
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка последовательности обработки детали
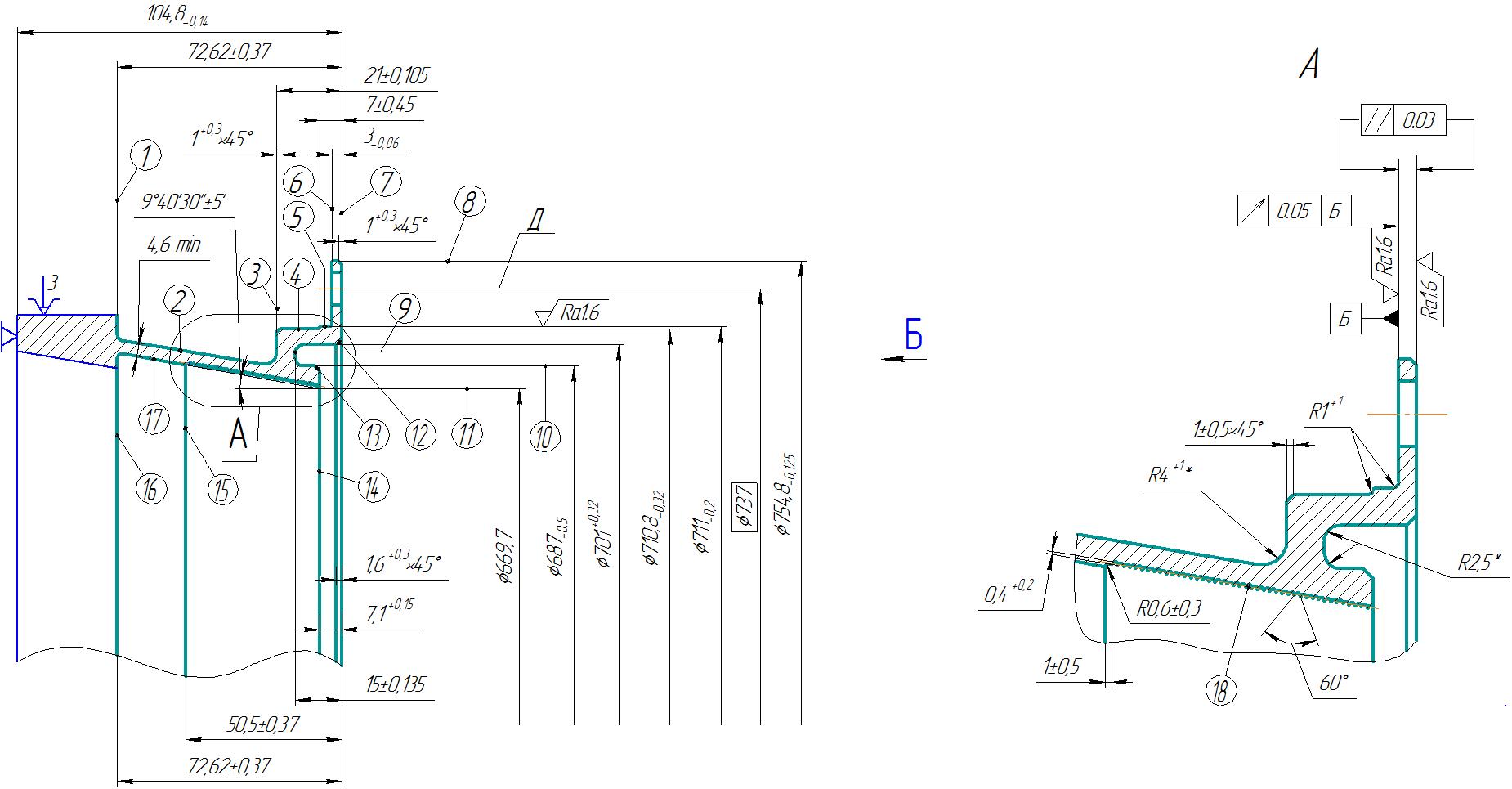
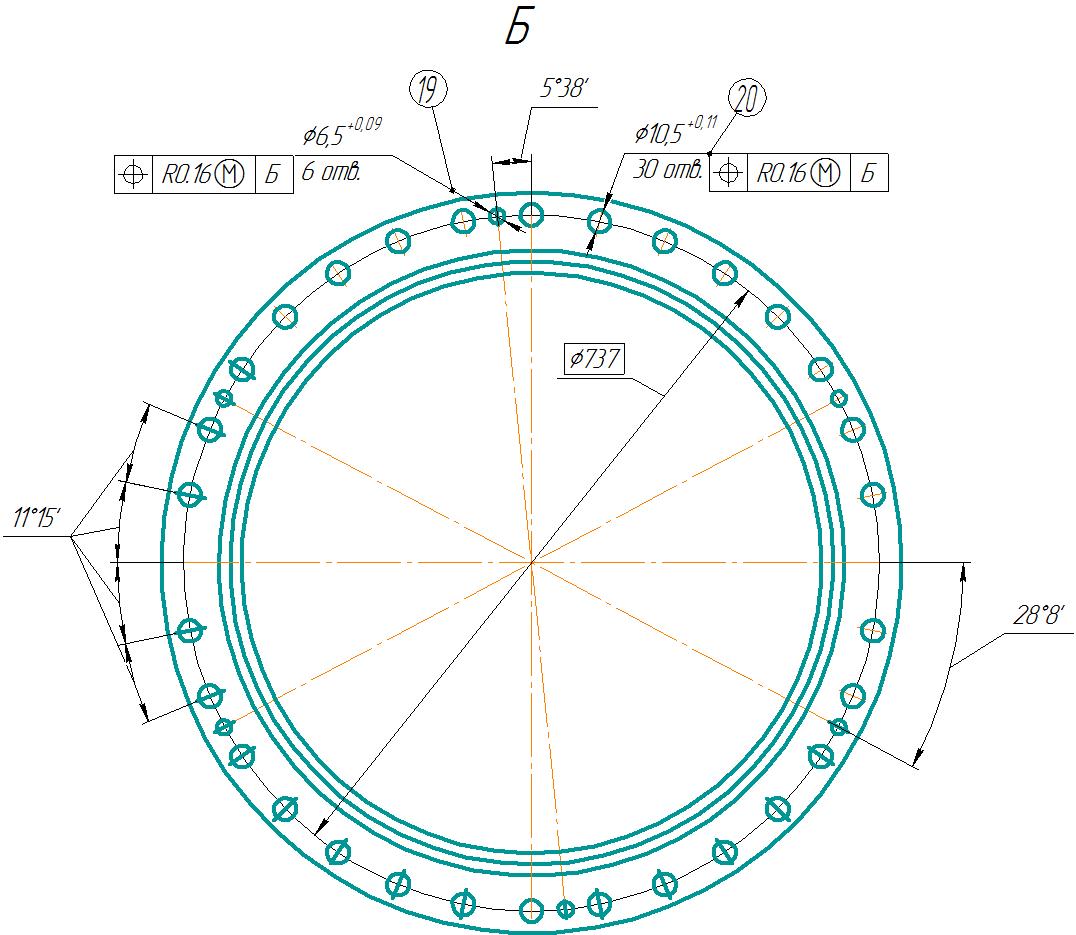
На основании маршрутного описания ТП (с учётом чертежа исходной заготовки)разработаем операционное описание ТП и заполним операционные карты. Операция - 0140 Токарно – фрезерная с ЧПУ Установ А [см. рис.7] 1. Установить и закрепить заготовку; 2. Подрезать торец 7 предварительно; 3. Точить поверхность 8; 4. Подрезать торец 6 с точением поверхности 5 предварительно; 5. Точить поверхность 4, выдерживая торец 1 предварительно; 6. Точить канавку 2 выдерживая уклон 9°40'30"±5' предварительно; 7. Точить торцевую канавку 9 Подрезать фаску 12; 8. Подрезать торец 14. Подрезать фаску 13; 9. Расточить поверхность 17 выдерживая торец 16 предварительно; 10. Расточить поверхность 17 окончательно, расточить уступ под резьбу 18; 11. Подрезать торец 7 окончательно; 12. Точить поверхность 4 окончательно; 13. Подрезать торец 6 с точением поверхности 5 окончательно; 14. Точить канавку 2 окончательно Точить фаску 3; 15. Расточить резьбу 18; 16. Центровать 30 отверстий 20; 17. Сверлить 30 отверстий 20; 18. Центровать 6 отверстий 19; 19. Сверлить 6 отверстий 19.
