Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
На станке с оперативной системой программного управления»Стр 1 из 7Следующая ⇒
Практическая работа №1 «РАЗРАБОТКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ ОБРАБОТКИ ЗАГОТОВКИ НА ТОКАРНОМ НА СТАНКЕ С ОПЕРАТИВНОЙ СИСТЕМОЙ ПРОГРАММНОГО УПРАВЛЕНИЯ» Цель работы: закрепить теоретические знания и приобрести практические навыки по составлению расчётно-технологической карты обработки детали на станках с ОПУ; научиться кодировать информацию, используя инструкцию по программированию. Оснащение: 1 Методические указания по проведению работы. 2 Инструкция по программированию. 3 Инструкция по расчету опорных точек контура детали и эквидистанты. 4 Калькуляторы. 5 Интерактивная доска. Порядок выполнения работы. 1 Ознакомиться с целью работы и порядком ее выполнения. 2 Получить индивидуальное задание. 3 Проанализировать обрабатываемые поверхности на технологичность. 4 Выбрать технологические базы, станочные приспособления. 5 Выбрать режущий и вспомогательный инструмент. 6 Построить траектории движения режущих инструментов. 7 Рассчитать координаты опорных точек (см. методические указания по расчёту координат). 8 Назначить режимы резания. 9 Заполнить РТК. 10 Ознакомиться с инструкцией по программированию для станка 16К20ФЗС32 с УЧПУ Fanuc или 2Р22. 11 Составить управляющую программу (УП). 12 Оформить отчёт и подготовить его к сдаче. Ход работы.
Индивидуальное задание представляет собой чертеж детали, с все требованиями, предъявляемыми к ней; сведения о заготовке, марку материала и некоторые его физико-механические свойства, исходные данные по станку. Варианты задания сведены в приложение 1.
Теоретический материал.
Проверка на технологичность детали (п.3) заключается в анализе выполнения общих и специфических требовании к технологичности детали. Общие требования 2.1 Обоснованный выбор физико-механических свойств материала. 2.2 Обеспечение жесткости заготовки. 2.3 Обеспечение максимальной концентрации операций. 2.4 Обеспечение надежного базирования заготовки и возможность автоматизации вспомогательных операций. 2.5 Целесообразность применения стандартного инструмента. 2.6 Удобство закрепления заготовки и обеспечение максимального доступа инструмента по всем поверхностям. 2.7 Согласование расположения обрабатываемых поверхностей с возможностями станка.
2.8 Унификация формы и размеров обрабатываемой поверхности. 2.9 Удобство и простота контроля. 2.10 Обеспечение дробления и отвода стружки.
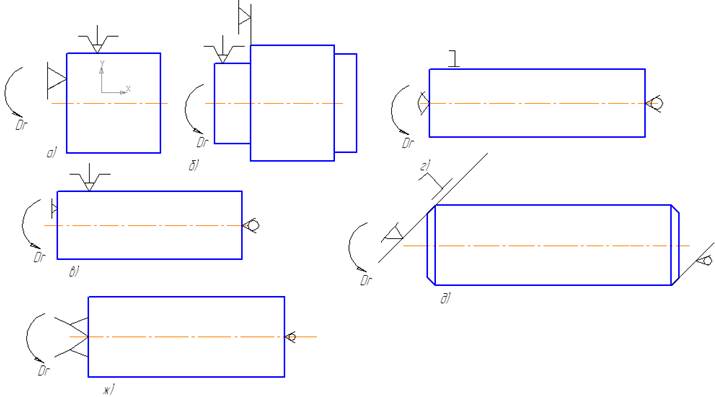
Приспособления для базирования и закрепления заготовок на токарных станках (п.4) На токарных станках с ЧПУ обычно применяются универсальные приспособления. Они просты по конструкции, имеют ручные зажимные элементы, но отличаются высокой точностью изготовления. Заготовки устанавливают в центрах, в самоцентрирующие трёхкулачковые, цанговые патроны или на планшайбы. Условное обозначение баз и зажимов приводится на рис.1
.
