Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор размера и геометрии передней поверхности пластины
При выборе геометрии передней поверхности СМП необходимо учитывать следующие факторы: а) Тип обработки в соответствии с таблицей 6. б) Принадлежность обрабатываемого материала к какой-либо из основных групп обрабатываемых материалов Р, М, или К. Таблица 6 Классификация типов обработки
Соответствие отечественных конструкционных материалов группам Р, М, и К рассмотрено ранее и представлено в таблице 2.11. В таблице 6. приведены рекомендации по выбору геометрии передней поверхности СМП в зависимости от типа обработки для материалов групп Р, М, и К. Размер пластины определяется максимальной величиной глубины резания для данной операции, ее формой и конструкцией (1– или 2– сторонняя), а также величиной главного угла в плане Размер пластины желательно выбирать минимальным, исходя из условия:
где
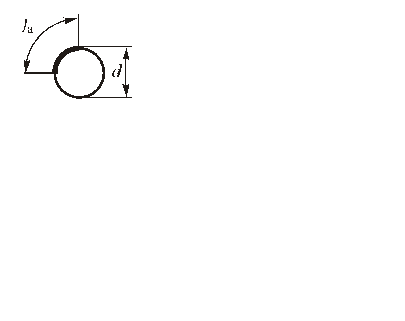
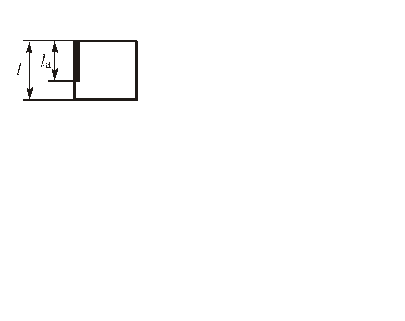
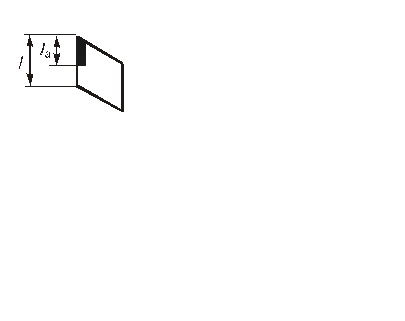
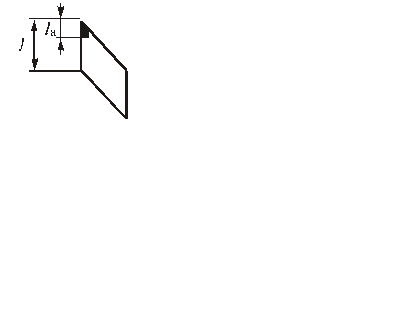
Фактические значения Для пластин с геометрией передней поверхности, предназначенных для чистовой обработки, величину Максимальные значения величины l а в зависимости от формы пластины показаны на рис. 37.
Таблица 7 Фактические значения с учетом глубины резания и главного угла в плане j
Где: (S) – фирма «Sandvik Coromant» (Швеция);
(K) – фирма «Korloy» (Южная Корея); (C) – фирма «Ceratizit» (Австрия); (M) – фирма «Kennametal» (США); (W) – фирма «Walter» (Германия).
Таблица 8 Зависимость эффективной длины режущей кромки от главного угла в плане j
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 . Основным параметром при выборе размера пластины является эффективная длина режущей кромки l а.
. Основным параметром при выборе размера пластины является эффективная длина режущей кромки l а. ,
, - фактическая эффективная длина режущей кромки в зависимости от глубины резания;
- фактическая эффективная длина режущей кромки в зависимости от глубины резания; - максимальное значение величины
- максимальное значение величины  в зависимости от формы пластины.
в зависимости от формы пластины.