Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор мерительного инструментаСодержание книги
Поиск на нашем сайте
1.7 Выбор режущего инструмента Токарный резец – режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. По виду обработки резцы делятся на подрезные, проходные, расточные, отрезные, прорезные, резьбовые и фасонные. Большое распространение на сегодняшний день получили резцы с механическим креплением пластин. Применение резцов со сменными многогранными пластинами позволяет повысить эксплуатационные качества и обеспечивает высокую производительность. Для токарных операций (005,010, 015,020) используется следующий режущий инструмент: – Резец токарный подрезной сборный с механическим креплением твердосплавных 5-гранных пластин из сплава Т15К6 ГОСТ 21151-75 (твердый сплав, карбид титана; содержание карбид титана 5%, содержание кобальта 10%.) – Резец токарный проходной сборный с механическим креплением ромбовидной пластины из твердого сплава Т15К6 ГОСТ 21151-75. – Резец токарный расточной с ромбовидной пластиной из твердого сплава Т15К6 ГОСТ 25397-90 для растачивания глухих отверстий.
Рисунок 12 – Резцы: а) токарный подрезной; б) токарный расточной – Резец фасонный с пластиной из твердого сплава Т15К6 ГОСТ 21151-75.
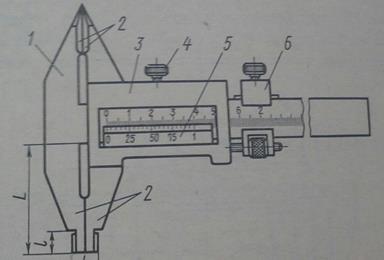
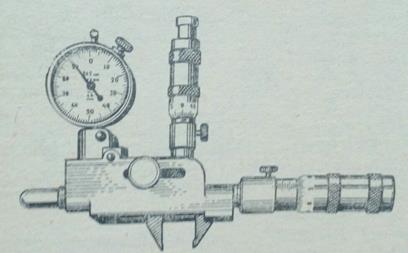
Для протяжной операции (025) используется протяжка чистовая из быстрорежущей стали Р18 ГОСТ 19265-73. Для зубофрезерной операции (030) используется червячная зуборезная фреза из быстрорежущей стали Р18 ГОСТ 19265-73. Для зубозакругляющей операции (035) используется фасонная зубозакругляющая фреза из быстрорежущей стали Р18 ГОСТ 19265-73. Для шлифовальной операции (045) используется шлифовальный круг 23А25НС27К1. Для шлифовальной операции (050) используется шлифовальный круг ПП400×63×18 – 15А 40 С1 6 К1. Для зубошлифовальной операции (055) используется шлифовальный круг 24А10НСМ28К1. В зависимости от требуемой точности измерения и размеров диаметра отверстия применяют различные измерительные инструменты. Контроль точности изготовления наружных и внутренних цилиндрических диаметров, длин, толщин производят штангенциркулем ШЩ – II. Штангенциркуль – это универсальный измерительный инструмент с двухсторонним расположением губок, предназначен для измерения наружных и внутренних диаметров, пределы измерения 0 – 200, значение отсчета 0,05 мм.
Рисунок 13 - Штангециркуль ЩЦ – II: 1 – штанга, 2 – измерительные губки; 3 – рамка, 4 – зажим рамки, 5 – нониус, 6 – микрометрическая подача. Гладкие калибры-пробки (рис. 2) служат для контроля отверстий. Конструктивно они выполнены в виде ручки и рабочей части. Рабочая часть может быть сделана заодно с ручкой или в виде вставок и насадок. У калибров-пробок, предназначенных для контроля точных отверстий (6—12-й квалитеты), вставки делают из твердого сплава. Калибры-пробки бывают односторонними и двусторонними. Односторонние делают проходными или непроходными. У гладких калибров-пробок проходная сторона (ПР) имеет наименьший предельный размер (т. е. должна проходить в отверстие), а непроходная (НЕ) — имеет наибольший предельный размер (т. е. не должна проходить в отверстие).
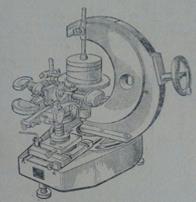
Рисунок 14 - Калибр – пробка с проходной и непроходной стороной Для каждого вида передачи разработаны соответствующие стандарты норм точности, в которых приведены отклонения по трем независимым нормам: - кинематической точности; - плавности работы; - контакта зубьев. Кинематическая точность зубчатого колеса определяет величину полной погрешности его поворота за один оборот. Эта погрешность возникает в результате непостоянства радиально положения осей заготовки и инструмента, а также в результате погрешности обката зубообрабатывающего станка. Кинематическая точность колеса может быть достаточно полно определена измерением его накопленной погрешности шага, на измерительном приборе фирмы «Цейсс».
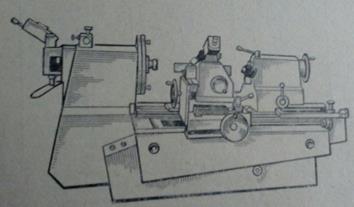
Рисунок 15 - Прибор фирмы «Цейсс» для измерения погрешности окружного шага Плавность работы зубчатого колеса определяется величиной составляющих погрешности угла поворота колеса, многократно повторяющихся за один его оборот. Из наиболее распространенных комплексов контроля плавности является контроль плавности зуба. С отклонением профиля зуба от теоретической эвольвентной кривой связаны погрешности станка, поэтому контроль профиля зуба осуществляется как при приемке зубчатых колес, так и при отладке технологического прогресса зубообработки. Профиль зуба измеряется на приборе называемом эвольвентомером. У эвольвентомера КЭУ-СМА теоретическая эвольвента воспроизводиться эвольвентным кулаком и рычажной передачей. Погрешность профиля регистрируется на записывающее устройство в виде волнистой линии.
Рисунок 16 - Эвольвентомер универсальный КЭУ-СМА Контакт зубчатых колес оценивается по направлению зуба, по погрешности формы зуба и направления контактной линии. Контакт зубчатых колес производят на контактомере универсальном БВ-5028.
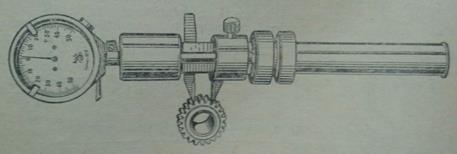
Рисунок 17 - Контактомер универсальный БВ-5028 Для обеспечения работы зубчатой передачи с нормальными условиями смазки и без заклинивания для каждого из видов сопряжения принят гарантированный зазор между зубьями, который в передаче можно контролировать непосредственно индикатором. Контроль по длине общей нормали производится измерительным средством – нормалемером БВ – 5045, данным измерительным средством определяют боковой зазор в передаче.
Рисунок 18 - Нормалемер БВ – 5045 Толщину зуба измеряют кромочным штангензубомером с микрометрическими головками ЗИМ - 16.
Рисунок 19 - Зубомер кромочный ЗИМ – 16
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 4; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.119.191 (0.027 с.) |