Рисунок 1 - Условное изображение баз и зажимов по ГОСТ 3.1107-81. а) патрон б) патрон с пневматическим приводом в) патрон и задний вращающийся центр г) поводковый патрон (или хомутик), передний плавающий центр и задний вращающийся центр д) передний поводок трения "рюмка" и задний обратный вращающийся центр ж) передний поводок "ёрш" и задний вращающийся центр.
В качестве режущего инструмента (п.5) к токарным станкам с ПУ применяется инструмент с механическим креплением многократных неперетачиваемых быстросменных пластин из твердого сплава. Основные преимущества: - существенно сокращается время подналадки инструмента за счёт исключения его привязки и выставке по высоте центров; - возможность быстрого подбора режимов резания путём замены пластин с другой геометрией; - стабильное получение шероховатости и точности при прочих равных условиях; - надёжное дробление стружки; - отпадает необходимость в заточке инструмента. При выборе правого или левого инструмента необходимо иметь в виду следующее: · ПРАВЫЙ инструмент располагается в револьверной головке "вниз головой", что приводит к надёжному падению стружки в стружкосборник станка. Кроме того, правые резцы можно использовать на станках с ручным управлением. Правую резьбу можно нарезать, как правило, только правым резцом. · ЛЕВЫЙ инструмент располагается в револьверной головке "вверх головой", стружка летит соответственно вверх и сильно загрязняет рабочие поверхности станка, при этом более удобно видеть состояние передней поверхности пластины для определения её износа. Однако, при использовании левого инструмента необходимо не забывать в программе менять направление вращения шпинделя с левого на правое при переходе на работу правым инструментом.
Последовательность выбора инструмента Таблица 1
1) Выбор системы крепления Таблица 2
2) Выбор типа державки и формы режущей пластины Выбор державки и пластины зависит, главным образом, от профиля обрабатываемой поверхности, типа технологического оборудования (станок с ЧПУ или без), и определяется главным и вспомогательным углами в плане. В зависимости от выбранной ранее системы крепления и, принимая во внимание возможные направления подачи инструмента, можно сделать выбор необходимого типа державки и формы пластины.
3) Выбор размера и геометрии передней поверхности пластины Основными факторами при выборе геометрии передней поверхности режущей пластины являются:
Принадлежность обрабатываемого материала к какой-либо из основных групп обрабатываемых материалов Р, М или К.
Таблица 3 - Тип обработки (чистовая, получистовая, лёгкая черновая и черновая)
4) Выбор радиуса при вершине пластины Получистовая, лёгкая черновая и черновая обработка. для обеспечения точности рекомендуется выбирать максимально возможный радиус при вершине r. · при возникновении вибрации следует выбрать пластины с меньшим радиусом. Таблица 4
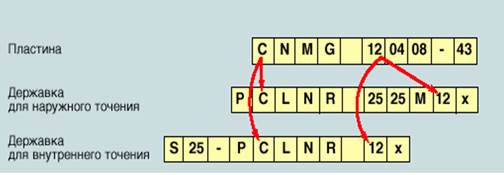
Подача не должна превышать величину радиуса при вершине режущей пластины. 5) Выбор присоединительного размера державки и посадочного гнезда пластины. Присоединительный размер державки определяется типом используемого оборудования. При возникновении нескольких вариантов предпочтение следует отдать тому, при котором сечение державки максимально, а вылет минимален. Посадочное гнездо в выбранной державке должно соответствовать формам и размеру используемой пластины. Для исключения ошибок можно руководствоваться правилом, обоснованном на совпадении соответствующих элементам стандартных обозначений.
Рисунок 3 - Пример выбора присоединительного размера державки и посадочного гнезда пластины. 6) Выбор марки твёрдого сплава режущей пластины
Выбор марки твёрдого сплава пластины зависит от следующих факторов: - Тип обрабатываемого материала по ISO. Таблица 5
- Условия обработки ХОРОШИЕ - Высокие скорости. Непрерывное резание Предварительно обработанные заготовки. Высокая жёсткость технологической системы "станок-приспособление-инструмент-заготовка".
