Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор оборудования и его характеристикиСодержание книги
Поиск на нашем сайте Подбираем оборудование, удовлетворяющее техпроцессу. Операция 005, 010, 015, 020 токарная черновая и чистовая на токарном станке с ЧПУ 16А20Ф3 Предназначен для разрезания дисковыми пилами черных металлов с временным сопротивлением разрыву до 1200 Н/см2 круглого и квадратного профилей, двутавра, швеллера, уголка под углом 0-30 в одну сторону и 0-45 в другую. Токарный винторезный станок модели 16А20Ф3 предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Обработка происходит в один или несколько проходов в замкнутом автоматическом цикле. Установка заготовок осуществляется в патроне, а длинных – в центрах. Область применения станка: мелкосерийное и серийное производство. В современном производстве токарный винторезный станок 16А20Ф3 компонуется с устройством УЧПУ NC-210.
Рисунок 4 – Токарный винторезный станок 16А20Ф3
Таблица 2-Техническая характеристика Токарно-винторезного станка модели 16А20Ф3 п\н Наименование перехода Величина параметра Наибольший диаметр обрабатываемой заготовки: - над станиной, мм - над суппортом, мм
Наибольшая длина обрабатываемой заготовки, мм Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм Число инструментов: Число частот вращения шпинделя: Пределы частот вращения шпинделя, мин-1 12,5 ... 2000 Пределы рабочих подач (бесступенчатое регулирование): - продольных, мм/мин - поперечных, мм/мин
3 ... 1200 1,5 ... 600 Скорость быстрых ходов: - продольных, мм/мин - поперечных, мм/мин
Габаритные размеры станка, мм 3360х 1710х1750
Устройство ЧПУ NC – 210 предназначено для управления станками простой конфигурации с числом координат не более четырех осей. Заложенный в устройстве моноблочный принцип компактности сделал возможным получение высокой надежности и помехозащищенности, малого потребления электроэнергии.
Рисунок 5 - Пульт управления УЧПУ «NC – 210». Таблица 3 - Технические характеристики УЧПУ «NC – 210» п\н Наименование перехода Величина параметра Количество управляемых координат, включая шпиндель Количество каналов датчика перемещений
Параметры ЦАП - разрядность ЦАП, разрядов:
Емкость памяти: - ОЗУ (память УЧПУ + буфер кадра) SDRAM, МВ - ЗУ, МВ
Дисплей: - тип
- интерфейс - видеопамять
LCD TFT 10.4̋ 640x480 LCD 24bit 256 МВ Клавиатура: - количество клавиш
Номинальное напряжение питания 220В/50Гц Степень защиты оболочкой: - лицевая панель - корпус
IP54 IP20 Габаритный размеры, мм 439х340х140 Масса, кг 9,7
Операция 025 Протяжная чистовая на горизонтально-протяжном станке 7Б55 Станок протяжной горизонтальный предназначен для обработки методом протягивания сквозных отверстий различной геометрической формы и размеров (как предварительно обработанных, так и черных) в пределах тягового усилия станка и длины хода рабочих салазок. При использовании специальных приспособлений, на нем можно также протягивать и наружные поверхности разнообразных профилей.
Рисунок 6 - Горизонтально-протяжной станок 7Б55. Таблица 4 - Технические характеристики горизонтально-протяжного станка 7Б55 п/н Наименование параметра Значение Класс точности по ГОСТ 8-71 Н Номинальное тяговое усилие, тс Наибольшая длина хода рабочих салазок, мм Наибольшая настроенная длина хода рабочих салазок, мм Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм Максимальный наружный диаметр обрабатываемой детали, мм Размеры рабочей поверхности передней опорной плиты станка, мм 450х450 Диаметр отверстия под планшайбу в опорной плите, мм 160А Диаметр отверстия в планшайбе, мм 125А Диаметр планшайбы, мм Наибольшая скорость рабочего хода, м/мин 11,5 Наибольшая / наименьшая скорость рабочего хода, м/мин 11,5 / 1,5
Регулирование скорости рабочего хода бесступенчатое
Рекомендуемая скорость обратного хода, м/мин 20...25
Мощность, кВт 18,5
Габариты, мм 6340x2090x1910
Масса, кг
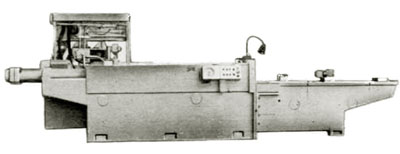
Операция 030 Зубофрезерная на зубофрезерном станке 5В312 Зубофрезерный полуавтомат 5В312 предназначен для нарезания зубьев цилиндрических колес в условиях серийного и крупносерийного производства. Компоновка полуавтомата с подвижным в вертикальном направлении столом и открытой зоной обработки позволяет легко оснащать его различными загрузочными устройствами и использовать как автомат.
