Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обозначение сварных соединений на чертежахСодержание книги
Поиск на нашем сайте
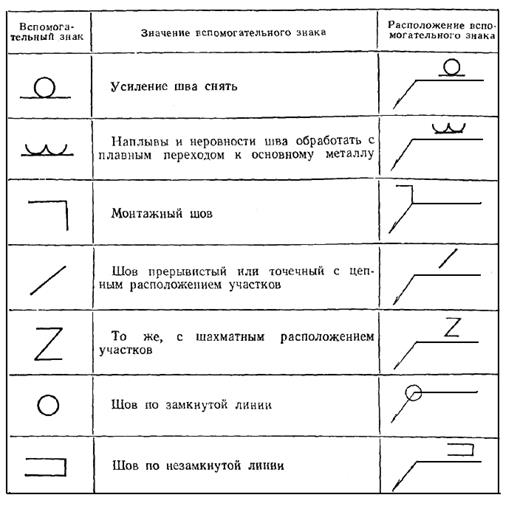
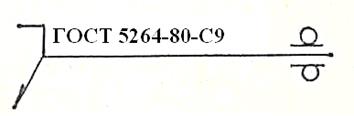
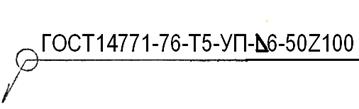
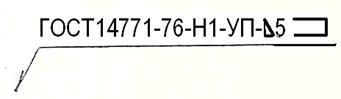
Сварные соединения должны обозначаться по ГОСТ 2.312-72. Шов сварного соединения изображают на чертеже: видимый - сплошной основной линией, невидимый - штриховой линией. От изображения шва проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва. На чертежах поперечных сечений границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями. Вспомогательные знаки для обозначения сварных швов приведены в табл. 4.10. Обозначения сварных швов наносят над полкой линии-выноски в случае лицевой стороны шва и под полкой для обратной стороны шва. Эти обозначения имеют следующие элементы: - обозначение стандарта на типы и конструктивные элементы швов сварных соединений (табл. 4.9, столбец 1); - буквенно-цифровое обозначение шва по стандарту (табл. 4.9, столбец 5); - условное обозначение способа сварки; - знаки профиля шва и его катета для швов угловых, тавровых и нахлесточных соединений; - длина и расположение участков прерывистого шва; - вспомогательные знаки согласно табл. 4.10. Стыковое соединение обозначается - С, угловое - У, тавровое - Т, нахлесточное - Н, если форма шва не предусмотрена ГОСТом - О (особый). Цифры возле букв, например С25, Т4, указывают порядковый номер данного шва в ГОСТе (вид соединения и шва, а также форму разделки кромок и размеры соединения в сборе). Способы сварки имеют следующие обозначения: дуговая - Э, газовая - Г, электрошлаковая - Ш, в инертных газах - И, ультразвуковая - Уз, трением - Тр, холодная - X, диффузионная - Дф, контактная - К, электроннолучевая - Эл, лазерная - Лз, взрывом - Вз, плазменная - Пз, в углекислом газе - У. Буква перед обозначением вида сварки: Р - ручная, А - автоматическая, П - полуавтоматическая. Для автоматической сварки приняты следующие обозначения: автоматическая сварка под флюсом без применения подкладок и подварочного шва-А, автоматическая сварка под флюсом на флюсовой подушке - Аф, автоматическая сварка под флюсом на стальной подкладке - Ао, автоматическая сварка под флюсом на флюсомедной подкладке - Ам, автоматическая сварка под флюсом с предварительным наложением подварочного шва - Апш, автоматическая сварка под флюсом с предварительной подваркой корня шва - Апк. Те же индексы используются при указании технологических особенностей полуавтоматической сварки (П, Пф, Пс и т. д.). Для контактной сварки применяют следующие обозначения с индексами, отмечающими ее отдельные разновидности: Кр - шовная, Кс - стыковая, Ксс - стыковая сопротивлением, Ксо - оплавлением, Кт - точечная. Буквенные обозначения дуговой сварки и ручной дуговой сварки на чертежах не проставляют. Буквенные обозначения других способов сварки проставляют на чертежах только в случае применения нескольких способов. При использовании одного способа сварки его указывают в технических требованиях на чертеже.
Таблица 4.9 Типы швов сварных соединений и их условные обозначения
Таблица 4.10 Условные обозначения сварных соединений
В условных обозначениях швов допускаются следующие упрощения: 1) при наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают только в технических требованиях чертежа; 2) при наличии на чертеже одинаковых швов обозначение на линии-выноске наносят у одного из них, а для остальных швов, имеющих одинаковый номер, на полке линии-выноски указывают только номер шва. Если же на чертеже все швы одинаковы, то допускается их изображать линиями-выносками без полок; 3) допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов и размеры их конструктивных элементов. Примеры условных обозначений приведены в табл. 4.11.
Таблица 4.11 Примеры условных обозначений сварных швов
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 444; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.009 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||