Требования к твёрдому сплаву - высокая износостойкость. НОРМАЛЬНЫЕ - Умеренные скорости резания. Контурное точение. Поковки и отливки. Достаточно жёсткая система "станок-приспособление-инструмент-заготовка". Требования к твёрдому сплаву - хорошая прочность в сочетании с достаточно высокой износостойкостью. ТЯЖЁЛЫЕ - Невысокие скорости. Прерывистое резание. Толстая корка на литье или поковках. Нежёсткая система "станок-приспособление-инструмент-заготовка". Требования к твёрдому сплаву - высокая прочность. - Область применения
Таблица 6 - Определение области применения твёрдого сплава
4) Выбор наиболее подходящего твёрдого сплава Пример: Материал - Сталь 45. Тип обработки - получистовая. Условия обработки - заготовка с лёгкой литьевой коркой и небольшим биением, обработка на оборудовании с нормальной жёсткостью, средние скорости резания.
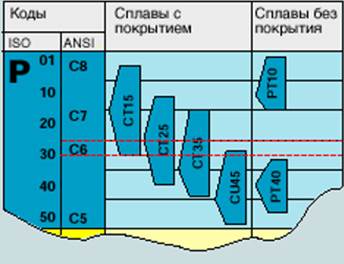
1. Обрабатываемый материал - группа Р по классификатору ISO. 2. Условия обработки - нормальные. 3. Область применения твёрдого сплава - Р25-Р30. По диаграмме выбирается твёрдый сплав.
Рисунок 4 – Выдержка из диаграммы для выбора твёрдого сплава
Полученному диапазону области применения Р25-Р30 соответствуют три сплава СТ15, СТ5, СТ35. Рекомендуется выбрать сплав, у которого середина области применения находится ближе всех к диапазону области применения твёрдого сплава. В данном случае - это сплав СТ25. Возможным вариантом для выбора (как более прочный, но менее износостойкий) может также быть и сплав СТ35.
В суппорте станка режущий инструмент закрепляется с помощью вспомогательного инструмента: резцовых блоков и оправок. Резцовые блоки применяются для нормализирования режущего инструмента. Настройка инструмента на размер производиться путём изменения его положения в блоке. В оправках обычно устанавливаются настроенные на размер малогабаритные резцовые вставки. Крепление инструмента в револьверной головке производится или непосредственно, или с помощью различных переходных элементов: инструментального блока с цилиндрическим хвостовиком и рифлениями на лыске; инструментального блока с направляющими типа "ласточкин хвост". В станках с инструментальным магазином для крепления режущего инструмента применяются инструментальные блоки с двумя V - образными пазами для базирования на станке. Для закрепления блока используется Т - образный паз (РТМ2П10-279 "Система вспомогательного инструмента для станков с ЧПУ").
Подсистема вспомогательного инструмента с цилиндрическим хвостовиком предназначена для станков моделей 16К20Т1, 16К20Ф3С32, 1П756МФЗ, 1П732РФЗ, 1740РФЗ и др.
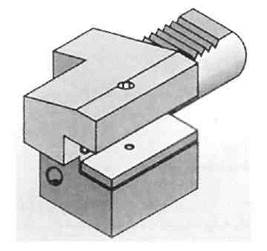
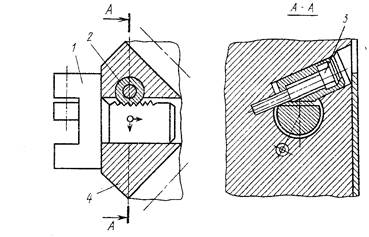
Рисунок 5 - Схема крепления резцедержателя с цилиндрическим хвостовиком с инструментальным: 1- резцедержатель, 2 - втулка, 3 - винт, 4 – инструментальный магазин Рифления втулки зацепляются с рифлениями державки, при завинчивании винта, втулка крепит державку.
