Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цикл протачивания канавок L02Содержание книги
Поиск на нашем сайте
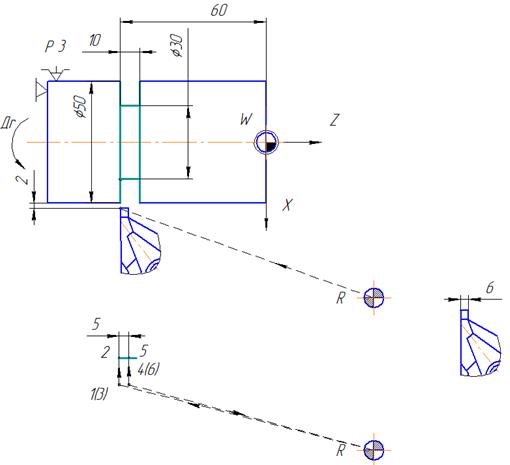
Управляющую программу протачивания канавок с автоматическим разделением на проходы выполняют по постоянному циклу L02. Структура цикла имеет вид: L02, D, X, А, Р, где D - выдержка времени в конце рабочего хода; X - внутренний диаметр канавки, мм; А - ширина канавки, мм; Р - ширина режущей кромки резца, мм. Цикл включает перемещение резца на рабочей подаче до координаты X, выдержку времени (адрес D), его возврат в исходную точку на быстром ходу, смещение по координате Z в положительную сторону на величину Р (процесс повторяется столько раз, сколько нужно для достижения ширины канавки А). Для обработки канавки с перекрытием параметр Р задают меньше ширины резца, а параметр А уменьшают на эту разность (А - Р). Для однопроходной канавки параметр Р = А. Цикл завершается ускоренным отводом по оси X в начальную точку. Причем по оси Z резец остается в точке последнего рабочего хода. Фрагмент УП с протачиванием канавки (рис. 7) приведен ниже:
Рисунок 7 – Схема для иллюстрации программирования протачивания канавки.
N009 S2 700 F0,5 T2* Третий диапазон, технологические параметры: n = 700 мин-1, S = 0,5 мм/об; резцедержатель во второй позиции. N010 Х56 Z - 60 Е* Подвод резца к зоне обработки на быстром ходу N011 Х52* Установка резца в н. т. цикла
N012 L02 D2 Х30 А9 Р5* Протачивание канавки с внутренним диаметром 30 мм, шириной 10мм, резцом с шириной кромки 6 мм, выдержка времени в конце рабочего хода - 2с N013 М02* Возврат в и. т., конец программы.
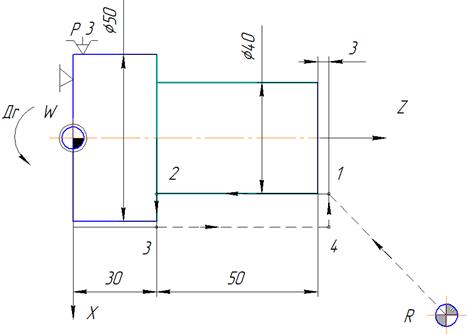
9 Циклы наружного и внутреннего точения по схеме "петля" L03, L04 Однократное наружное или внутреннее точение заготовки по координате Z с автоматическим возвратом в начальную точку программируется постоянными циклами L03 или L04. Структура этих циклов имеет следующий вид: L03 (L04), W, где W - длина петли. Циклы включают перемещение на рабочей подаче на величину W с учетом знака, быстрый отвод (отскок) на 1мм по оси X и возврат на быстром ходу в н. т.
Рисунок 8 - Схема детали для иллюстрации программирования наружного точения детали (цикл L03) n
Запись УП для наружного точения (рис. 8) с применением цикла L03 (наружной "петли") имеет следующий вид: N001 S3 1100 F0,3 Т1* Третий диапазон, технологические параметры: n =1100 мин -1, S = 0,3 мм/об N002 Х40 Z3 Е* Подход к н. т. цикла 1 N003 L03 W - 53* Перемещение из точки 1 в точку 2 на рабочей подаче, отскок на 3мм, отвод на быстром ходу в точку 1 N004 М02* Остановка шпинделя, конец программы, возврат в и.т.
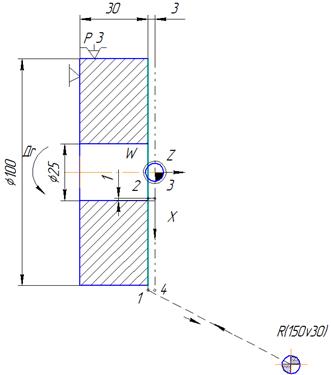
10 Цикл торцевой обработки по схеме "петля" L05. Однократное подрезание торцов с автоматическим возвратом в начальную точку программируется постоянным циклом L05. Структура постоянного цикла имеет вид: L05, X, где X - конечный диаметр подрезаемого торца. Цикл L05 содержит перемещение на рабочей подаче по оси X до заданного диаметра, отскок на 1мм по координате Z в положительную сторону, возврат на быстром ходу в н. т. ("торцевая петля").
Рисунок 9 - Схема для иллюстрации программирования торцевой обработки детали (цикл L05) В процессе обработки по мере изменения диаметра происходит автоматическое бесступенчатое регулирование частоты вращения шпинделя с целью поддержания постоянства заданной скорости резания, если до цикла L05 была задана функция G10. Запись УП обработки торцевой поверхности детали (рис. 9) приведена ниже: N001 S3 700 F0,25 Т1* Третий диапазон, n =700 мин -1, S = 0,25 мм/об N002 Х104 - ЗЕ* Подход к н. т. цикла 1 N003 G10* Задание постоянной скорости резания N004 L05 Х24* Подрезание торца на рабочей подаче (перемещение из 1 в 2), отскок на 1мм (3), отвод на быстром ходу в точки 4 и 1 N005 М02* Конец программы, возврат в и. т.
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 104; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.166.223 (0.006 с.) |