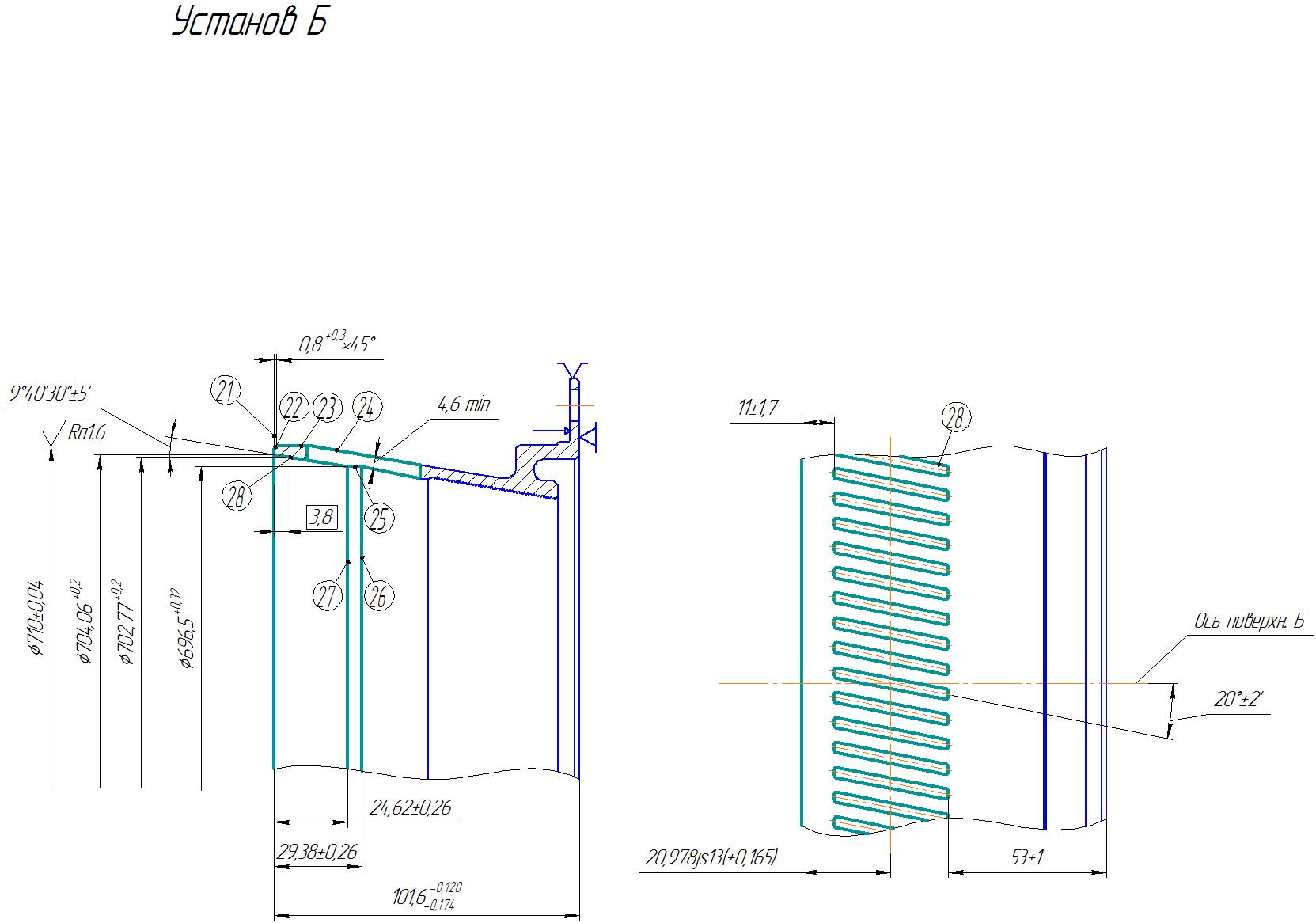
Рисунок 7 – Эскиз обработки установа А Установ Б [см. рис. 8] 1. Переустановить и закрепить заготовку; 2. Подрезать торец 21; 3. Точить поверхность 23 предварительно; 4. Точить поверхность 24 выдерживая уклон 9°40'30"±5'; 5. Расточить поверхность 28 выдерживая поверхность 25 предварительно; 6. Расточить поверхность 28 выдерживая поверхность 25 окончательно; 7. Точить поверхность 23 окончательно. Точить фаску 22; 8. Фрезеровать 259 пазов 28.
