Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Отчет по лабораторной работе № 4Содержание книги
Поиск на нашем сайте
Микроструктура железоуглеродистых сплавов
1. Цель работы. 2. Диаграмма состояния сплавов «Железо – цементит».
3. Определение структурных составляющих: Феррит ________________________________________________________ Аустенит _______________________________________________________ Цементит_______________________________________________________ Графит _________________________________________________________ Перлит _________________________________________________________ Ледебурит ______________________________________________________
4. Микроструктура сталей в равновесном состоянии (после медленного охлаждения) и чугунов просматривается на микроскопе _____________
5. Результаты просмотра структур
Лабораторная работа № 5 Термическая обработка стали Цель работы: ознакомление с практикой выполнения отжига, нормализации, закалки и отпуска на примере конструкционной стали 40Х (0,4 % углерода, 1 % хрома). Изучение влияние режимов термической обработки на твёрдость стали. Содержание работы Свойства стали зависят от химического состава и структуры. Термической обработкой, изменяя структуру, можно получить требуемые свойства конкретной детали. Различают основные виды термической обработки стали: отжиг, нормализацию и закалку. Любая обработка стали состоит из нагрева, выдержки при температуре нагрева и охлаждения. Нагрев и выдержка необходимы для превращения исходной структуры в однородный аустенит. Охлаждение с различной скоростью от аустенитного состояния приводит к образованию различных структур и определяет получение требуемых свойств стали. 1.1. Основные виды термической обработки стали и их Отжиг – нагрев стали выше линии А3 (рис. 5.1) доэвтектоидной или А1 заэвтектоидной на 30–50 °С, выдержка при этой температуре и последующее охлаждение вместе с печью. Весьма медленное охлаждение приводит сталь в равновесное состояние, снижает её твёрдость. Выполняется для исправления структуры или улучшения обрабатываемости резанием конструкционных и инструментальных сталей. Нормализация – нагрев стали выше линии А3 (доэвтектоидной) или Аст (заэвтектоидной) на 30–50 °С, выдержка при этой температуре и последующее охлаждение – на спокойном воздухе. Более ускоренное охлаждение при нормализации несколько повышает прочность и твёрдость стали. Выполняется для исправления структуры или придания большей прочности и повышенной вязкости конструкционным и инструментальным сталям. Закалка – нагрев стали выше линии А3 (доэвтектоидной) или А1 (заэвтектоидной) на 30–50 °С, выдержка при этой температуре и последующее ускоренное охлаждение – в воде, масле или другом охладителе. Максимально повышается твёрдость и прочность конструкционных и инструментальных сталей.
Процессы нагрева стали Температура нагрева определяется положением критических точек А1 и А3 на диаграмме «Железо – цементит» (рис. 5.1а). Для правильного выполнения термической обработки сталей температуры нагрева должны соответствовать указанным областям, в которых основное фазовое состояние – аустенит. Если же по какой-либо причине температура нагрева окажется ниже линии А1, то исходная структура сохраняется и свойства сталей после охлаждения не изменяются.
а) б) Рис. 5.1. Стальной участок диаграммы «Железо – цементит» (а) и температурные области
В случае нагрева доэвтектоидных сталей выше А1, но ниже линии А3, не весь феррит превратится в аустенит. Присутствие в структуре нерастворенного феррита, имеющего низкую твердость, обуславливает пониженную твердость стали. Такая закалка считается неполной. У заэвтектоидных сталей при закалке растворение цементита вторичного в аустените нежелательно из-за охрупчивания стали, поэтому нагрев выполняется выше линии А1, но ниже линии Аст. Таблица 5.1 Нормы времени нагрева изделий различной формы в лабораторных печах
Время выдержки в печи складывается из времени прогрева изделия до заданной температуры и длительности выдержки при температуре, необходимой для превращения исходной структуры в аустенит. Время нагрева зависит от типа нагревающего устройства, способа укладки изделий, температуры нагрева, формы, размеров изделия и от других факторов. Нормы времени нагрева изделий различной формы в лабораторных печах приведены в табл. 5.1.
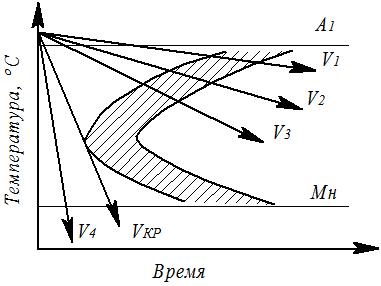
Процессы охлаждения стали Охлаждающая среда обеспечивает определённую скорость охлаждения и назначается исходя из требуемых структуры и свойств стали. Получаемую структуру можно определить при наложении векторов скоростей охлаждения на термокинетическую диаграмму (рис. 5.2) распада аустенита. В зависимости от скорости охлаждения превращение аустенита может быть диффузионным и бездиффузионным. Критерием превращения является критическая скорость закалки VКР. Это наименьшая скорость охлаждения, при которой подавляется диффузия атомов углерода. Для углеродистых и низколегированных сталей
Рис. 5.2. Термокинетическая диаграмма распада аустенита эвтектоидной стали:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 760; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.007 с.) |