
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Знаки условного обозначения отклонений формы и расположения поверхностейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями в соответствии с ГОСТ 2.308 – 79. Обозначение состоит из графического символа, обозначающего вид допуска (табл. 14.1), числового значения допуска в миллиметрах и буквенного обозначения базы или поверхности, с которой связан допуск расположения. Если базой является поверхность, а не ось, то зачерненный треугольник должен располагаться на достаточном расстоянии от конца размерной линии. Если базой является ось или плоскость симметрии, то зачерненный треугольник располагают в конце размерной линии. Если допуск относится к поверхности, а не к оси элемента, то стрелку располагают на достаточном расстоянии от конца размерной линии. Если допуск относится к оси или плоскости симметрии, то конец соединительной линии должен совпадать с продолжением размерной линии. Предельные отклонения формы и расположения поверхностей могут особо не оговариваться, это означает, что они ограничиваются полем допуска на размер или регламентируются в нормативных материалах на допуски, не проставляемые у размеров.
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные показатели. Требования к шероховатости поверхности устанавливаются исходя из функционального назначения поверхности для обеспечения заданного качества изделия. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются, и шероховатость этой поверхности не контролируется. Для количественной оценки и нормирования шероховатости поверхностей ГОСТ 2789 – 73 устанавливает шесть параметров: три высотных (Ra,, Rz,, Rmax), два шаговых (Sm, S) и параметр относительной опорной длины профиля (tp). Параметры Ra, Rz представляют собой среднюю высоту неровностей профиля (Ra – среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины; Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины), параметр Rmax – полную высоту профиля.
Параметры Sm, S характеризуют взаимное расположение характерных точек неровностей вершин (Sm – среднее значение шага неровностей профиля по средней линии в пределах базовой длины) и точек пересечения профиля со средней линией (S – среднее значение шагов местных выступов профиля по вершинам, находящимся в пределах базовой длины). Параметр tp – комплексно характеризует высоту и форму неровностей профиля. В продольном направлении он позволяет судить о фактической площади контакта при контактировании шероховатых поверхностей на заданном уровне сечения р.
Рис. 14.6. Знаки обозначения шероховатости поверхности Параметр Ra – является основным для деталей в машиностроении. Для обозначения на чертежах шероховатости поверхностей применяют следующие знаки (рис. 14.6): а) вид обработки поверхности конструктором не устанавливается; б) поверхность образуется удалением слоя материала; в) поверхность образована без удаления слоя материала или поверхность, не обрабатываемая по данному чертежу (сохраняемая в состоянии поставки). Высота h равна применяемой на чертеже высоте цифр размерных чисел, Н»(1,5…3)h. Толщина линий знаков»0,5s, где s – толщина основной линии, применяемой на чертеже.
При необходимости любой из указанных знаков может быть дополнен полкой (рис. 14.7).
Рис. 14.7
Обозначение преобладающей шероховатости, обычно наиболее грубой, показывают в правом верхнем углу поля чертежа (рис. 14.9). Толщина линий и высота знака, заключенного в скобки, такая же, как в изображении на чертеже, а перед скобкой – в 1,5 раза больше.
Числовые значения параметра шероховатости Ra можно принимать в соответствии с рекомендациями табл. 14.2. 14.7. Рекомендации по разработке чертежей типовых деталей 14.7.1. Валы, валы-шестерни На чертежах валов задают сопряженные, цепочные, габаритные и свободные размеры. На рис. 14.11 показан способ задания осевых размеров вала. На этом рисунке обозначены размеры: С1 и С2 - сопряженные (длины шпоночных пазов); Г и Ц – габаритный и цепочный, К1 и К2 – координирующие расположение шпоночных пазов, l 1 – длина выступающего конца вала (присоединительный размер), l 2 и l 3 – длины сопряженных поверхностей. Таблица 14.2 Шероховатость поверхности Ra элементов деталей
На чертежах валов выноской в масштабе увеличения (обычно 4:1) приводят форму и размеры канавок для выхода шлифовального круга и канавок для выхода резьбонарезного инструмента. На чертежах валов задают также глубину шпоночного паза – размер t1. На сопряженные размеры задают поля допусков в соответствии с посадками. На ширину шпоночного паза приводят обозначение поля допуска: для призматической шпонки - Р9, а для сегментной шпонки - N 9.