Рисунок 8 – Эскиз обработки установа А
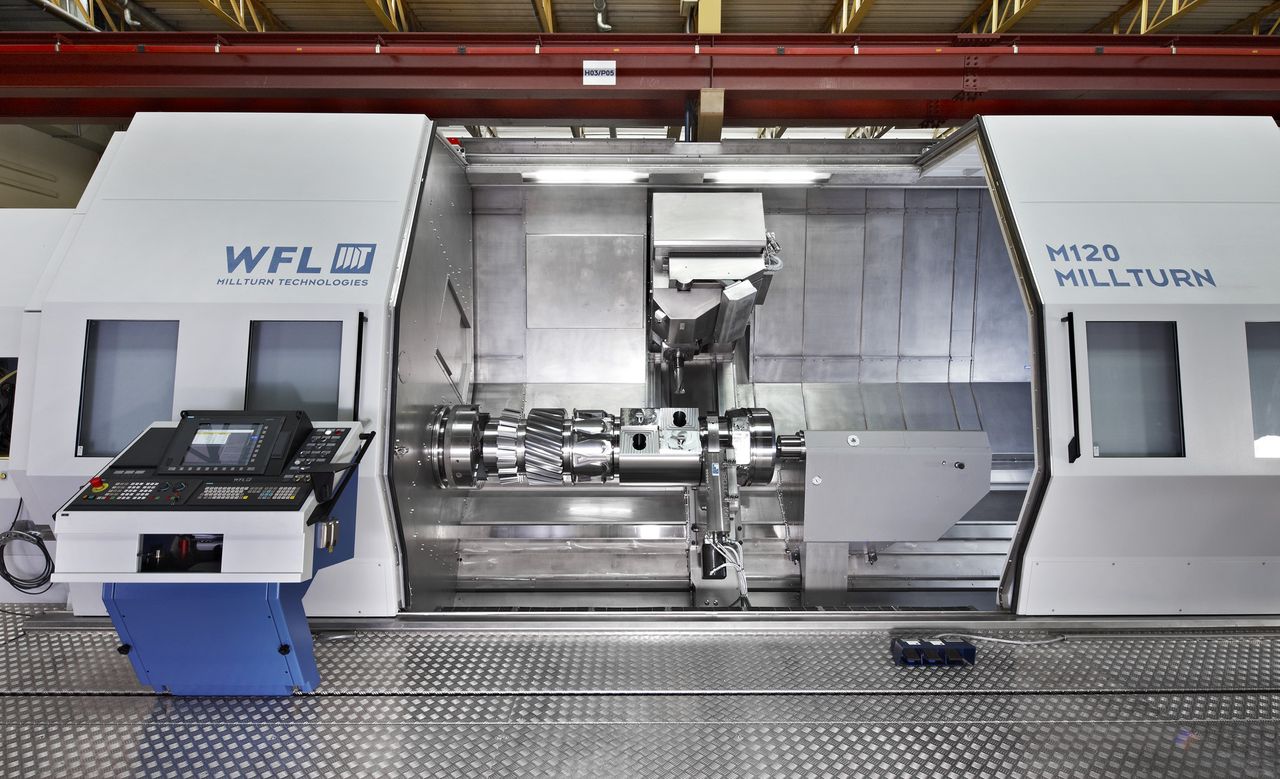
Выбор оборудования, приспособлений, режущего и мерительного инструмента На основании операционного описания обработки детали «Кольцо рабочее нулевой ступени КВД» выберем оборудование, режущий, вспомогательный и мерительный инструмент и приспособление для закрепления детали. Затем окончательно заполним операционные карты разрабатываемого ТП. Оборудование: В качестве металлорежущего оборудования выберем современный многофункциональный токарно-сверлильно-фрезерный обрабатывающий центр с ЧПУ фирмы «WFL» мод. Millturn M120 [см. рис. 9 и табл. 14]. На да данном центре можно сэкономить подготовительно – заключительное время, необходимое для переустановки деталей с одного станка на другой. Повышается точность обработки, так как большое количество поверхностей обрабатывается с минимальным количеством установов.
