Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор марки твердого сплава режущей пластиныСодержание книги
Поиск на нашем сайте
Выбор марки твердого сплава режущей пластины зависит от следующих факторов: 1.Условия обработки: - Хорошие – высокие скорости. Непрерывное резание. Предварительно обработанные заготовки. Высокая жесткость технологической системы «станок-приспособление-инструмент-заготовка». Требования к твердому сплаву – высокая износостойкость. -Нормальные: Умеренные скорости резания. Контурное точение. Поковки и отливки. Достаточная жесткость технологической системы «станок – приспособление – инструмент – заготовка». Требования к твердому сплаву – хорошая прочность в сочетании с достаточно высокой износостойкостью. -Тяжелые: Невысокие скорости. Прерывистое резание. Толстая корка на литье или поковках. Нежесткая система «станок – приспособление – инструмент – заготовка». Требования к твердому сплаву – высокая прочность. Области применения твердого сплава определяют по табл. 11. Более подробные рекомендации по применению твердых сплавов производства САНДВИК - МКТС было рассмотрено ранее в таблице 10.
Таблица 11 Области применения твердых сплавов
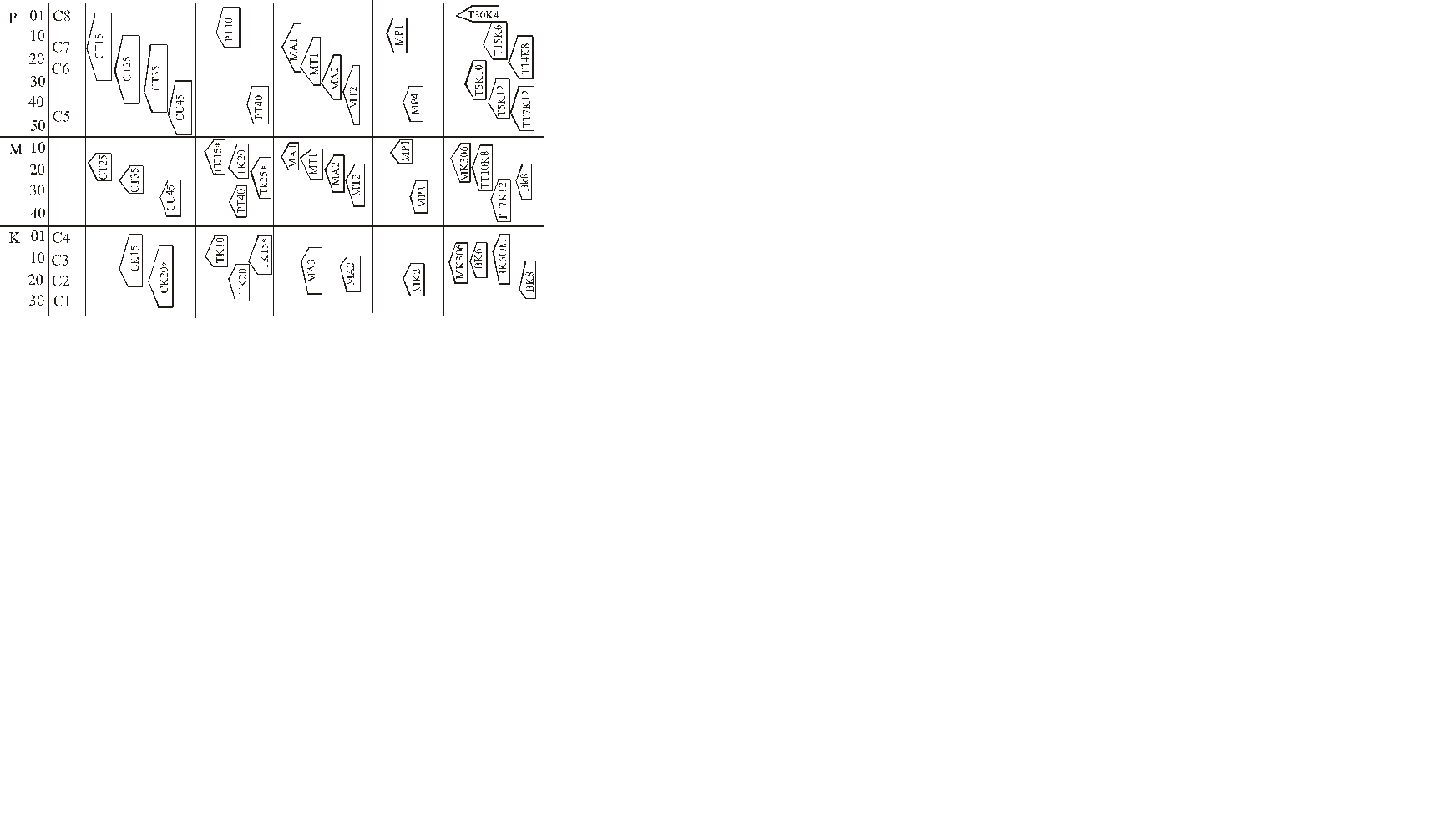
После определения области применения, выбирается наиболее подходящая марка твердого сплава по таблице 12. Таблица 12 Выбор марки твердого сплава
IV Назначение режимов резания при точении Выбор режимов резания является важным этапом, во многом определяющим производительность и качество обработки. Выбор режимов резания осуществляется в определенной последовательности.
