Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Точение. Основные параметры.. Шлифование. Область применения.Содержание книги
Поиск на нашем сайте
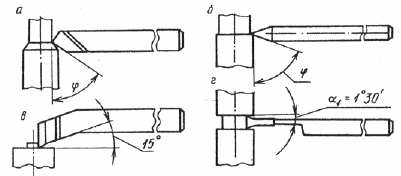
45. Точение. Основные параметры. Точение характеризуется двумя движениями: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента – резца (движением подачи). Этим методом обрабатываются заготовки типа тел вращения. Разновидности точения: а.Обтачивание – обработка наружных поверхностей; б.Растачивание – обработка внутренних поверхностей; в.Подрезание – обработка плоских торцовых поверхностей; г.Отрезка – разделение заготовки на части или отрезка готовой детали от заготовки. Для токарной обработки скорость резания: v=π ⋅D⋅n, где D – диаметр обрабатываемой заготовки; n – частота вращения заготовки. Толщина слоя металла, срезаемого за один проход резца t=( D−d )/2. ПодачейSназываютвеличинуэлементглавногодвиженияперемещения инструмента или детали. Время, затраченное непосредственно на процесс отделения стружки, называют основным технологическим:
где L – путь проходимый резцом в направлении подачи; i – число проходов резца на данной операции; h – припуск на обработку; S0 – подача на оборот; n – частота вращения заготовки. 46. Шлифование. Область применения. Шлифованием называют процесс обработкизаготовок резаниемс помощью абразивныхкругов.Абразивныезернарасположенывкругебеспорядочнои удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек(до 100 мм в минуту). Шлифовальные круги срезают стружку на оченьбольшихскоростях–от30м/сивыше.Процессрезаниякаждымзерном осуществляетсяпочтимгновенно. Обработаннаяповерхностьпредставляетсобой совокупность микроследов абразивных зерен и имеет малую шероховатость. Часть зерен ориентирована работу трения по поверхности резания.Обработкашлифованиемвбольшинствеслучаевявляетсячистовойи отделочнойоперацией,обеспечивающейввысокекачествообработанной поверхностииточностьобработки(1–2квалитеты).Внекоторыхслучаях шлифованиеприменяютдляпредварительнойобработки(очистки)заготовок, обдирки при снятии слоя до 6 мм. Процесс шлифованияобычноосуществляетсяприпомощитрехдвижений:вращенияшлифовальногокруга,вращенияиливозвратнопоступательного перемещения обрабатываемой детали и движения подачи, осуществляемого кругом или обрабатываемой деталью.Шлифованиенаружныхповерхностейцилиндрических,конических, фасонныхтелвращенияиихторцевыхповерхностейпроизводятна круглошлифовальных станках с использованием плоских, дисковых, тарельчатых и чашечных шлифовальных кругов.
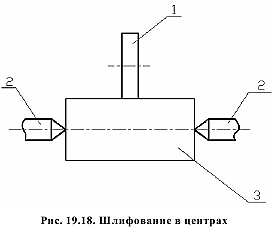
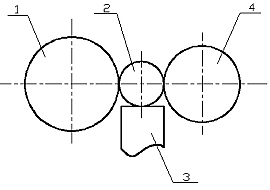
При этом широко используют два основных метода круглого шлифования: в центрах и бесцентровое.При шлифовании в центрах шлифовальный круг (1) закрепляется на шпиндель шлифовальной бабки и вращается с заданной скоростью. Обрабатываемая деталь (3) устанавливается в центрах (2) передней и задней бабки и вращается навстречу кругу со значительно меньшей (в 50–100 раз) скоростью (окружной подачей). При бесцентровом шлифовании используют два круга: шлифовальный(1) и ведущий (4). Шлифовальный круг вращается со скоростью 30–40 м/с, а ведущий – со скоростью примерно в 100 раз меньшей. Обрабатываемая деталь (2) опирается на нож (3) и вращается ведущим кругом.
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 11; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.184.195 (0.01 с.) |