K – число заходов). Скорость резания зависит от обрабатываемого материала резьбового резца: при обработке стали быстрорежущими резцами она составляет 20–35 м/мин, при обработке чугуна 10–15 м/мин, при обработке твердосплавными резцами – соответственно 100–150 и 40–60 м/мин. Для чистовых проходов скорость резания увеличивают в 1,5–2 раза. Для нарезания внутренних резьб скорость резания снижают на 20-30%.
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 - коробка скоростей, 14 — шпиндель.
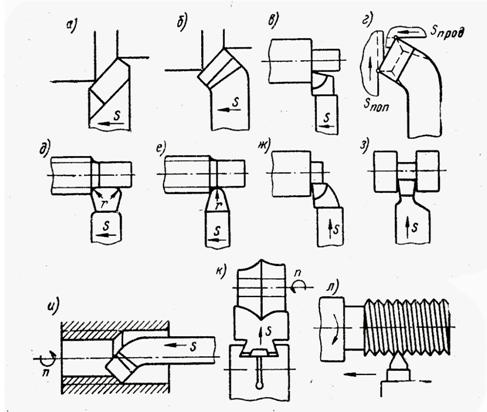
Основные типы резцов а) - продольное сечение проходным резцом; б) - продольное точение отогнутым резцом; в) - продольное точение упорным резцом; г) - продольное и поперечное точение отогнутым резцом; д) - чистовое продольное точение широким резцом; е) - чистовое точение закругленным резцом; ж) - подрезание (поперечное точение) подрезным резцом; з) - вытачивание канавок и отрезание отрезным (подрезным) резцом; и) - растачивание отверстия расточным резцом; к) - фасонное точение призматическим фасонным резцом; л) - нарезание резьбы резьбовым резцом.
Смазочно-охлаждающие жидкости(СОЖ): также применяется на токарном участке. Задача: сделать винт(все размеры указаны ниже) Ход работы: Закрепляем заготовку в патроне с вылетом 40мм. устанавливаем резцы из быстрорежущей стали (Р18) в резцедержатель станка, ориентируя режущую кромку резца по центру вращения заготовки, путем подкладывания нужной толщины пластинки под резец и подрезаем торец. При помощи проходного резца, снимая по 3 мм, протачиваем заготовку доÆ14ммна L30мм. поворачиваем резцедержатель, и устанавливает упорно-проходной резец, протачиваем до Æ5,8-1*45°. Устанавливаем проходной резец и его помощью снимаем фаску на Æ5.8 -1*45°. Устанавливаем скорость вращения 40 об/мин. Смазав заготовку маслом, нарезаем плашкой резьбу М6. Устанавливаем прежнюю скорость 400 об/мин. При помощи отрезного резца прорезаем канавку на Æ14, на расстоянии 4 мм до Æ10мм, с помощью проходного резца снимем диски 0,5 *45° и 2*45°. Устанавливаем отрезной резец и отрезаем винт. Слесарный участок Требования безопасности перед началом работы · Привести в порядок рабочую одежду, застегнуть обшлага рукавов, подобрать волосы под плотно облегающий головной убор. · Проверить достаточно ли освещено рабочее место. Работать инструментом, отвечающим следующим требованиям: · Молотки должны быть насажены на рукоятки овального сечения, расклиненные металлическими заершенными клиньями и изготовленные из дерева твердых пород (рябины, клена, вяза, дуба). · Гаечные ключи должны быть исправными и соответствовать размерам болтов и гаек, наращивать ключи другими предметами не разрешается · Молотки, зубила, бородки, керны, шлямбуры и т.д. не должны иметь сбитых и скошенных бойков и заусенец. · На конце деревянных рукояток нажимных инструментов (напильников, рашпилей, стругов и т.