





Передовые мультисенсорные технологии КИМ LK Metrology (работа в режимах контактного измерения, контактного сканирования, бесконтактного сканирования с помощью лазера) позволяю расширить возможности инспектирования новых материалов и компонентов, в зависимости от потребностей заказчика, без лишних проводов и контроллеров.
Новые рабочие режимы и интуитивно понятные функции программного обеспечения облегчают работу со сложными задачами инспектирования, повышая производительность.
Глава 3. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
ВВЕДЕНИЕ
Во время разработки перспективного ТП изготовления детали «Кольцо рабочее нулевой ступени КВД» было выявлено, что режимы резания имеют малые значения.
Они сильно влияют на время обработки. В связи с этим возникает необходимость изучения возможности улучшения режимов резания, чтобы уменьшить трудоемкость технологического процесса.
Тема – Исследование жаропрочных сплавов на никелевой основе, и обработка данного материала.
Литературный обзор
Благодаря тому, что авиакосмическое производство процветает, происходит постоянное увеличение потребления компонентов, изготовленных из материалов, таких как жаропрочные сплавы и сплавы на основе титана.
Жаропрочные сплавы на основе никеля обладают впечатляющей красностойкостью и отличительными прочностными свойствами, особенно по сравнению с традиционными сплавами типа стали и чугуна.
Но также из-за качества данных сталей и их производства, детали из таких материалов являются, достаточно труднообрабатываемыми.
В статье [14] приводятся принципы обработки которые являются достаточно важными при работе с жаропрочными сплавами:
· Традиционный подход к обработке труднообрабатываемых материалов основывается на применении менее агрессивных параметров резания, к примеру, уменьшения скорости подачи, глубины и скорости резания. Однако многие режущие инструменты, предназначенные именно для обработки материалов, обладающих свойствами класса S по ISO, наоборот, следует использовать при увеличенных скорости подачи и глубине резания. Такие инструменты специально спроектированы для того, чтобы выдерживать подобные агрессивные параметры резания и изготовлены из высокоструктурированных сплавов с хорошей прочностью и красностойкостью режущей кромки и обладают высоким сопротивлением деформации и износу.
Наиболее распространенным видом поломки инструмента при обработке таких материалов является зазубривание режущей кромки. Обычно причиной этого является упрочнение заготовки в процессе работы, при этом использование увеличенной глубины резания и скорости подачи сведет к минимуму время контакта рабочей поверхности инструмента и заготовки.
· По сравнению с обработкой стали и чугуна, проявляется ощутимая разница в выделении и рассеивании тепла. Жаропрочные сплавы обладают низкой теплопроводностью, что приводит к тому, что теплота «копится» в толще материала и в самом инструменте, в свою очередь, вызывая преждевременный износ инструмента и деформацию заготовки. Таким образом, необходимо использовать режущие инструменты с более острой заточкой режущих кромок. Несмотря на то, что такая кромка считается менее прочной, при условии надлежащей мощности станка, такой инструмент прекрасно противодействует вибрации и производит больше резание, чем деформирование материала, тем самым предотвращая накопление теплоты.
· Сплавы на основе никеля и титана демонстрируют большую склонность к упрочнению при механической обработке, чем обычные марки стали. Таким образом, рекомендуется минимизировать число проходов при их обработке, когда только возможно. К примеру, вместо снятия 10 мм материала за два прохода по 5 мм, лучше снять их за один проход глубиной 10 мм. Таким образом при однопроходной обработке программистам и операторам необходимо продумывать чистовую обработку, где традиционно применяется многопроходный способ с малой глубиной резания и небольшой скоростью подачи. Операторам необходимо искать способы увеличения агрессивности параметров обработки где только возможно, поскольку это приведет к увеличению срока службы инструмента и улучшению качества обработанной поверхности.
Из этих принципов следует, что улучшение режимов резания, может сильно повлиять на трудоемкость обработки.
Известно[15], что наиболее низкие скорости резания достигаются при обработке сплавов на никелевой (Ni) основе, которые являются труднообрабатываемыми материалами. Для систематизации экспериментальных данных по обработке резанием большого количества данных сталей и сплавов их можно разбить на четыре группы:
1. Нержавеющие и жаропрочные стали, содержащие большое количество хрома Cr и никеля Ni и малое количество других легирующих элементов (Ti, Si и др.). Это стали Х18Н9Т, Х18Н12Т, Х23Н18, 4Х14Н14В2М, Х15Н9Ю и др. По технологическим характеристикам данные стали близки к аустенитным, а по прочности — к мартенситным сталям. Скорость резания твердым сплавом v = 120…150 м/мин, при обработке быстрорежущей сталью — 25…35 м/мин. Коэффициент обрабатываемости kv, учитывающий влияние физико-механических свойств обрабатываемого металла на скорость резания по отношению к стали 45 (ГОСТ 1050–88), равен 0,5.
2. Жаропрочные и окалиностойкие сложнолегированные стали аустенитного класса, содержащие в большом количестве Сr и Ni и в меньшем количестве Mn, Мо и другие легирующие элементы. К этим сталям относятся: 4Х12Н8Г8МФБ, 10Х16Н25АМ6, 12Х25Н16Г7АР, 10Х11Н20Т3Р, 15Х18Н12С4ТЮ и др. Для них kv = 0,23…0,30. Скорость резания твердым сплавом v — 50…80 м/мин, быстрорежущей сталью — 15…20 м/мин.