Рисунок 9 - WFL Millturn M120 Характеристики станка WFL Millturn M120 приведены в таблице 14. Таблица 14 - Технические характеристики
Оснастка: Для закрепления детали в автоматическом режиме используем патроны токарные механизированные фирмы BISON – BIAL тип 2404 – K ⌀ 800 мм. Режущий инструмент: Учитывая марку сплава детали и требуемое качество поверхностного слоя некоторых поверхностей, выбираем режущий инструмент компании Sandvik Coromant и Walter. · Токарная пластинка Walter CNMG1204 12-NM
Рисунок 10
Значение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| d | 12,7 mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| r | 0,8 mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| f | 0,2–0,55 mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ap | 0,8–3 mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
· Токарная пластинка Walter CCMT09T304-PF
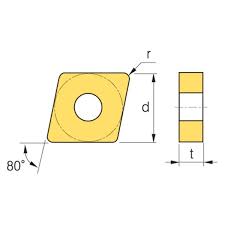
Рисунок 11
| Условное обозначение |
Значение
d
9,525 mm
r
0,4 mm
f
2,38 mm
ap
1-10 mm
· Токарная пластинка Sandvik Coromant 266RL-16SA01F140E 1135
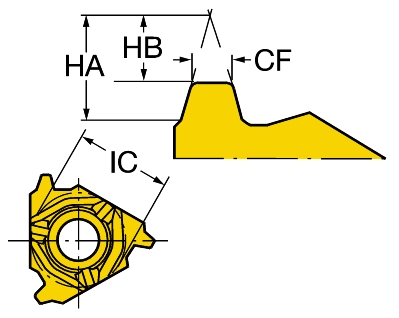
Рисунок 12
Теоретическая высота резьбы (HA) 2,07 mm
Разность высоты резьбы (HB) 1,34 mm
Длина эффективной режущей кромки (CF) 0,72 mm
Диаметр вписанной окружности (IC) 9,525 mm
· Канавочная пластинка Walter GX09-2E400N03-GD3

Рисунок 13
| Условное обозначение |
Значение
s
3 mm
r
0.3 mm
l
9 mm
f
0.06–0.18 mm
STol
±0.02 mm
lTol
±0.02 mm
· Державка Walter A20T-DCLNL4
| Условное обозначение |
Значение | |
| Dmin | 37,3 mm | |
| d1 | 31,75 mm | |
| f | 19,43 mm | |
| h | 30 mm | |
| l1 | 304,8 mm | |
| γ | -6 ° | |
| λs | -11 ° |
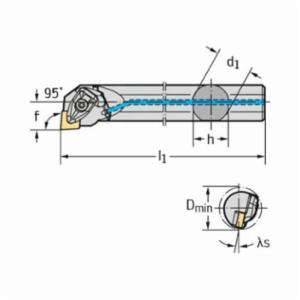
Рисунок 14
| Условное обозначение
|
Значение
Dmin
19,6 mm