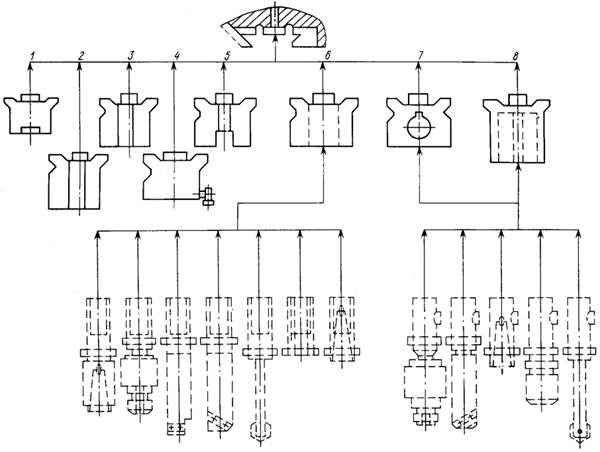
Рисунок 6 - Подсистема вспомогательного инструмента с цилиндрическим хвостовиком В головках держателей предусмотрены открытые или закрытые взаимно перпендикулярные пазы (рис.6 поз. 1…9) для крепления резцов различных типов (проходных, отрезных и др.) с разной длиной державки и направлением относительно оси крепежного отверстия. Резцедержатели имеют правое и левое исполнение и применяются в зависимости от расположения револьверной головки и направления вращения шпинделя. Переходная втулка 10 позволяет закреплять режущий инструмент или вспомогательные элементы круглого сечения диаметром 16…40 мм. Для обработки отверстий используется перовое сверло 11 с непосредственным креплением в держателе. В вариантах 12 и 13 предусмотрены отверстия с конусом Морзе для крепления трехкулачкового патрона 19 и режущих инструментов осевого типа (сверла, зенкеры, развертки и т.п.). Растачивание отверстий можно производить либо резцами, закрепляемыми в резцедержателях 1…9, либо с помощью расточных оправок 14, 15. Вариант 16 может использоваться для крепления метчиков М6…М27 в патроне. Варианты 17, 18 представляют собой переходные втулки со шпоночным пазом. Они позволяют крепить расточную борштангу 20, патрон для метчиков 21, концевые режущие инструменты с укороченным конусом Морзе 22. Эти втулки являются связующим звеном со станками сверлильно-фрезерно-расточной группы.
Рисунок 7 - Подсистема вспомогательного инструмента с базирующей призмой
Подсистема с базирующей призмой предназначена для станков с ЧПУ моделей 1А734ФЗ, 1А751ФЗ, СМ710ФЗ, 16К30ФЗ и др. Резцедержатели 1-3 (рис. 7) обеспечивают крепление резцов широкого диапазона размеров. Особенно универсален трехсторонний резцедержатель 5. В систему входит распределитель охлаждающей жидкости 4, служащий для подвода СОЖ в зону резания. В держателях 7 и 8 закрепляют инструмент из предыдущей подсистемы (11,12,13 и др.), что в ряде случаев расширяет технические возможности станков, а также способствует сокращению номенклатуры вспомогательного инструмента.
Выбор режимов резания (п. 8) 1) Выбор подачи. Черновая обработка. При черновой обработке следует стремиться выбрать максимально возможную подачу. Ограничениями при этом являются: - мощность станка; - жёсткость системы "станок-приспособление-инструмент-заготовка"; - несущая способность выбранной режущей пластины с учётом геометрии передней поверхности. Экономически целесообразны при черновой обработке такие режимы, при которых большой удельный съём металла достигается за счёт комбинации большой подачи и умеренной скорости резания. Чистовая обработка. Величина чистовой подачи в зависимости от требуемого качества обработанной поверхности (параметр Rmax) при заданном радиусе при вершине инструмента определяется по таблицам или диаграммам. Следует помнить, что полученное теоретическим путём значение чистовой подачи, обеспечит на практике требуемое качество обработанной поверхности только при соблюдении следующих условий: - используемая геометрия передней поверхности пластины обеспечивает устойчивое стружкодробление; - скорость резания выбрана достаточно высокой, чтобы избежать наростообразования; - отсутствует вибрация. 