Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Программирование линейных перемещенийСодержание книги
Поиск на нашем сайте
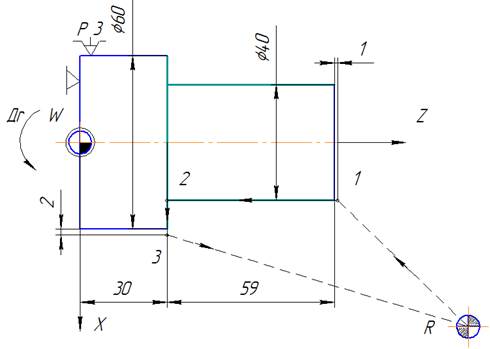
В зависимости от нанесения размеров на чертеже детали и последовательности обработки, линейные перемещения могут быть заданы в абсолютной или относительной системах. Перемещение по оси X в абсолютной системе задается адресом X и координатой конечной точки пути относительно нулевой точки (нуля детали). Координаты в абсолютной системе по оси X задаются в диаметрах. Перемещение по оси X в относительной системе задается адресом V. Перемещение по оси Z в абсолютной системе задаются адресом Z и координатой конечной точки пути с ее знаком относительно нулевой точки. Перемещение по оси Z в относительной системе задается по адресу W. Числовое значение перемещения равно приращению координат соседних опорных точек (Z2- Z1). Направление движения в обеих системах определяется соответствующим знаком. В абсолютной системе ставится знак координаты, в которую происходит перемещение. В относительной системе перед числовым значением ставится знак "минус", если перемещение происходит в сторону противоположную положительному направлению. Например, перемещение резца до точки с координатами: X = 40 мм, Z = 30 мм (рис. 2) в абсолютной системе записывается кадром: N008 Z30* в относительной системе – кадром: N008 W - 51 *.
Рисунок 1 - Эскиз валика для иллюстрации программирования линейных перемещений в абсолютной и относительной системах. Управляющая программа с линейными перемещениями, записанными в абсолютной системе S=0,3 мм/об, n=500 мин-1 (рис. 1), приведена ниже:
N001 S2500 F0,3 T1* Второй диапазон, n = 500 /мин -1, S = 0,3 мм/об; резцедержатель в первой позиции N002 Х40 Z90 E* Подход резца к н. т. на быстром ходу N003 Z 30* Точение диаметра 40 мм на рабочей подаче N004 Х64* Точение торца до диаметра 64 мм. N005 М02* Конец программы (останов вращения, отвод резца на быстром ходу в исходное положение сначала по оси X, затем по оси Z).
Управляющая программа с линейными перемещениями, записанными в относительной системе S = 0,3 мм/об, n = 500 мин-1 (рис. 1): N001 S2500 F0,3 T1* Второй диапазон, n = 500 мин -1, S = 0,3 мм/об; резцедержатель в первой позиции N002 U-160 W-60 E* Подход резца к н. т. на быстром ходу N003 W- 60* Точение диаметра 40 мм на рабочей подаче N004 U24* Точение торца до диаметра 64 мм. N005 М02* Конец программы (останов вращения, отвод резца на быстром ходу в исходное положение сначала по оси X, затем по оси Z).
4 Программирование обработки конических поверхностей и снятия фасок под углом 450 При программировании обработки конических поверхностей линейные перемещения по осям X и Z задают в одном кадре. Если вершина резца имеет закругление, то при переходе от цилиндрической поверхности к конической по осям X и Z выполняется коррекция на координаты конечной опорной точки. Операцию снятия фаски под углом 450 задают кадром, в котором указывают следующие данные: - координату, по которой идет обработка детали (X или Z); - числовое значение координаты конечной точки перемещения со знаком, указывающим направление перемещения; - адрес С и число, определяющее величину фаски. Знак перед числом под адресом С соответствует знаку обработки по координате X. Направление по координате Z задают только со знаком "минус". Примеры программирования снятия фасок приведены на рис. 2.
Рисунок 2 - Пример записи в кадрах УП обработки фасок при наружном точении
|
|||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 272; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.007 с.) |