Во время работы редуктора вал вращается в подшипниках качения, поэтому рабочей осью вала является общая ось, обозначенная на рис. 14.12 буквами АВ. Общая ось – прямая, проходящая через точки пересечения каждой из осей двух посадочных поверхностей для подшипников качения со средними поперечными сечениями этих поверхностей. Рис. 14.12. Пример простановки размеров на чертеже вала На чертеже вала задают необходимые требования точности изготовления отдельных его элементов (рис. 14.13). Допуск цилиндричности посадочных поверхностей для подшипников качения (1) задают, чтобы ограничить отклонения геометрической формы этих поверхностей и тем самым ограничить отклонения геометрической формы дорожек качения колец подшипников.
Допуск цилиндричности (2) посадочных поверхностей валов в местах установки на них с натягом зубчатых колёс задают, чтобы ограничить концентрацию давлений. Допуск соосности посадочных поверхностей для подшипников качения относительно их общей оси (3) задают, чтобы ограничить перекос колец подшипников качения. Допуск соосности посадочной поверхности для зубчатого колеса (4) задают, чтобы обеспечить нормы кинематической точности и нормы контакта зубчатых передач. Допуск соосности посадочной поверхности для полумуфты, шкива, звёздочки (5) назначают, при частоте вращения вала более 1000 мин-1, чтобы снизить дисбаланс вала и деталей, установленных на этой поверхности.
Допуск перпендикулярности базового торца вала (6) назначают, чтобы уменьшить перекос колец подшипников и искажение геометрической формы дорожки качения внутреннего кольца подшипника. Рис. 14.13. Допуски формы и расположения поверхностей Допуск перпендикулярности базового торца вала (7) задают при установке на вал узких зубчатых колёс (l / d <0,7), чтобы обеспечить выполнение норм контакта зубьев в передаче. Допуски симметричности и параллельности шпоночного паза (8) задают для обеспечения возможности сборки вала с устанавливаемой на нем деталью и равномерного контакта поверхностей шпонки и вала.
14.7.2. Зубчатые колёса
Рис. 14.14. Линейные размеры цилиндрических зубчатых колес Примеры простановки осевых размеров цилиндрических зубчатых колёс представлены на рис. 14.14. Размер Ц(Г) – цепочный (габаритный размер); b – ширина зубчатого колеса. При механической обработке диска зубчатого колеса (рис. 14.14, а) размер а – проставляют от торцов для удобства выполнения и контроля. Толщину диска, в этом случае, получают как замыкающий размер цепочки. Если заготовку зубчатого колеса получают в штампах, то она поступает на механическую обработку с определённой толщиной диска (рис. 14.14, б). Поэтому на чертеже такого колеса указывают: S – толщину диска, полученную в заготовительной операции (штамповке); С – размер, связывающий систему размеров между необработанной и обработанной поверхностями детали. На чертежах цилиндрических зубчатых колёс кроме прочих размеров указывают диаметры: da – вершин зубьев, d – отверстия, d ст – ступицы. На чертеже колеса с цилиндрическим отверстием и шпоночным пазом задают размер d + t 2 (рис. 14.15.). На ширину шпоночного паза задают поле допуска JS 9.
Допуски формы и расположения поверхностей показаны на рис. 14.16.
Допуск перпендикулярности торца (2) задают, чтобы создать точную базу для подшипника качения, уменьшить перекос его колец и искажение геометрической формы дорожки качения внутреннего кольца. Рис. 14.16. Допуски формы и расположения поверхностей зубчатых колес. Допуск параллельности торцов ступицы узких колес (3) задают по тем же соображениям, как и допуск перпендикулярности торца и ступицы. Если торцы ступиц не участвуют в базировании подшипников, то допуски 2 и 3 не назначают. Кроме изображения детали с разрезами, необходимыми размерами, предельными отклонениями размеров, параметрами шероховатости и других сведений в правом верхнем углу поля чертежа приводят таблицу параметров зубчатого колеса.