2) Выбор скорости резания Исходными данными для определения скорости резания являются: - марка обрабатываемого материала и его твёрдость; - марка твёрдого сплава; - величина подачи, мм/об. Необходимо также задаться требуемым периодом стойкости инструмента. Выбор скорости резания начинается с определения начальной (табличной) скорости резания. Затем определяется действительная скорость резания с учётом требуемой стойкости инструмента и отклонений твёрдости обрабатываемого материала. РТК (п.6, п.9) содержит технологические решения, разработанные на предыдущих этапах проектирования технологического процесса обработки, и представляет собой законченный проект обработки детали в виде графического изображения траектории движения инструмента со всеми необходимыми положениями и расчётными размерами. На её основе технолог-программист разрабатывает УП обработки детали на станке с ЧПУ. Для наглядности РТК может разрабатываться для каждого инструментального перехода. Оформление РТК рекомендуется выполнять в следующей последовательности: а) Вычерчивается в системе координат детали заготовка, отмечается начало системы координат, выбирается исходная точка обработки. Контуры детали изображаются в состоянии, полученном в результате инструментального перехода, для которого разрабатывается РТК. Проставляются размеры обрабатываемых поверхностей в форме, удобной для программирования. В соответствии с картой наладки технологической оснастки намечается расположение базовых и зажимных элементов приспособления. б) С учётом выбранных схем обработки вычерчивается траектория движения для каждого инструмента с учётом особенностей формы обрабатываемой поверхностей, применяемого инструмента и технических требований предъявляемых к обрабатываемым деталям, рекомендуется применять типовые ТДИ при обработке характерных зон обработки, к которым относятся открытые, полуоткрытые и закрытые зоны и их комбинации. Отмечаются и нумеруются опорные точки траектории. в) Указываются технологические и вспомогательные команды по управлению станком, вылеты инструмента, код (номер)применяемого инструмента. г) Указываются режимы резания на отдельных участках траектории. В результате разработки РТК оформляют расчётную карту с указанием расчётных координат опорных точек, режимов резания на участках траектории движения инструментов.
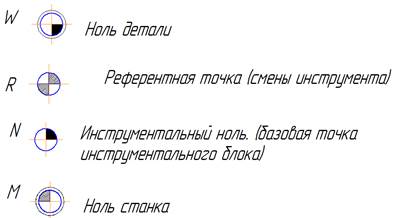
Рисунок 8 - Условное обозначение характерных точек Разработка управляющей программы (п. 11) является заключительным этапом проектирования УП обработки детали на станке с ЧПУ, заключающийся в представлении работы исполнительных органов станка в символах используемого кода (ИС0-7бит). При кодировании УП используют инструкцию по программированию, характеристику устройства ЧПУ и инструкцию по эксплуатации станка, для которых разрабатывается УП. В настоящее время на рынке программных продуктов России предлагается довольно значительное количество САМ - систем (Computer Automation Manufacturing - системы автоматизированной обработки управляющих программ). Их использование является наиболее предпочтительным, однако не у всех есть возможность приобрести систему. Системы ЧПУ Fanuc для токарных станков имеют довольно развитые циклы обработки поверхностей, что позволяет при известном навыке успешно разрабатывать программу на довольно сложные детали. При этом всё же целесообразно использовать самый простой компьютер с текстовым редактором.