3. Жаропрочные деформируемые сплавы на железо-никелевой и никелевой основе. По химическому составу они принадлежат к сложнолегированным. К ним относятся: ХН77ТЮ, ХН77ТЮР, ХН35ВТЮ, ХН70ВМТЮ, ХН67ВМТЮ, ХН62ВМЮТ, ХН75ВМФЮ и др. Подобные сплавы широко распространены за рубежом: Nimonik (Великобритания), Inconel-718, Inco 550, Diskaloy 24 (США) и др. Обрабатываемость их резанием низкая, в 10–12 раз меньше, чем у стали 45. Скорость резания при обработке инструментами из твердых сплавов — 15…45 м/мин, а инструментами из быстрорежущей стали — 5…12 м/мин.
4. Жаропрочные литейные сплавы на никелевой основе, сложнолегированные сплавы, например ВЖ36-Л2, ЖС6-К, ЖС3ДК-ВИ, работающие при температуре 900–1000 °С. Скорость резания при обработке этих сплавов в 12–15 раз ниже, чем при обработке стали 45, a kv = 0,04. Таким образом, большая группа хромоникелевых материалов может быть разбита на четыре основные подгруппы. Количество химического элемента Ni увеличивается от 9–12 % в первой подгруппе до 90 % в четвертой. Одновременно происходит снижение допустимой при обработке скорости резания от 120…150 м/мин до 4...5 м/мин.
Сопоставляя режущие свойства инструментов из твердых сплавов групп ВК и ТТК, марки которых являются наилучшими по обрабатываемости жаропрочных сплавов, можно отметить, что легирование карбидообразующими элементами дает возможность изменить режущие свойства (стойкость и производительность обработки) незначительно. Нанесение покрытий на инструментальные материалы из твердых сплавов позволяет увеличить стойкость пластин в 2–3 раза, при этом на качество покрытий влияет множество факторов: толщина покрытия, прочность сцепления покрытия с основой, прочность на изгиб и другие показатели. Эффективность использования твердосплавного инструмента при обработке жаропрочных сплавов ограничена их предельными теплофизическими возможностями. Данное явление существенно ограничивает скорости резания. Необходимы новые решения, обеспечивающие форсирование режимов резания. В таком качестве предлагается рассматривать возможности применения для обработки жаропрочных сплавов инструментами на основе сверхтвердых материалов и минералокерамики.
В работе [16] проведены анализы влияния разных факторов на жаропрочные стали:
Влияние легирования на жаропрочность:
Легированные сплавы на никелевой основе нашли широкое применение в качестве жаропрочных при изготовлении газотурбинных двигателей, главным образом в виде рабочих и сопловых лопаток и в меньшей степени в качестве турбинных дисков и колец. В результате сложного легирования у сплавов этой группы достигнуты наиболее высокие жаропрочные свойства по сравнению с жаропрочными свойствами сплавов на железной и даже кобальтовой основах.
Характеристическая температура, пределы длительной прочности и внутреннее трение с увеличением легирования (с введением титана в никель и никельхромистые сплавы) повышаются.
Увеличение содержания титана или алюминия или их суммы вместе с бором и тугоплавкими элементами (W, Mo или Nb) еще более повышает жаропрочность (σ100 при 8000С=50 кг/мм2).
Доказано, что молибден, вольфрам и хром, вводимые в никель раздельно, повышают твердость, жаропрочность, электросопротивление и увеличивают параметр решетки твёрдого раствора.
Изучая деформирование образцов жаропрочных сплавов на никелевой основе с применением различных режимов термической обработки, главным образом понижающегося ступенчатого старения и скоростей деформации, установлено, что предварительное разупрочняющее высокотемпературное старение (ступенчатость) приводит к значительному развитию сдвиговой деформации и возникновению точечных выходов дислокаций. Несмотря на межзеренный характер разрушения, эти сплавы сохраняют высокую пластичность.
Влияние бора:
Введение бора в малых количествах в жаропрочные никелевые сплавы оказывает очень сильное влияние на повышение жаропрочности. Бор обладает сравнительно малой растворимостью в γ-твердом растворе при умеренных температурах и при старении выделяется в виде боридных фаз различного состава, преимущественно по границам и на стыках зёрен. Бор является легирующим элементом, который, входя в твёрдый раствор и в состав боридных фаз, тормозит диффузионные процессы, протекающие при умеренных температурах, и тем самым способствует повышению длительной прочности сплавов. Максимальная жаропрочность вероятнее всего относится и к максимальной растворимости бора в γ-твердом растворе.
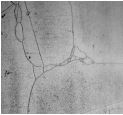
Рис 25 Микроструктура поверхности исходной заготовки сплава ЭИ437Б (×100)
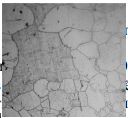
Рис 26 Микроструктура ½ радиуса исходной заготовки сплава ЭИ437Б (×100)
Присадка небольших количеств бора (~0,001-0,05%) способствует резкому замедлению диффузионных процессов по границам зёрен металла. В присутствии бора резко затрудняется диффузия легкоплавких составляющих.

Рис 27 Микроструктура центра сечения исходной заготовки сплава ЭИ437Б (×100)

Рис 28 Форма и расположение карбонитридных фаз сплава ЭИ437Б (×500)
Изучение фазового состава жаропрочных сплавов на никелевой основе позволило установить, что в зависимости от легирования бор образует несколько фаз. В никельхромотитанистом сплаве ЭИ437Б бор входит в состав сложной χ-фазы типа (Cr, Ni)5В3. Предполагается, что увеличение содержания алюминия в хромоникельтитанистом сплаве ЭИ437Б уменьшает растворимость хрома и приводит в обогащению боридной фазы хромом. Введение до 0,015% В не повышает кратковременной прочности и твёрдости, но увеличивает пластичность (δ и φ), определяемую при кратковременных испытаниях и на длительную прочность. Бор отрицательно влияет на окалиностойкость сплавов.
|
| Поделиться: |