Таблица параметров состоит из трёх частей, отделенных друг от друга сплошными основными линиями. В первой части таблицы приводят данные для нарезания зубьев колёс, во второй – данные для контроля, в третьей – справочные данные. Неиспользуемые строки исключают или ставят прочерк. Рис. 14.17. Параметры таблицы зубчатого венца 14.7.3. Крышки подшипников качения Крышки подшипников изготавливают из чугуна марок СЧ15, СЧ20. По конструкции различают крышки привёртные и закладные (рис. 14.18). Форма крышки зависит от конструкции опоры вала. Определяющим при конструировании крышки является диаметр D отверстия в корпусе под подшипник. На чертежах крышек подшипников осевые размеры проставляют по рис. 14.18. Во всех конструктивных вариантах размер S получается при отливке крышки на заготовительной операции. Размер h обычно является составляющим размером размерной цепи, определяющей зазор в комплекте вала с подшипниками качения. Размер Н везде габаритный. Размер С связывает необработанные и обработанные поверхности, С0 – глубина гнезда манжетного уплотнения.
Предельные отклонения размера h располагают симметрично относительно номинального значения, поля допусков центрирующего пояска D и диаметра DМ под манжетное уплотнение принимают по рис. 14.18. Допуск параллельности торцов задают, если по торцу крышки базируют подшипник качения (рис 14.19). Допуск назначают, чтобы ограничить перекос колец подшипников. Допуск соосности задают, чтобы ограничить радиальное смещение уплотнительной манжеты и уменьшить таким образом неоднородность давления на рабочую кромку манжеты. Позиционный допуск задают, чтобы ограничить отклонения в расположении центров крепежных отверстий и обеспечить «собираемость» резьбового соединения.
Изготовление корпусной детали состоит из нескольких, последовательно выполняемых технологических операций: - получение заготовки; - обработка плоскостей; - сверление отверстий для болтов; - сборка частей разъемного корпуса;
- растачивание базовых отверстий для подшипников. Для выполнения каждой технологической операции на чертеже корпуса задают: - размеры, определяющие величину и внешнюю форму детали, необходимые для изготовления модели; - размеры, определяющие конструкцию внутренних частей корпуса, необходимые для изготовления стержневого ящика; - размеры крепежных отверстий: диаметры и координаты расположения. Поля допусков сопряженных размеров берут из сборочного чертежа редуктора в соответствии с посадками, приведенными на этом чертеже. Размер L является составляющим размером сборочной размерной цепи, в корпусах с закладными крышками таким размером является размер L между внешними плоскостями канавок (рис. 14.20).
Размер Н0 получают при обработке плоскостей корпуса, а размер Н1 - при растачивании отверстий (рис. 14.20). Эти размеры вследствие погрешностей обработки приобретают отклонения от номинальных значений, которые затрудняют установку комплекта вала в подшипниковые гнезда. Для уменьшения величины указанных отклонений на размер Н0 - задают поле допуска h11, а на размер Н1 принимают предельные отклонения по ГОСТ 24386-91: при Н1< 250 мм - (Н1)-0,5; при 250 < Н1< 630 мм - (Н1)-1,0. На резьбовые крепежные отверстия задают поле допуска 7Н. Размеры а0 и b 0 координируют расположение общей оси отверстий для входного вала редуктора и осей крепежных отверстий. Эти размеры входят в сборочные размерные цепи, определяющие относительное расположение валов редуктора и электродвигателя. Допуск на эти размеры принимают равным ± 0,1(d 1 - d), где d 1 - диаметр крепежного отверстия, d - диаметр болта. Межосевые расстояния а1, а2 корпуса (рис. 14.20) также являются составляющими размерами соответствующей сборочной размерной цепи. Предельные отклонения размеров а1, а2 корпуса цилиндрических зубчатых передач можно определить по табл. 14.3
Таблица 14.3