Пример разработки УП
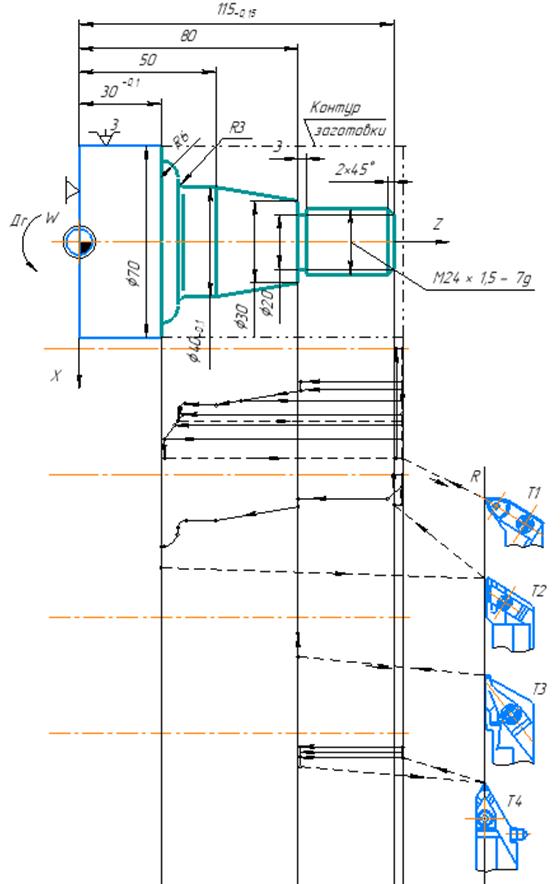
N001 S3 600 F0,3 T1 М03 * Третий диапазон, S = 0,3 мм/об, n = 372 мин-1, резец N1 - черновой, включение подачи СОЖ N002 Х29 Z113 E* Начальная точка перед черновой подрезкой торца N003 L05 Х0* Подрезкa торца черновая, цикл L05, n = 600 мин-1, S = 0,2 мм/об N004 Х70 Z 117 Е* Подход к начальной точке для цикла L08 N005 S3 372 F0,53 * Изменение режима N006 L08 А2 Р4* Задание цикла L08, припуск 2 мм на диаметр под чистoвую обработку, глубина резания 4 мм N007 X24* Описание контура детали N008 Z80* N009 Х30* N010 X40 Z50* N011 W - 14 Q-3* N012 Z30 Q-6* N013 X72 М17* N014 S3 1000 F0,2 T2* Третий диапазон, n = 1000 мин-1, S = 0,2 об/мин, резец № 2 - чистовой N015 Х24 Z117 E* Подход к начальной точке для цикла L10 N016 G10* Задание постоянства скорости резания N017 L10 B7* Задание цикла L10, описание детали c четвертого кадра, чистовая обработка N018 G11* Отмена G 10 N019 X25 Z112 E* Начальная точка перед чистовой подрезкой торца N020 X0* Чистовая подрезка торца N021 X25 С2,5* Фаска 2,5 x 45° N022 S3 600 F 0,25 T3* Третий диапазон, S = 0,25 мм/об, n = 600 мин-1, резец №3 - канавочный N023 X32 Z80 E* Начальная точка перед протачиванием канавки N024 X20* Протачивание канавки до Ø 20 мм N025 X32 E* Вывод резца из канавки N026 S3 1563 F0,38 T4* Третий диапазон, S = 0,38 мм/об; n = 1536 мин-1, резец №4 - резьбовой N027 Х24 Z119 Е* Исходная точка перед нарезанием резьбы
N028 L01 F1,5 W - 39,5 Х22,22 Р0,3 С0* Цикл нарезания резьбы M24x1,5 N029 M09* Выключение подачи СОЖ N030 М02* Конец программы.
Рисунок 14 - Схема детали типа вал, совмещенная со схемой наладки для токарного обработки на станке с ОПУ. Примечания. 1. Кадр 31 - точка подхода по Х должна быть равна диаметру отверстия, т.е. ⌀11, точка подхода по Z должна быть не менее двух радиусов скругления вершины резца, т.е. 0,4 · 2 = 0,8 мм, принимается 1 мм. 2. Кадр 34 - при РАСТОЧКЕ величина припуска по Х (адрес U) должна задаваться СО ЗНАКОМ "минус". 3. Коррекция на радиус действует ТОЛЬКО при чистовой обработке (цикл G70). Пример - деталь "ВТУЛКА".
(S 08К -SCLCR-06+CCMT 060204) N28 G0 G40 G96 X150 Z150 T300 N29 X20 Z25 T303 N30 S70 M3 N31 G41 X 11 Z1 N33 G71 U0.8 R0.2 N34 G71 P35 Q41 U-0.3 W.05 F0.12 S80 N35 G0 X20 S90 F0.07 N36 G1 Z0 N37 X19.1 Z-0.5 N38 Z-11 N39 X16 N40 Z-17.5 N41 X11 Z-20 N42 G70 P35 Q41 N43 G0 Z10 N40 G0 G40 X150 Z150 T300
По сравнению с исходным файлом "Расточка" в УП добавлен финишный цикл G70.
Следующий блок обработки - расточка канавки. Этот блок обработки написан вручную. (GHIR 10-13-2+GMP2.00-1) N46 G0 G97 X150 Z150 T800 M8 N48 X17 Z25 T808 N52 S600 M3 N54 Z1 N56 Z-10 N58 G1 X18.5 Z-10.9 F0.03 N60 X20.4 N62 G0 X18 N64 Z-9.9 N66 G1 X20.4 N68 G0 X17 N70 Z5 N72 X150 Z150 T800 Следующий блок обработки - нарезка внутренней резьбы М20х1 резцом. Копируется файл "Резьба внутр". N61 G0 G97 X200 Z250 T400 M8 - нарезка резьбы ВСЕГДА с постоянной частотой вращения шпинделя N62 X Z25 T404 N63 S800 M3 N64 Z6 N65 G76 P020060 Q80 R0 N66 G76 X Z-P541 Q150 F1 (X=D NAR) N67 G0 X200 Z250 T400
Пример - деталь "ВТУЛКА".
