Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Электрополировка. Электроразмерная обработка.Содержание книги
Поиск на нашем сайте
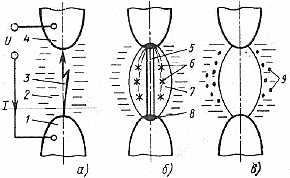
52. Электроэрозионная обработка Электроэрозионныеметодыобработкиоснованыназаконахэрозии (разрушения)электродов изтокопроводящих материалов при пропускании между ними импульсного или постоянного электрического тока. Кэтимметодамотносят:электроискровую,электроимпульсную, высокочастотнуюиэлектроискровуюиэлектроимпульсную,электроконтактную обработку. Подостиженииимпульснымнапряжениемопределенногозначениямежду электродом-инструментом(4)иэлектродом-деталью(1)вдиэлектрической жидкости (2) происходит электрический пробой. При этом от электрода, который в данный момент является катодом, отделяется стример (3) и направляется к аноду, ионизируя на своем пути жидкость. В результате этой фазы (её длительность 10-9–10-7 с) образуется канал сквозной проводимости и сопротивление межэлектродного промежутка снижается от нескольких МОм до долей Ом (а).Через канал проводимости виде импульса выделяется электрическая энергия,накопленная в источнике питания (б).при этом происходит электрический разряд (5),длительностькоторогосоставляет10-6–10-4с,длякоторогохарактерно падающаявольт-ампернаяхарактеристика.Разрядпроходитискровуюидуговую стадию. Благодаря высокой концентрации энергии в зоне разряда и приэлектродных областях развиваются высокие температуры. Под их воздействием образуется паро-газоваяполость(7).Вприэлектродныхобластях(8)происходитплавлениеи испарениемикропорцийметалланаповерхностиэлектрода.Врезультате развивающегосядавлениякаплижидкогометалла(6)выбрасываютсяиззоны разрядаизастываютвокружающейэлектродыжидкойсредеввидемелких сферических частиц (9) (в). Послепробояэлектрическаяпрочностьмежэлектродногопромежутка восстанавливается. Следующийразрядвозникаетвдругом месте междудругими неровностямиповерхностейэлектродов. Приэтомэлектрод-инструментполучает возможность внедряться в обрабатываемую деталь.
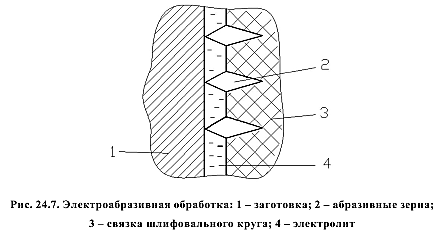
Приэлектроабразивнойиэлектроалмазнойобработкеинструментом-электродом служит шлифовальный круг, выполненный из абразивного материала на электропроводящей связке. Между анодом-заготовкой и катодоа – шлифовальным кругом имеется межэлектродный зазор, образованный зернами, выступающими из связки. Взазорподаетсяэлектролит. Продуктыанодногорастворенияматериала заготовкиудаляютсяабразивнымизернами.Шлифовальныйкругимеет вращательное движение, а заготовка – движение подачи.
Приэлектроабразивнойобработке85–90%припускаудаляетсязасчет анодного растворения и 10–15% за счет механического воздействия.
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 10; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.172.190 (0.01 с.) |

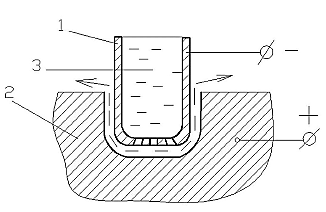 Электрохимическая размерная обработка: еевыполняютвструеэлектролита,прокачиваемогоподдавлениемчерез межэлектродныйпромежуток,образуемыйобрабатываемойзаготовкой-анодоми инструментом-катодом.Струяэлектролитанепрерывноподаетсявмежэлектродныйпромежуток, растворяет образующийся на заготовке-аноде соли и удаляет их из зоны обработки. Инструментупридаютформу,обратнуюформеобрабатываемойповерхности. Формообразованиеповерхностипроисходитпометодуотражения(копирования), при котором отсутствует износ инструмента, так как им является струя электролита.Этимспособомобрабатываютзаготовкиизвысокопрочныхсплавов, карбидных и труднообрабатываемых металлов.Дляразмернойэлектрохимическойобработкииспользуютнейтральные электролиты, такие как растворы солей NaCl, NaNO3, Na2SO4.
Электрохимическая размерная обработка: еевыполняютвструеэлектролита,прокачиваемогоподдавлениемчерез межэлектродныйпромежуток,образуемыйобрабатываемойзаготовкой-анодоми инструментом-катодом.Струяэлектролитанепрерывноподаетсявмежэлектродныйпромежуток, растворяет образующийся на заготовке-аноде соли и удаляет их из зоны обработки. Инструментупридаютформу,обратнуюформеобрабатываемойповерхности. Формообразованиеповерхностипроисходитпометодуотражения(копирования), при котором отсутствует износ инструмента, так как им является струя электролита.Этимспособомобрабатываютзаготовкиизвысокопрочныхсплавов, карбидных и труднообрабатываемых металлов.Дляразмернойэлектрохимическойобработкииспользуютнейтральные электролиты, такие как растворы солей NaCl, NaNO3, Na2SO4.