Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Циклы многопроходной черновой обработки L08, L09.Содержание книги
Поиск на нашем сайте
Многопроходная обработка цилиндрических заготовок или заготовок с контуром, близким к конечному, например, поковок, с автоматическим разделением на проходы программируется соответственно циклам L08 и L09. Структура постоянных циклов L08 и L09 имеет следующий вид: L08 (L09), А, Р, где А - припуск под чистовую обработку в мм (если чистовой рабочий ход не задается, то А = 0); Р - максимальная глубина резания, мм, за один рабочий ход (на сторону). Циклы L08 и L09 применяют при обработке деталей с увеличивающимся в случае наружной обработки или уменьшающимся при внутренней обработке диаметром. После программирования кадра, содержащего эти циклы, необходимо запрограммировать описание конечного контура детали, которое может состоять из одного или нескольких кадров, но не более пятнадцати. Кадры с фасками и галтелями считаются за два. Деталь описывают в сторону шпинделя. Признаком окончания описания детали служит функция M17. Припуск под чистовую обработку по оси Z определяется путем деления заданного припуска по диаметру на четыре. Начальной точкой цикла L08 является начало заготовки.
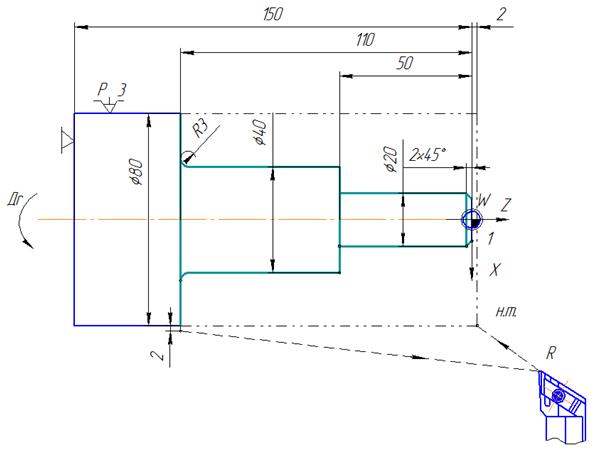
Рисунок 11 - Схема к программированию обработки наружного ступенчатого контура
Управляющая программа для обработки ступенчатого цилиндрического валика по циклу L08 (рис. 11) приведена ниже: N001 S2 500 F0,3 T1 * Второй диапазон, n = 500 мин -1, S = 0,3 мм/об; резцедержатель устанавливают в первую позицию N002 Х80 Z2 Е* Быстрый подход к н. т. цикла N003 Z0* Подвод к н. т. цикла N004 L08 А0 Р5* Многопроходная обработка (припуск под чистовую обработку А0, глубина резания 5мм) N005 Х20 С2* Обработка фаски 2 х 450 (точка 2) N006 Z - 50* Подвод в точку 3 N007X40* Подвод в точку 4 N008 Z - 110 Q-3* Обработка галтели R3 (точка 5) N009 Х84 M17* Отвод в точку 6, конец описания детали N010 М02* Конец программы, возврат в и. т. Для определения значения координат начальной точки цикла L09 необходимо сначала вычислить величины максимальных припусков по длине на сторону и диаметру. Если учетверенный припуск по длине больше припуска по диаметру, то координату Х н.т. находят как сумму диаметра правого торца и учетверенного припуска по длине, а координату Z н.т. - как сумму координат Z торца и припуска по длине на сторону.
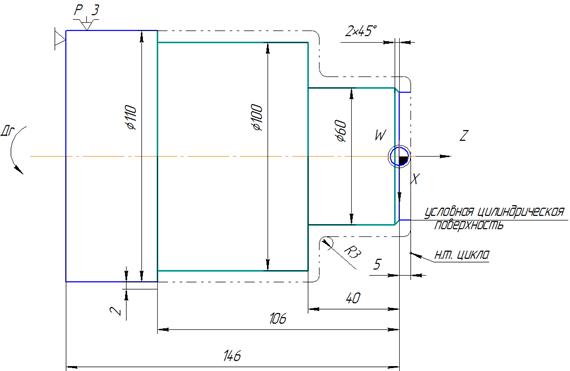
Рисунок 12 - Схема к программированию наружного точения канавки (цикл L09).
Когда учетверенный припуск по длине на сторону меньше, чем припуск по диаметру, то координатой Х н.т. является сумма диаметра правого торца и припуска по диаметру, а координатой Z н.т. - сумма координаты Z торца и припуска по диаметру деленному на четыре. Например, для заготовки (рис. 12) учетверенный припуск по длине на сторону равен 20 мм, т.е. больше припуска по диаметру. Следовательно, координата Х н.т. будет равна 80 мм (60 + 20 = 80 мм), а координата Z н.т. = 5 мм. Если конечный контур детали начинается с фаски, галтели или конуса, необходимо программировать перед циклом L09 условную цилиндрическую ступень на длине припуска по координатам X и Z (см. рис. 12). Управляющая программа для обработки цилиндрической ступени в случае применения цикла L09 (см. рис.12) имеет вид:
N001 S2 600 F0.5 Т1 * Задание технологических параметров N002 Х80 Z5 Е М08* Подход резца к начальной точке цикла L09, включение подачи СОЖ N003 G10* Задание постоянной скорости резания 3 мм на радиус N004 L09 А0 РЗ* Задание максимальной глубины резания N005X56*} Условная цилиндрическая N006 Z0* } ступень N007 Х60 С2* Программирование фаски 2 х 450 N008 Z-40 Q-3* Обработка Ø 60мм и галтели R3 мм N009 X100 * Подрезание уступа до 100 мм N010 Z-108 * Обработка Ø100 мм N011 XI14 M17* Подрезание уступа до Ø 114 мм. Конец описания детали N012 Z0 Е* Отход по оси Z на координату Z = 0 N013 Х62 Е* Подвод по оси X на координату Х = 62 N014 XQ F0,25* Подрезание торца N015 Z1 E M09* Отход на координату Z = 1, выключение
подачи СОЖ N016 М02* Конец программы.
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 119; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.82.60 (0.007 с.) |