Допуски плоскостности на базовые поверхности корпусных деталей по ГОСТ Р 5081-96 - на плоскость основания K - 0,05/100 мм/мм; - на плоскость разъема N - 0,01/100 мм/мм; - на торцовые плоскости Р и Q - 0,03/100 мм/мм. Допуски параллельности плоскостей K и N и перпендикулярности плоскостей P,Q к плоскости N - 0,05/100 мм/мм. На базовые поверхности для опор валов приводят допуски цилиндричности Т / O /»0,5t, где t - допуск диаметра. Оси двух отверстий для подшипников качения, расположенные в разных стенках корпуса, должны быть соосны, так как отклонения от соосности этих отверстий вызывают перекос колец подшипников. Чтобы ограничить перекос, задают на каждую пару отверстий допуск соосности относительно их общей оси. Для шариковых радиальных однорядных подшипников значение допуска 8 мкм, для шариковых радиально-упорных однорядных подшипников 6 мкм. С целью ограничения перекоса колец подшипников плоскости P и Q должны быть перпендикулярны общей оси каждой пары отверстий. Допуски перпендикулярности относят к диаметру фланца крышек подшипников (табл. 14.4). Степень точности допуска принимают при базировании по торцам крышек подшипников: шариковых - 9, роликовых - 8. Если торцы крышек в базировании подшипников не участвуют, то допуски перпендикулярности P и Q не назначают. Приложения Таблица П.1
Резиновые армированные манжеты для валов (ГОСТ 8752-79)
Продолжение таблицы П1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 28 | - | 45,47,50 | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 30 | 52 | 45,47,50 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32 | 58 | 45,50 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 35 | 58 | 47,50,55,57 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 36 | 58 | 52,55 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 38 | 58 | 60,62 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 40 | 60 | 55,58 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 42 | 62 | 62,65 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 44 | - | 62,65 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45 | 65 | 62,70 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 48 | 65 | 72 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 50 | 70 | 75 80 | 10 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 52 | 75 | 72 80 | 10 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 55 | 80 | 75 82 | 10 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 56 | 80 | - | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 58 | 80 | 75 80 | 10 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 60 | 85 | 80,82 | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 62 | - | 80,82,85 90 | 10 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 63 | 90 | - | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 65 | 90 | 95 | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 67 | - | 90 | 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 68 | - | 90,95 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 70 | 95 | 100 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 71 | 95 | - | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 75 | 100 | 102 | 10 12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Круглости
Круглости

 Цилиндричности
Цилиндричности
 Соосности
Соосности
 Параллельности
Параллельности
 14.6. Шероховатость поверхностей
14.6. Шероховатость поверхностей
 Обозначение располагают на линиях видимого контура, выносных линиях или на полках линий-выносок, на тех видах, разрезах и сечениях, на которых проставлены соответствующие размеры. При недостатке места допускается располагать их на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис. 14.8).
Обозначение располагают на линиях видимого контура, выносных линиях или на полках линий-выносок, на тех видах, разрезах и сечениях, на которых проставлены соответствующие размеры. При недостатке места допускается располагать их на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис. 14.8). Если шероховатость поверхностей, образующих контур, должна быть одинаковой, то обозначение шероховатости наносят один раз со знаком, означающим слова «по контуру» (рис. 14.10).
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, то обозначение шероховатости наносят один раз со знаком, означающим слова «по контуру» (рис. 14.10).
 Допуск цилиндричности посадочной поверхности (1) назначают, чтобы ограничить концентрацию контактных давлений.
Допуск цилиндричности посадочной поверхности (1) назначают, чтобы ограничить концентрацию контактных давлений.
Примечание. Пример условного обозначения манжеты типа 1 исполнения 1, для вала диаметром d = 30 мм, с наружным диаметром D = 52 мм, из резины группы 1: Манжета 1.1-30 ´ 52-1 ГОСТ 8752-79.