д.), а также инструментов, по которым производят удары молотком (стамески, долото) должны быть насажены металлические кольца. · Работающему с кувалдой перед началом работы предупреждать окружающих, о всех обнаруженных неисправностях сообщить мастеру и до его указания к работе не приступать. Требования безопасности во время работы · Прочно укрепить на верстаке слесарные тиски. · Обрабатываемую деталь прочно закрепить в тисках. · Пол у верстака должен быть ровным и сухим, а перед верстаком необходимо положить исправную деревянную решетку или подставку. · При всех работах с молотками рукоятку необходимо держать так, чтобы конец ее выступал от ладони на 3см. · При работе, требующей разъединения или соединения деталей при помощи кувалды и выколотки, последнюю держать клещами. Нельзя находиться против работающего кувалдой, становиться сбоку от него. · При рубке металла зубилом в тисках или другом месте пользоваться защитными очками, следить, чтобы стружка не попала в окружающих. · Рабочее место должно быть оборудовано так, чтобы все необходимое для работы находилось под рукой, при необходимости передачи инструмента, приспособлений нельзя их перебрасывать, передача должна производиться осторожно из рук в руки. · Не загромождать и не захламлять рабочие места и проходы. Требования безопасности по окончании работы · Привести в порядок рабочее место, убрать с верстака стружку и металлическую пыль при помощи специальной щетки-сметки. · Убрать инструмент и заготовки. · Снять и убрать спецодежду. · После окончания всех работ вымыть руки теплой водой с мылом. Правка Правка - операция,посредством которой устраняются неровности, кривизна или другие недостатки формы заготовок. Основным оборудованием для ручной правки металлов являются стальные или чугунные правильные плиты. В качестве инструмента для ручной правки используют стальные молотки с круглым бойком; молотки из мягких материалов применяют для правки окончательно обработанных поверхностей, а также для правки заготовок и деталей из цветных металлов и сплавов. Рубка Рубка представляет собой операцию холодной обработки металлов резанием. Ударным инструментом при рубке служат слесарные и пневматические молотки, а режущим – зубила, крейцмейсели и канавочники. Зубило. Слесарное зубило изготавливается из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть выполняется суживающейся кверху, а вершина ее (боек) –закругленной; за среднюю часть зубило держат во время рубки; рабочая часть имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала. Для наиболее распространенных материалов рекомендуется следующие углы заострения: для твердых материалов (твердая сталь, чугун) – 70°; для материалов средней твердости (сталь) – 60°; для мягких материалов (медь,латунь) – 45°; для алюминиевых сплавов – 35°. Крейцмейселем. Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – крейцмейселем. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом. Слесарные молотки. Слесарные молотки, используемые при рубке металлов и бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой 400…600г. Для облегчения труда и повышения его производительности используют механизированные инструменты. Среди них наибольшее распространение имеет пневматический рубильный молоток. Резка металла Для резки металла применяют ножовки, режущей частью которой является полотно. Выбор полотна зависит от материала заготовки, ее формы и размера. Для резки труб вручную применяют труборезы. Для резания листового металла толщиной до 1,5 мм используют пряморежущие или для фигурной резки ножницы. Проволоку режут острогубцами или силовыми ножницами.
