
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Литье металлов в песчаные формы и по выплавляемым моделям.Содержание книги
Поиск на нашем сайте
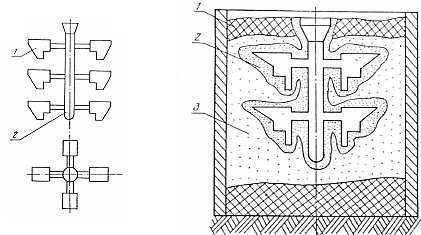
49. Литье металлов в песчаные формы и по выплавляемым моделям. Модель, изготовленная из легкоплавкого металла (парафин, стеарин, терезин) выплавляется из формы. Поскольку форма не разнимается, точность литья высокая. Моделиизготавливаютсявразъемныхметаллическихпресс-формах.Такоелитье применяетсядляполучениядеталейсложнойконфигурацииизсталей,цветных сплавов и труднообрабатываемых материалов массой до нескольких кг. Достоинстваметода:высокаяпроизводительностьивозможность автоматизации;точность размеров(10–12квалитет) и шероховатостьRz=40–10; сокращениена40–80%объемамеханическойобработкизасчетуменьшения припусковитолщиныстенок;возможностьармированияотливокиполучения деталейсложнойконфигурацииизтруднообрабатываемых материалов массойдо нескольких кг.Основнойнедостаток–высокаястоимостьлитья. Операции ТП: получение модели с литниковой системой и сборка их в блоки; нанесениеогнеупорногопокрытия(окунаниевсуспензию,обсыпкаогнеупором, сушка3–8раз),выплавкамодели;еезаформовываниевопокуипрокаливание, заливка металла.
Рис. 23.2. Литниковые модели
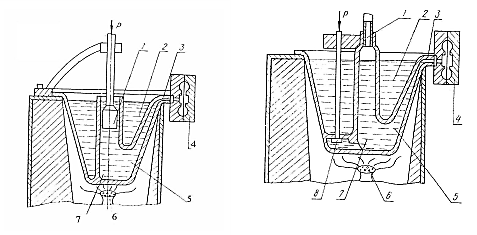
50. Литье под давлением Применяют для получения заготовок массой ≤16 кг из легкоплавких цветных сплавов.Самыйпроизводительныйспособлитья(60–150отливоквчасв одногнезднойформе,>2500вмногогнездной).Используетсядлямассовогои серийного производства из-за высокой стоимости СТО и оборудования. В поршневых машинах (с горизонтальной или вертикальной камерой сжатия) расплавленный металл(кроме алюминиевых сплавов) под высоким(до 500 МПа) давлением и с большой скоростью (до 80м/с) подается в рабочую полость стальной формы через подводящий канал поршнем. Алюминиевые сплавы отливаются в компрессорных машинах, где давление на металлсоздаетсясжатымвоздухом(расплавленныйалюминийразрушает поверхность поршня и камеры давления). Поршневые машины дают более точные и качественныеотливки(меньшегазовыхвключений,болееплотныеметалл),но обладаютменьшейпроизводительностьюиз-заручнойподачипорциижидкого металла. Оптимальной является температура жидкого металла на 20–30є выше Тпл. При повышенныхтемпературахперегреваетсяибыстровыходитизстрояформа, увеличиваетсяпористостьичислораковин,призаниженной–литейнаяформа плохозаполняется.Качестволитьяопределяетсяконструкциейикачеством изготовления форм. Из-за высокой стоимости используются формы для групповой отливки,системывкладышей,дляизмененияконфигурацииотливок,атакже нормализованные конструкции форм для различных заготовок.
|
|||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 11; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.143.239.189 (0.008 с.) |

 Достоинстваметода:большая(8–12квалитет)точностьразмеров, шероховатость Rz40–6,3, толщина стенок до 0,6 мм, малые припуски на обработку, возможность армирования. Недостатки: высокая стоимость и сложность изготовления форм, пористость отливок,трудностьполучениятолстостенныхзаготовок(из-завысокойскорости заливки образуются раковины).Получают:заготовкистанин, кронштейнов, радиаторов,экранов, корпусных деталей и т.д.
Достоинстваметода:большая(8–12квалитет)точностьразмеров, шероховатость Rz40–6,3, толщина стенок до 0,6 мм, малые припуски на обработку, возможность армирования. Недостатки: высокая стоимость и сложность изготовления форм, пористость отливок,трудностьполучениятолстостенныхзаготовок(из-завысокойскорости заливки образуются раковины).Получают:заготовкистанин, кронштейнов, радиаторов,экранов, корпусных деталей и т.д.