(GHIR 12-14-2+GMP2.4-MT0.05) N74 G0 G97 X 150 Z 150 T400 M8 N76 X18 Z25 T404 N78 S800 M3 N80 Z4 N82 G76 P 01 0060 Q80 R0 N84 G76 X20 Z-10.8 P541 Q150 F1 (X=D NAR) N67 G0 X 150 Z 150 T400
Следующий блок обработки - наружная обточка. Этот блок обработки написан вручную. (SVJBR 2020 K11+VBMT 110204) N88 G0 G40 G96 X150 Z150 T100 M8 N90 X30 Z10 T100 N92 S200 M3 N94 G42 X22 Z2 N96 G01 Z-5 F0.08 N98 X24.1 Z-6.08 N100 Z-25.5 N102 X26 N104 G0 G40 X30 Z10 N106 G0 G40 X150 Z150T100
Следующий блок обработки - отрезка. Копируется файл "Отрезка"
Примечание. Как правило, ловитель деталей должен подходить после надрезки детали. Однако в некоторых конструкциях станков это невозможно, т.к. ловитель при подходе к зоне резания может задеть суппорт и сломаться. Это необходимо учитывать при разработке программы. Пример - деталь "ВТУЛКА".
(LCUTOFF OD CUTOFF 5 DEG 2020 INSERT - R123G2-0300-0502-CM) N108 G0 G96 X150 Z150 T500 M8 N110 G96 S130 M03 N112 G0 X30 Z10 T505 N114 Z-25 N116 X26 N118 G1 X15 F0.11 N120 M14 N122 G50 S800 N124 X9 N126 M15 N128 G1 X-1 F0.05 N130 G0 X50 N132 Z10 N134 M9 N136 M5 N138 G0 X 150 Z 150 T500 N140 M30 Таким образом, программа разработана.
Необходимо заметить, что возможности систем ЧПУ Fanuc всех модификаций довольно высоки и разнообразны. При использовании новых функций программирования необходимо тщательно проверять работу станка по программе.
Практическая работа №2 «РАЗРАБОТКА УП ОБРАБОТКИ ЗАГОТОВКИ НА СТАНКЕ 6Р13Ф3 С УЧПУ Н33-1М»
Цель работы: закрепить теоретические знания и приобрести практические навыки по проектированию технологической операции обработки отверстия на фрезерном станке 6Р13ФЗ.
Оснащение: 1. Методические указания по проведению работы. 2. Инструкция по программированию к станку. 3. Инструкция по расчету опорных точек контура детали и эквидистанты. 4. Калькуляторы. 5. Интерактивная доска.
Порядок выполнения работы. 1. Ознакомление с целью работы и порядком ее выполнения. 2. Ознакомление с индивидуальным заданием. 3. Проверка детали на технологичность. 4. Выбор технологических баз, станочного приспособления. 5. Выбор режущего инструмента. 6. Построение эквидистанты. Самостоятельная внеаудиторная работа. 7. Рассчитать координаты опорных точек эквидистанты (см. методические указания по расчёту координат).
8. Расчет режимов резания. 9. Составление РТК. 10. Ознакомление с инструкцией по программированию для станка 6Р13ФЗ с УЧПУ НЗЗ-1М. 11. Кодирование информации 12. Оформление отчета и подготовка его к сдаче.