Таблица П.2
   |
Кольца войлочные
| Диаметр вала | d1 | D | b |
| 15 | 14 | 29 | 6 |
| 18 | 17 | 31 | |
| 20 | 19 | 33 | |
| 22 | 21 | 36 | |
| 25 | 24 | 39 | 7 |
| 28 | 27 | 42 | |
| 30 | 29 | 45 | |
| 32 | 31 | 46 | |
| 35 | 34 | 49 | |
| 38 | 37 | 52 | |
| 40 | 39 | 53 | |
| 42 | 41 | 55 | |
| 45 | 44 | 61 | 8 |
| 48 | 47 | 64 | |
| 50 | 49 | 69 | |
| 52 | 50 | 70 | |
| 55 | 53 | 74 | |
| 58 | 56 | 77 | |
| 60 | 58 | 80 | |
| 62 | 60 | 82 | |
| 65 | 63 | 84 | |
| 68 | 66 | 88 | |
| 70 | 68 | 90 | |
| 72 | 70 | 92 | |
| 75 | 73 | 94 | |
| 78 | 76 | 97 | |
| 80 | 78 | 102 | 9 |
Таблица П.3
 |
Подшипники шариковые радиальные однорядные (ГОСТ 8338 - 75)
Особо легкая серия
| Обозначение | d, мм | D, мм | B, мм | r, мм | динамическая грузоподъемность Сr, кН | Статическая грузоподъемность С0r, кН |
| 100 | 10 | 26 | 8 | 0,5 | 3,6 | 2 |
| 101 | 12 | 28 | 8 | 0,5 | 4 | 2,27 |
| 104 | 20 | 42 | 12 | 1 | 7,36 | 4,54 |
| 105 | 25 | 47 | 12 | 1 | 7,9 | 5,04 |
| 106 | 30 | 55 | 13 | 1,5 | 10,4 | 7,02 |
| 107 | 35 | 62 | 14 | 1,5 | 12,5 | 8,66 |
| 108 | 40 | 68 | 15 | 1,5 | 13,2 | 9,45 |
| 109 | 45 | 75 | 16 | 1,5 | 16,3 | 12,4 |
| 110 | 50 | 80 | 16 | 1,5 | 16,5 | 12,4 |
| 111 | 55 | 90 | 18 | 2 | 22 | 17,3 |
| 112 | 60 | 95 | 18 | 2 | 24 | 18,3 |
| 113 | 65 | 100 | 18 | 2 | 24,1 | 20 |
| 114 | 70 | 110 | 20 | 2 | 30,3 | 24,6 |
| 115 | 75 | 115 | 20 | 2 | 31 | 24,6 |
легкая серия
| Обозначение | d, мм | D, мм | B, мм | r, мм | динамическая грузоподъемность Сr, кН | Статическая грузоподъемность С0r, кН |
| 200 | 10 | 30 | 9 | 1 | 4,69 | 2,66 |
| 201 | 12 | 32 | 10 | 1 | 4,78 | 2,7 |
| 202 | 15 | 35 | 11 | 1 | 5,97 | 3,54 |
| 203 | 17 | 40 | 12 | 1 | 7,52 | 4,47 |
| 204 | 20 | 47 | 14 | 1,5 | 10 | 6,3 |
| 205 | 25 | 52 | 15 | 1,5 | 11 | 7,09 |
| 206 | 30 | 62 | 16 | 1,5 | 15,3 | 10,2 |
| 207 | 35 | 72 | 17 | 2 | 20,1 | 13,9 |
| 208 | 40 | 80 | 18 | 2 | 25,6 | 18,1 |
| 209 | 45 | 85 | 19 | 2 | 25,7 | 18,1 |
| 210 | 50 | 90 | 20 | 2 | 27,5 | 20,2 |
| 211 | 55 | 100 | 21 | 2,5 | 34 | 25,6 |
| 212 | 60 | 110 | 22 | 2,5 | 41,1 | 31,5 |
| 213 | 65 | 120 | 23 | 2,5 | 44,9 | 34,7 |
| 214 | 70 | 125 | 24 | 2,5 | 48,8 | 38,1 |
| 215 | 75 | 130 | 25 | 2,5 | 51,9 | 41,9 |
Средняя серия
| Обозначение | d, мм | D, мм | B, мм | r, мм | динамическая грузоподъемность Сr, кН | Статическая грузоподъемность С0r, кН |
| 300 | 10 | 35 | 11 | 1 | 6,36 | 3,83 |