Опиливание Опиливание - операция, при выполнении которой с поверхности заготовки снимается слой металла при помощи режущего инструмента – напильника. Цель опиливания – придание деталям требуемой формы, размеров и заданной шероховатости поверхности. Напильники различаются по числу насечек, профилю сечения и длине. По количеству зубьев, насеченных на 10 мм длины, напильники делятся на 6 классов (0, 1, 2, 3, 4,5). В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные – общего назначения и для специальных работ,машинные, надфили и рашпили. 1) Слесарные напильники общего назначения по ГОСТу 1465-69 изготавливают восьми типов: плоские, квадратные, трехгранные,полукруглые, ромбические и ножовочные длиной от 100 до 400 мм с насечкой №0-5. Слесарные напильники для специальных работ предназначаются для удаления весьма больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов,неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др. 2) Машинные напильники по своей конструкции подразделяются на стержневые, дисковые, фасонные головки и пластинчатые. В процессе работы стержневым напильника сообщается возвратно поступательное движение,дисковым напильникам и фасонным головкам - вращательные, а пластинчатым– непрерывное движение вместе с непрерывно движущейся металлической лентой. 3) Надфили согласно ГОСТу 1513-67 изготавливаются десяти типов:плоские, трехгранные, квадратные, полукруглые овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 5 номеров. Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку. Надфили применяются для опиливания небольших поверхностей и узких мест, недоступных для обработки слесарными напильниками. 4) Рашпили соответственно ГОСТу 6876-54 изготавливают несколько типов:общего назначения, сапожные и копытные. В зависимости от профиля рашпили общего назначения подразделяются на плоские, круглые и полукруглые с насечкой № 1-2 и длиной от 259 до 350 мм. Обработка отверстий Сверление осуществляется на сверлильных станках или с помощью ручных устройств. Главной режущей частью является сверло, которое имеет две режущие кромки. При сверлении отверстий диаметром более 20 мм применяют предварительное сверление отверстий сверлом меньшего диаметра, затем рассверливают его под размер сверлом большего диаметра. После сверления, штамповки, литые для получения более точного отверстия проводят их зенкерование. В зависимости от точности и назначения отверстий для их обработки изготовляют зенкеры двух номеров: № 1 - для предварительной обработки отверстий и № 2- для окончательной обработки. Конструктивно зенкеры бывают двух типов: цельные обработка отверстий от 10 до 40 мм и насадные -от 32 до 80 мм. Развертывание применяют для получения отверстий более точной формы и малой шероховатости. Операция осуществляется с помощью многолезвийного инструмента - развертки. В зависимости от формы различают цилиндрические и конические развертки. По способу применения - ручные и машинные, по конструкции - цельные, насадные, раздвижные (регулируемые) и комбинированные, правые и левые.
Изготовленная деталь: Барашек Эскиз детали:
Ход работы: 1. Обработка драчёвым напильником острых углов заготовки. 2. Нанесение разметки при помощи штангенциркуля и штангенрейсмуса. 3. Кернение по контуру разметки под сверление. 4. Сверление. 5. Отбивание зубилом лишнего материала. 6. Обработка напильниками до получения необходимых размеров. 7. Рассверливание центрального отверстия л од резьбу. Нарезание резьбы, 8. Полировка наждачной бумагой.
Сварочный участок Требования безопасности перед началом работы · Проверить исправность средств индивидуальной защиты и предохранительных приспособлений (щитки, темные стекла, очки и т.д.). Запрещается надевать промасленную и рваную спецодежду и обувь. · Привести в порядок рабочее место, убрать лишние предметы, мешающие в работе, а также легковоспламеняющиеся материалы. Не устанавливать сварочные аппараты в загроможденных местах. · Электросварщик путем проверки должен убедиться в полной исправности электросварочной аппаратуры, измерительных приборов, изоляции токоведущих проводов, плотности соединения всех контактов. Заземление сварочной установки (корпус аппарата, стол и т.