Ход работы Индивидуальное задание: составить управляющую программу обработки наружного контура (по вариантам)
Теоретический материал. Фрезерные станки, оснащенные контурными УЧПУ, позволяют выполнять так называемую 2,5 координатную обработку, когда одновременно отрабатываются перемещения исполнительных органов станков по двум осям, а третья ось служит в основном как установочная для подводов и отводов инструмента. 2,5 координатное фрезерование применяют для обработки и цилиндрических и линейных поверхностей (контуров), произвольные направляющие и образующие которых или параллельные оси инструмента, или составляют с этой осью постоянный угол в нормальном сечении. В первом случае обработка осуществляется боковой поверхностью цилиндрических, а во втором - конических фрез. Другое назначение 2,5 - координатного фрезерования - обработка плоскостей, перпендикулярных к оси инструмента. На фрезерных станках с ЧПУ находят применение классические разновидности фрезерования - цилиндрическое и торцовое. Цилиндрическое - обработка контуров боковой цилиндрической поверхностью фрезы. Торцовое - обработка плоских поверхностей с небольшими припусками за несколько проходов и обработка торцов узких ребер, ширина которых не превышает диаметра фрезы. Кроме того, на фрезерных станках с ЧПУ возможно применение смешанного фрезерования, представляющее собой одновременную обработку заготовки боковой и торцовой поверхностями концевых фрез.
1. Области обработки поверхностей при фрезеровании. Все элементы деталей, обрабатываемых фрезерованием могут быть разделены на основные и дополнительные. К дополнительным относятся сопрягающие поверхности с постоянным и переменным радиусами сопряжения. Внутренние сопряжения постоянного радиуса формируются за счет соответствующей конфигурации инструмента. Область, заключенная между контуром детали и контуром заготовки, называется обрабатываемой областью. Обрабатываемую область можно разделить на открытые, полуоткрытые, закрытые и комбинированные зоны. К открытым зонам относятся области, не ограничивающие перемещение инструмента вдоль его оси или в плоскости, перпендикулярной этой оси.
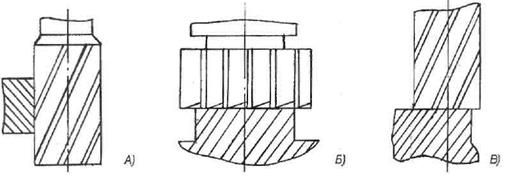
Рисунок 1 - Открытые зоны обработки при фрезеровании: а) цилиндрической фрезой; б) торговой фрезой; в) концевой фрезой.
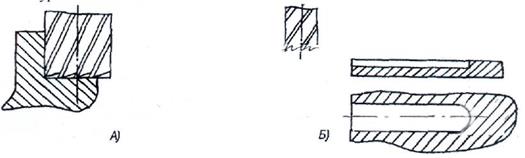
В полуоткрытых областях перемещения инструмента ограничены с двух сторон: как вдоль оси, так и в плоскости, ей перпендикулярной. При обработке плоских поверхностей торцовыми фрезами полуоткрытой называют плоскость, имеющую границу на одном из участков которой можно вводить и выводить инструмент на уровне плоскости.
Рисунок 2 - Полуоткрытые зоны обработки при фрезеровании а) уступов концевой фрезой; б) плоских поверхностей ("карманов") торцовой фрезой.
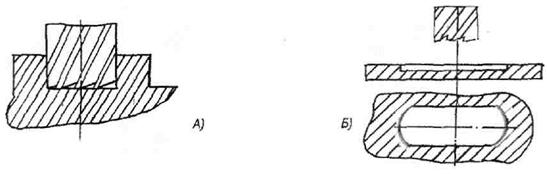
В закрытых зонах перемещение инструмента ограничено во всех направлениях. Ввести инструмент в зону резания возможно только сверху
Рисунок 3 - Закрытые зоны обработки при фрезеровании а) концевой фрезой; б) торцовой фрезой плоской поверхности ("колодец").
Комбинированные области формируются в результате объединения нескольких областей различных типов.
Рисунок 4 - Комбинированная зона при фрезеровании концевой фрезой.
2. Типовые схемы обработки контуров. Траектория перемещения инструмента при обработке контура состоит из участков врезания инструмента в заготовку, прохода вдоль контура и отвода инструмента от обработанной поверхности. Особое внимание уделяется участку врезания, т.к. именно на нем происходит нагружение инструмента силой резания. При чистовой обработке этот участок должен быть построен таким образом, чтобы сила резания нарастала и плавно приближалась по величине и направлению к силе, действующей на рабочем участке обрабатываемого профиля, что обеспечивается вводом инструмента в зону резания по касательной к обрабатываемому контуру или дуге окружности.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 117; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.210.213 (0.317 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||