Рисунок 7 - Зубофрезерный полуавтомат 5В312: 1 – поддон станины, 2 – станина; 3 – наладочный пульт управления, 4 – верхний корпус, 5 – контрподдержка, 6 – суппорт, 7 – пиноль, 8 пульт управления циклом, 9 – лимб настройки межосевого расстояния, 10 – ограждение стола, 11 – ящик сбора стружки, 12 и 13 – маслоуказатели. Таблица 5- Технические характеристика зубофрезерного полуавтомата 5В312 п/н Наименование параметра Значение Наибольший модуль нарезаемого колеса, мм Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм Наибольший угол наклона нарезаемых зубьев обрабатываемых колес, град ±45 Расстояние между осями стола и фрезы, мм 55..245 Расстояние от плоскости стола до оси фрезы, мм 120..300
Продолжение таблицы 5 Ускоренное перемещение стола, мм/мин Наибольшее перемещение стойки фрезерного суппорта, мм Ускоренное перемещение суппорта, мм/мин Наибольший диаметр режущего инструмента (червячной фрезы), мм Наибольшая длина режущего инструмента (червячной фрезы), мм Конус фрезерных оправок, мм Морзе 5 Поворот суппорта на одно деление шкалы линейки, град 1° Наибольшее осевое перемещение фрезы, мм Суммарная мощность электродвигателей, кВт 11,8 Габаритные размеры станка (длина х ширина х высота), мм 2000 х 1300 х 2040 Масса станка с электрооборудованием и охлаждением, кг
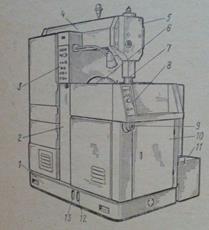
Операция 035 Зубозакругляющая на зубозакругляющем станке 5Н80 Зубозакругляющий полуавтомата 5Н580, предназначен для закругления торцов зубьев прямозубых и косозубых цилиндрических колес наружного и внутреннего зацепления пальцевой фрезой. Обработка производиться при непрерывном вращении заготовки, совершающем быстрое вращательное движение.
Рисунок 8 - Зубозакругляющий полуавтомат 5Н580: 1 – станина, 2 – резервуар гидравлики, 3 – гидростанция, 4 – электрошкаф, 5 – пульт управления, 6 – стойка, 7 – гидроцилиндр подачи, 8 – маховик перемещения суппорта, 9 – суппорт, 10 – охлаждение, 11 – инструментальный шпиндель, 12 – ограждение столов, 13 – квадрат перемещения стойки, 14 – валик установки делительного колеса в исходное положение.
Таблица 6-Технические характеристики зубозакругляющего полуавтомата 5Н580 п/н Наименование параметра Значение Класс точности Н Наибольший диаметр обрабатываемой детали, мм Наибольший модуль обрабатываемых зубчатых колес Min частота вращения шпинделя об/м Max частота вращения шпинделя, об/м Мощность, кВт 1,1 Размеры (ДхШхВ), мм 1730х1200х1665 Масса станка с выносным оборудованием, кг
Операция 045 Шлифовальная на внутришлифовальном станке 3К228 Внутришлифовальный станок 3К228, 3К229 предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий. Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Рисунок 9 - Общий вид внутришлифовального станка 3К228А Таблица 7-Технические характеристики внутришлифовального станка 3К228А п/н Наименование параметра Значение Класс точности А Наибольший диаметр обрабатываемой детали, мм Частота вращения торцового шпинделя, об/мин Частота вращения изделия (бесступенчатое регулирование), об/мин 60…600 Max частота вращения шпинделя, об/м Общая мощность электродвигателей, кВт 14,2 Размеры (ДхШхВ), мм 3535 х 1460 х 1870 Масса станка с выносным оборудованием, кг
Операция 050 Шлифовальная на круглошлифовальном станке 3У14 Круглошлифовальный станок 3У142 универсальный полуавтамат, предназначенный для обработки наружных и внутренних поверхностей методом продольного или врезного шлифования.