| 301 | 12 | 37 | 12 | 1,5 | 7,63 | 4,73 |
| 302 | 15 | 42 | 13 | 1,5 | 8,9 | 5,51 |
| 303 | 17 | 47 | 14 | 1,5 | 10,9 | 6,8 |
| 304 | 20 | 52 | 15 | 2 | 12,5 | 7,94 |
| 305 | 25 | 62 | 17 | 2 | 17,6 | 11,6 |
| 306 | 30 | 72 | 19 | 2 | 22 | 15,1 |
| 307 | 35 | 80 | 21 | 2,5 | 26,2 | 17,9 |
| 308 | 40 | 90 | 23 | 2,5 | 31,9 | 22,7 |
| 309 | 45 | 100 | 25 | 2,5 | 37,8 | 26,7 |
| 310 | 50 | 110 | 27 | 3 | 48,5 | 36,3 |
| 311 | 55 | 120 | 29 | 3 | 56 | 42,6 |
| 312 | 60 | 130 | 31 | 3,5 | 64,1 | 49,4 |
| 313 | 65 | 140 | 33 | 3,5 | 72,7 | 56,7 |
| 314 | 70 | 150 | 35 | 3,5 | 81,7 | 64,5 |
| 315 | 75 | 160 | 37 | 3,5 | 89 | 72,8 |
Тяжелая серия
| Обозначение | d, мм | D, мм | B, мм | r, мм | динамическая грузоподъемность Сr, кН | Статическая грузоподъемность С0r, кН |
| 403 | 17 | 62 | 17 | 2 | 17,8 | 12,1 |
| 405 | 25 | 80 | 21 | 2,5 | 29,2 | 20,8 |
| 406 | 30 | 90 | 23 | 2,5 | 37,2 | 27,2 |
| 407 | 35 | 100 | 25 | 2,5 | 43,6 | 31,9 |
| 408 | 40 | 110 | 27 | 3 | 50,3 | 37 |
| 409 | 45 | 120 | 29 | 3 | 60,4 | 46,4 |
| 410 | 50 | 130 | 31 | 3,5 | 68,5 | 53 |
| 411 | 55 | 140 | 33 | 3,5 | 78,7 | 63,7 |
| 412 | 60 | 150 | 35 | 3,5 | 85,6 | 71,4 |
| 413 | 65 | 160 | 37 | 3,5 | 92,6 | 79,6 |
| 414 | 70 | 180 | 42 | 4 | 113 | 107 |
| 416 | 80 | 200 | 48 | 4 | 128 | 127 |
Примечание. Пример условного обозначения подшипника средней серии с d=30 мм, D=72 мм: Подшипник 306 ГОСТ 8338-75.
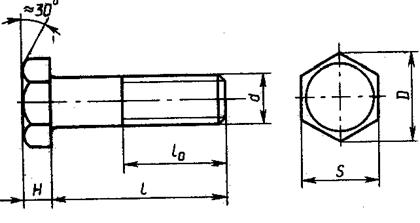 |
Таблица П.4
Болты с шестигранной головкой класса точности В (ГОСТ 7798-70)
| d | S | H | D | l | l0 |
| 8 | 13 | 5,5 | 14,2 | 8…60 | l 0 = l при l £ 25, l 0 = 22при l ³ 30 |
| 10 | 17 | 7 | 18,7 | 10…80 | l 0 = l при l £ 30, l 0 = 26при l ³ 35 |
| 12 | 19 | 8 | 20,9 | 14…100 | l 0 = l при l £ 30, l 0 = 30при l ³ 35 |
| 16 | 24 | 10 | 26,5 | 20…120 | l 0 = l при l £ 40, l 0 = 38при l ³ 45 |
| 20 | 30 | 13 | 33,3 | 25…150 | l 0 = l при l £ 50, l 0 = 46при l ³ 55 |
| 24 | 36 | 15 | 39,6 | 35…150 | l 0 = l при l £ 60, l 0 = 54при l ³ 65 |
Примечания: 1. Размер l в указанных пределах брать из следующего ряда чисел: 8, 10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150. 2. Пример условного обозначения болта диаметром резьбы d = 8 мм, длиной l = 20 мм, с крупным шагом резьбы, с полем допуска 8g, класса прочности 6.6, с покрытием 02 (кадмиевые с хромированием) толщиной 9 мкм: Болт М8-8 g ´ 20.66.029 ГОСТ 7798-70.