д.) должно выполняться с помощью гибких медных проводов перед началом работы и не сниматься до ее окончания. · Помнить, что рабочее место сварщика должно иметь хорошую освещенность не менее 150лк, на что перед началом работы необходимо обратить внимание. · Знать, что при ведении сварочных работ необходимо обеспечить рабочее место средствами пожаротушения. Требования безопасности во время работы · Следить, чтобы руки, обувь и одежда были всегда сухими, так как работа электросварщика связана с применением электрического тока. · Напряжение на зажимах генератора или трансформатора, применяемых для питания электросварочных постов, в момент зажигания дуги не должно превышать 110 В для машин постоянного тока и 70 В для машин переменного тока. · Провода, подводящие ток к распределительному щиту и от него к местам сварки, должны быть надежно изолированы путем заключения их в резиновые шланги. Эти провода должны быть защищены от действия высокой температуры и механических повреждений. Запрещается пользоваться проводами с нарушенной изоляцией, имеющих оголенные соединения и т.д. · Для защиты лица и головы следует пользоваться специальным щитком или шлемом-маской. Если щиток или шлем имеют щели или трещины в стеклах, работать в них запрещается. · Швы от шлака очистить металлической щеткой и при этом надевать защитные очки. · Резать и сваривать металл навесу не разрешается. · Во избежании разбрызгивания расплавленного металла предварительно очистить место сварки. · Не оставлять электродержатель под током без надобности. · Рабочее место электросварщика необходимо ограждать ширмой, окрашенной в матовый цвет в целях защиты глаз рабочих, занятых поблизости на других работах. Стационарное место работы электросварщика должно быть оборудовано вытяжной вентиляцией. · При необходимости сварочных работ вблизи электроустановок кабелей и других токоведущих частей электроустановок, последние должны быть ограждены от возможного прикасания. · Запрещается одновременное производство сварочных работ и работ с пневмоинструментом на одной конструкции или на одном предмете. · При производстве сварочных работ в сырую погоду (под навесом или в сырых помещениях) кроме резиновых диэлектрических галош необходимо применять деревянный настил и резиновый коврик. · Закрытые металлические емкости должны быть освещены светильниками, расположенными снаружи, или ручными переносными лампами напряжением не более 12 В. Трансформатор для подключения переносных ламп устанавливается вне свариваемого объекта, вторичная обмотка его должна быть заземлена. · Запрещается одновременная работа внутри закрытых конструкций электросварщиков и газосварщиков. Требования безопасности по окончании работы · Электросварщик обязан: ü Отключить от электрической сети сварочный агрегат. ü Осмотреть свое рабочее место, убрать материал и детали на специально отведенное место и сложить их устойчиво. ü Собрать провода и защитные приспособления, уложить их в отведенное место.Убедиться, что после работы не осталось тлеющих предметов – ветоши, изоляционного материала и т.д. ü Сообщить мастеру о всех неисправностях на рабочем месте. ü Убрать спецодежду, инструмент и привести в порядок рабочее место.
1881г – Николай Банардос создал электрическо-дуговую сварку. 1888г – Славянов предложил использовать металический стержень.
Сварка - процесс получения неразъёмного соединения, путем расплавления основного и присадочного материала и установления межатомных связей между деталями, при их нагревании и пластическом деформировании.
Смертельная сила тока 0,1 А при напряжении 220В, или 380В
Щиток сварщика состоит из пластиковой маски, светофильтра, сменной защитной пластины светофильтра.
Опасные Факторы: 1) ультрафиолет 2) инфракрасное излучение 3) опасные газы 4) пыль 5) брызги жидкого металла
В состав электродов входят: 1) Шлакообразующие элементы 2) Газообразующие 3) Стабилизирующие 4) Легирующие 5) Связующие
Источник тока: 1) ВДМ1001(Выпрямитель дуговой многопостовой, МахI =1000A) От него отходят 3 балластных реостата (Мах I = 300А) 2) MasterTig MLS2500 (инверторного типа)
Прямая полярность – на электроде «-», на изделии «+». Обратная - наоборот.
При сварке на электроде образуется катодное пятно, а на изделии анодное. Температура при прямой полярности такова: на кончике электрода 2600°С, на металле 3000°С, между ними 6000°С. При обратной полярности наоборот. Расстояние между электродом и изделием 2-3 мм. Угол наклона электрода –70-80°от изделия.
Электрическая сварочная дуга – стационарный мощный электрический заряд при значительной плотности тока от 0,5 до 100А на мм.кв. в сильно ионизированной газовой среде между 2-мя электродами, один из которых свариваемое изделие. Основные марки электродов: МР-З (монтажные с рутиловым покрыти
|
|||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 1624; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.65.47 (0.017 с.) |











 Полярность
Полярность