Рисунок 10 - Круглошлифовальный станок 3У142
Таблица 8 - Технические характеристики круглошлифовального станка 3У142 п/н Наименование параметра Значение Высота центров, мм Наибольший диаметр обработки, мм Наибольший диаметр обработки, мм Наименьший диаметр шлифуемого отверстия, мм Наибольшая длина шлифуемого отверстия, мм Мощность электродвигателя привода изделия, кВт 1,5 Размеры (ДхШхВ), мм 5000 х 3420 х2220 Масса станка с выносным оборудованием, кг
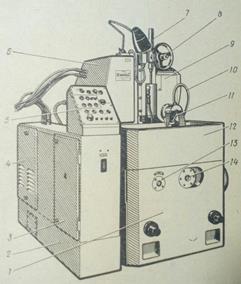
Операция 055 Зубошлифовальная на зубошлифовальном станке полуавтомате 5В833 Зубошлифовальный полуавтомат 5В833 предназначен для шлифования зубьев цилиндрических прямозубых и косозубых колес по методу обкатка с непрерывным делением в условиях серийного и крупносерийного производства. Привод шлифовального круга и изделия осуществляется от отдельных синхронных электродвигателей. Правка червячного круга производиться непосредственно на полуавтомате стальными накатниками, алмазными резцами или алмазными роликами, но может осуществляться и вне основного полуавтомата на специальном правочном станке модели 5033.
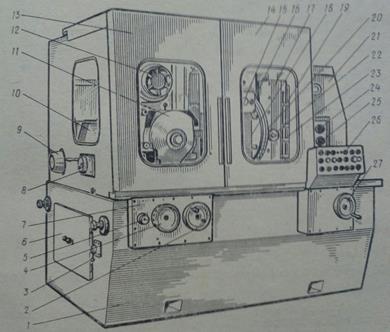
Рисунок 11 - Зубошлифовальный полуавтомат 5В833: 1 – станина, 2 – маховик радиального перемещения шлифовальной бабки, 3 – кран установки режима, 4 – маховик радиального врезания, 5 – головка установки единичной подачи, 6 – крышка гидростанции, 7 – плита управления, 8 – маховик механизма правки, 9 – привод правки, 10 – шлифовальная бабка, 11 – кожух шлифовального круга, 12 – вентилятор, 13, 14 – ограждение, 15 – манометр торможения, 16 – винт установки давления манометра, 17 – каретка, 18 – суппорт, 19 – кулачок ограничения хода каретки, 20 – линейка, 21 – стойка, 22 – квадрат поворотного суппорта, 23 – кулачок изменения величины нагрузки, 24, 25 – лимбы установки подачи, 26 – пульт управления, 27 – маховик перемещения стойки. Таблица 9 - Технические характеристика зубофрезерного полуавтомата 5В312: п/н Наименование параметра Значение Диаметр обрабатываемого колеса, мм 40-320 Модуль обрабатываемого колеса, мм 0,5-4 Max ширина обрабатываемого колеса с прямыми зубьями, мм Число зубьев обрабатываемого колеса 12-200 Max угол наклона зубьев обрабатываемого колеса, град Max размеры шлифовального круга (диаметр X ширина), мм 400x80 Вид шлифовального круга Червячный
Продолжение таблицы 9 Частота вращения шлифовального круга, об/мин Мощность электродвигателя привода шлифовального круга, кВт Габариты (мм) 2400x2500x2040 Вес (кг)
|
||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 4; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.153.232 (0.008 с.) |