Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приводные блоки с быстросменной системой закрепления режущего инструментаСодержание книги
Поиск на нашем сайте
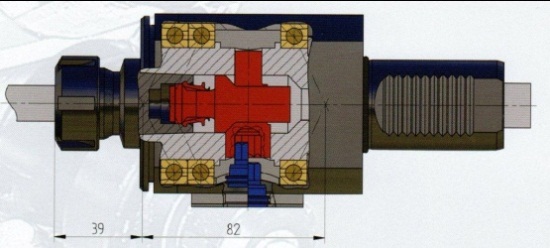
· Прямой сверлильно-фрезерный блок. (Рис. 12) Преимущества: -повышенная стабильность и жесткость системы, особенно при фрезеровании -повышенные режимы резания и лучшее качество обработки поверхности -более длительный срок службы режущего инструмента -короткая выступающая часть от фронтальной опорной поверхности шпинделя -длинная рабочая дистанция между осевыми подшипниками шпинделя -большой вылет инструмента относительно базовой поверхности
Зажимной механизм интегрирован в полость шпинделя приводного инструмента, что позволяет подшипникам шпинделя располагаться прямо за фронтальной опорной поверхностью.
Рис. 12. Прямой сверлильно-фрезерный блок
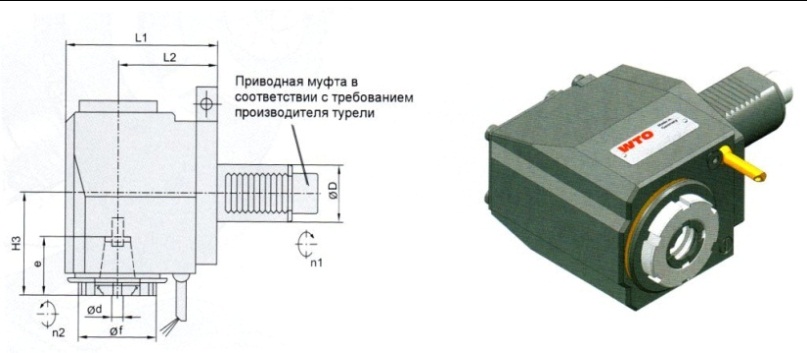
· Угловой сверлильно-фрезерный блок
Рис. 13. Регулируемый угловой сверлильно-фрезерный блок
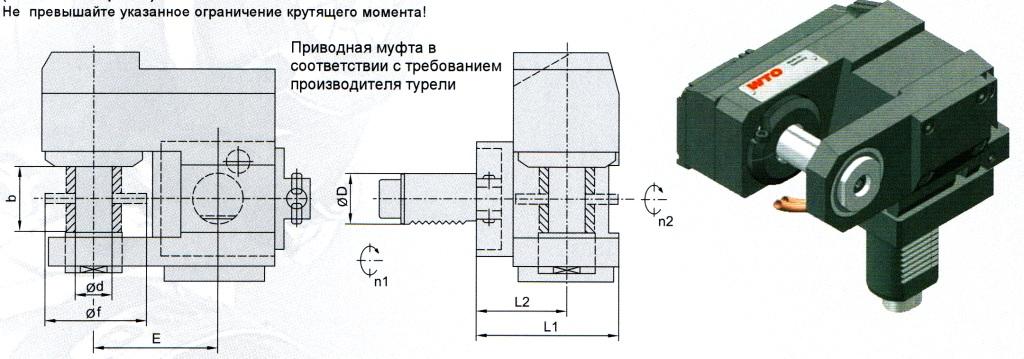
Рис. 14. Угловой 90° сверлильно-фрезерный блок (для увеличения скорости) · Смещенный блок для прорезных фрез (Рис. 15)
Рис. 15. Смещенный блок для прорезных фрез
Преимущества угловых сверлильно-фрезерных блоков: ( Рис. 16 ) 1- основа шпиндельного узла= высокая жесткость и наилучшие показатели резания 2- компактный дизайн= возможность использования инструмента с большим вылетом 3- уплотнение= защита от загрязнений для увеличения срока службы 4- наружная гайка цанги= наибольшая сила закрепления 5- индикатор базовой поверхности= быстрая и точная регулировка нужного угла 6- регулировка соосности= высокоточная регулировка нужного угла
Рис. 16 - угловые сверлильно-фрезерные блоки
Инструментальные материалы Требования, предъявляемые к инструментальным материалам 1. Для того чтобы режущий клин инструмента, не деформируясь, мог срезать слой обрабатываемого материала, твердость инструментального материала должна значительно превосходить твердость обрабатываемого материала. Поэтому одним из основных требований, предъявляемых к инструментальному материалу, является его высокая твердость. 2. Высокие механические нагрузки на режущий клин инструмента требуют, чтобы инструментальный материал обладал достаточной механической прочностью. Режущий клин инструмента должен выдерживать высокие напряжения без хрупкого разрушения и заметного пластического деформирования. Так как инструмент может работать в условиях знакопеременных (циклических) нагрузок (прерывистое резание, непрерывное резание с переменным припуском или твердыми включениями на поверхности заготовки и т.д.), поэтому, желательным требованием к инструментальному материалу, наряду с механической прочностью на сжатие и изгиб, является высокая сопротивляемость разрушению при знакопеременном нагружении (высокий предел выносливости). 3. В процессе резания контактные площадки инструмента подвергаются высокому температурному воздействию (до 800-1000 оС), что может привести к температурному разупрочнению и потере твердости инструментального материала. Поэтому следующим важным требованием к инструментальному материалу является его способность сохранять свою твердость и прочностные характеристики при повышенных температурах, соответствующих температурам резания. Обычно это свойство инструментального материала называют теплостойкостью, которая является важнейшим показателем качества инструментального материала. С учетом необходимости использования инструмента в условиях периодического изменения температуры (например, прерывистое резание) инструментальный материал должен быть малочувствительным к циклическим температурным изменениям. 4. Важным условием нормальной работы инструмента является снижение вероятности появления локальных термических напряжений на контактных площадках инструмента. Такая вероятность снижается по мере роста теплопроводности инструментального материала. Поэтому последний должен обладать достаточной теплопроводностью. 5. Весьма важным свойством инструментального материала является его способность сопротивляться истиранию при контактном взаимодействии с обрабатываемом материалом. Поэтому инструментальный материал должен иметь высокую износостойкость. 6. Наряду с требованиями к физико-механическим и теплофизическим свойствам инструментального материала, необходимым условием достижения достаточно высоких режущих свойств инструмента является низкая физико-химическая активность инструментального материала по отношению к обрабатываемому. Современная классификация инструментальных материалов - Инструментальные сплавы (ИС) - Твердые сплавы (ТС) - Инструментальная керамика (ИК) - Сверхтвердые материалы (СТМ) - Инструментальные материалы с износостойкими покрытиями (ИМП).
|
||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 288; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.006 с.) |