Таблица П.5
 |
Винты с цилиндрической головкой (ГОСТ 1491 – 80), винты с полукруглой головкой (ГОСТ 17473 – 84) классов точности А и В
| d | D | H | H1 | h | h1 | b | l | l0 |
| 5 | 8,5 | 3,5 | 3,5 | 1,7 | 2,3 | 1,2 | 8…70 | l 0 = l при l < 22, l 0 = 16при l ³ 22 |
| 6 | 10 | 4 | 4,2 | 2 | 2,3 | 1,6 | 8…70 | l 0 = l при l < 25, l 0 = 18при l ³ 25 |
| 8 | 13 | 5 | 5,6 | 2,5 | 3,5 | 2 | 12…70 | l 0 = l при l < 32, l 0 = 22при l ³ 32 |
| 10 | 16 | 6 | 7 | 3 | 3,5 | 2,5 | 20…70 | l 0 = l при l < 38, l 0 = 26при l ³ 38 |
| 12 | 18 | 7 | 8 | 3,5 | 4,2 | 3 | 22…85 | l 0 = l при l < 42, l 0 = 30при l ³ 42 |
Примечания: 1. Размер l в указанных пределах брать из следующего ряда чисел: 8, 10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150. 2. Пример условного обозначения винта диаметром резьбы d = 12 мм, длиной l = 50 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 4.8, без покрытия: Винт М12-6 g ´ 50.48 ГОСТ 1491-80.
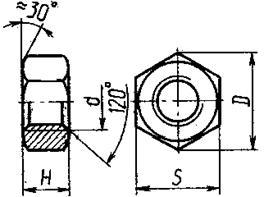 |
Таблица П.6
Гайки шестигранные класса точности В (ГОСТ 5915-70)
| d | 8 | 10 | 12 | (14) | 16 | (18) | 20 | (22) |
| S | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 |
| D | 14,2 | 18,7 | 20,9 | 24,3 | 26,5 | 29,9 | 33,3 | 35,0 |
| H | 6,5 | 8 | 10 | 11 | 13 | 15 | 16 | 18 |
Примечания: 1. Размеры гаек, заключенные в скобки, применять не рекомендуется. 2. Пример условного обозначения гайки диаметром резьбы d =12 мм, с крупным шагом резьбы, с полем допуска 6H, класса прочности 5, без покрытия: Гайка М12-6Н.5 ГОСТ 5915-70.
Таблица П.7
 |
Шайбы, ГОСТ 11371-78
| Диаметр резьбы крепежной детали | d1 | d2 | s |
| 6,0 | 6,4 | 12,5 | 1,6 |
| 8,0 | 8,4 | 17,0 | 1,6 |
| 10,0 | 10,5 | 21,0 | 2,0 |
| 12,0 | 13,0 | 24,0 | 2,5 |
| 14,0 | 15,0 | 28,0 | 2,5 |
| 16,0 | 17,0 | 30,0 | 3,0 |
| 18,0 | 19,0 | 34,0 | 3,0 |
| 20,0 | 21,0 | 37,0 | 3,0 |
| 22,0 | 23,0 | 39,0 | 3,0 |
| 24,0 | 25,0 | 44,0 | 4,0 |
Примечание. Пример условного обозначения шайбы для крепежной детали диаметром 10 мм, установленной толщины, из материала группы 02 (сталь ВСт3), с покрытием толщиной 9 мкм: Шайба 10.02.ВСт3.029 ГОСТ 11371-78.
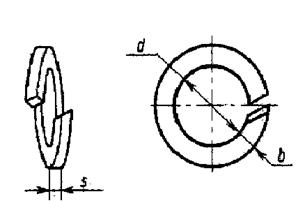
Таблица П.8
Шайбы пружинные (ГОСТ 6402-70)
| Номинальный диаметр резьбы | d | s = b |
| 6 | 6,1 | 1,6 |
| 8 | 8,1 | 2,0 |
| 10 | 10,1 | 2,5 |
| 12 | 12,1 | 3,0 |
| 16 | 16,3 | 4,0 |
| 20 | 20,5 | 5,0 |
| 24 | 24,5 | 6,0 |
Примечание. Пример условного обозначения шайбы для болта диаметром 12 мм, из стали 65Г, с покрытием 02 толщиной 9 мкм: Шайба 12.65Г.029 ГОСТ 6402-70.
Таблица П.9
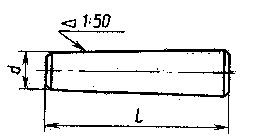 |
Штифты конические (ГОСТ 3129 – 70)
| d | 6 | 8 | 10 | 12 |
| l | 20…40 | 25…50 | 30…60 | 35…70 |
Примечани
|
| Поделиться: |