Выбор подачи Выбор подачи осуществляется в зависимости от вида обработки. При черновой обработке следует стремиться выбрать максимально возможную подачу. Ограничением при этом являются:
-мощность станка; -жесткость системы «станок – приспособление – инструмент - заготовка»; -несущая способность выбранной режущей пластины с учетом геометрии передней поверхности. Экономически целесообразно при черновой обработке такие режимы, при которых больший удельный съем металла обеспечивается за счет комбинации большей подачи и умеренной скорости резания. Рекомендуемые значения подачи при черновой обработке с учетом радиуса при вершине СМП были приведены в табл. 9, а при чистовой – в табл. 10. Следует помнить, что выбранное значение чистовой подачи обеспечит требуемое качество обрабатываемой поверхности только при соблюдении следующих условий: -используемая геометрия передней поверхности пластины обеспечивает устойчивое стружкодробление; -скорость резания выбрана достаточно высокой, чтобы избежать наростообразования; -отсутствие вибраций. Выбор скорости резания Исходными данными для определения скорости резания Vc являются: -марка обрабатываемого материала; -марка твердого сплава; -величина подачи S, мм/об. Необходимо также задаться требуемым периодом стойкости инструмента. Выбор скорости резания начинается с определения ее начального значения Vcо. Затем определяется действительная скорость резания Vcс учетом требуемой стойкости инструмента и твердости обрабатываемого материала. Значение начальной скорости резания принимаются из таблиц, например, при обработки материалов группы Р по табл.13. Значения скоростей резания, приведенные в таблице, рассчитаны на базовый период стойкости режущей кромки в 15 мин. Действительная скорость резания
где
Значение поправочного коэффициента Таблица 14 Значение поправочного коэффициента для периодов стойкости, отличных от 15мин
Режимы резания определенные таким образом носят лишь рекомендательный характер и могут быть использованы при проектных расчетах. Окончательные значения скорости резания и подачи уточняются на стадии отработки технологической операции в производственных условиях.
Таблица 13. Значения скоростей резания при обработке материалов группы Р
Значение поправочного коэффициента Таблица 14.Значение поправочного коэффициента, зависящего от реальной твердости обрабатываемого материала.
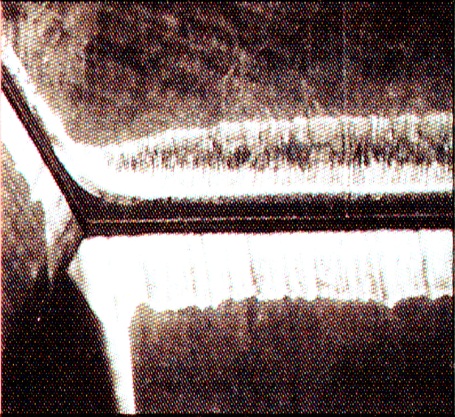
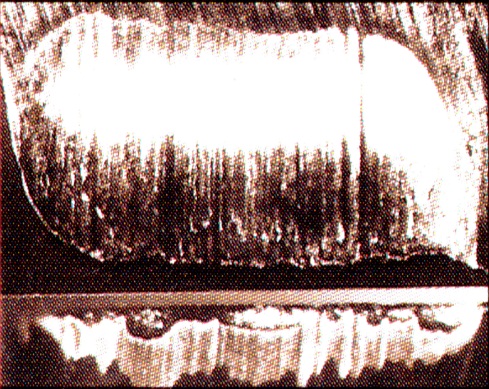
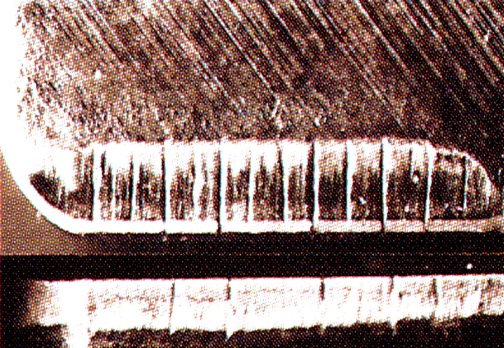
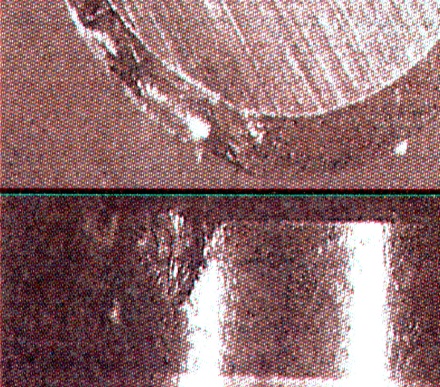
О правильности выбора марки твердого сплава и режимов резания можно судить по износу контактных поверхностей СМП и повреждениям режущих кромок, характерные виды которых приведены на рис. 35.
В таблице 15 приведены рекомендации, позволяющие управлять изнашиванием контактных поверхностей в процессе резания. Таблица 15 Рекомендации по управлению износом СМП при точении
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 120; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.255.180 (0.009 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 определяется по формуле:
определяется по формуле: ,
, - поправочный коэффициент, зависящий от реальной твердости обрабатываемого материала,
- поправочный коэффициент, зависящий от реальной твердости обрабатываемого материала, - поправочный коэффициент для периодов стойкости, отличных от 15 мин.
- поправочный коэффициент для периодов стойкости, отличных от 15 мин. определяется по таблице 14.
определяется по таблице 14. определяется по табл.14.
определяется по табл.14.