d1
15,88 mm
f
10,31 mm
h
14,27 mm
l1
203,2 mm
λs
-8,7 °
· Державка Walter A10R-SCLCR3
Рисунок 15
· Державка Sandvik Coromant SL-266RKF-202514-16
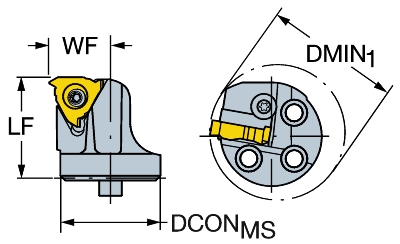
Рисунок 16
Функциональная ширина (WF) 14 mm
Функциональная длина (LF) 25 mm
Диаметр соединения (DCON) 20 mm
Min диаметр отверстия (DMIN1) 25 mm
· Цанга Sandvik Coromant 393.15-20 12
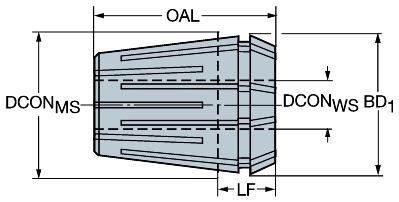
Рисунок 17
Общая длина (OAL) 31,5 mm
Диаметр соединения (DCON) 21 mm
Функциональная длина (LF) 11,16 mm
Диаметр корпуса (BD) 21 mm
· Сверло Sandvik Coromant 860.1-1050-053A1-SM 1210
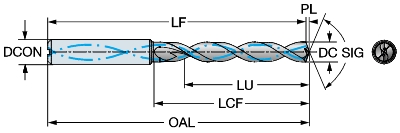
Рисунок 18
Диаметр соединения (DCON) 6 mm
Функциональная длина (LF) 65,5 mm
Рабочая длина (LU) 15,5 mm
Длина стружечной канавки (LCF) 28 mm
Общая длина (OAL) 66 mm
Высота режущей части (PL) 0,55 mm
Диаметр резания (DC) 3 mm
Угол при вершине (SIG) 140 deg
· Сверло Sandvik Coromant 860.1-0650-016A1-SM 1210
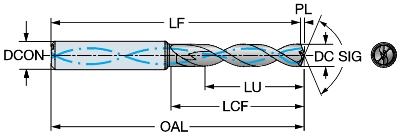
Рисунок 19
Диаметр соединения (DCON) 6 mm
Функциональная длина (LF) 65,15 mm
Рабочая длина (LU) 16,2 mm
Длина стружечной канавки (LCF) 28 mm
Общая длина (OAL) 66 mm
Высота режущей части (PL) 0,93 mm
Диаметр резания (DC) 5.1 mm
Угол при вершине (SIG) 140 deg
· Центровочное сверло ⌀ 6-8 мм: ⌀ хвостовика 4 мм Lобщ = 35 мм
· Центровочное сверло ⌀ 10-15 мм: ⌀ хвостовика 4 мм Lобщ = 35,5 мм
· Фреза Walter F5055.B16.063.Z04.3,0
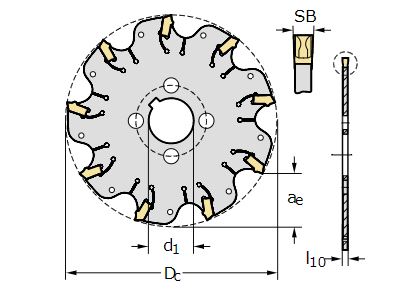
Рисунок 20
| Условное обозначение |
Значение
Dc
63 mm
d1
16 mm
SB
3 mm
ae
15 mm
· Пластинка Walter SX-3E300N02-CE4 WSM23S
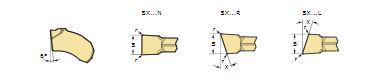
Рисунок 21
| Условное обозначение |
Значение
s
3 mm
r
0,2 mm
f
0,09–0,3 mm
STol
±0.05 mm
lTol
±0.1 mm
Мерительные инструменты:
ШЦЦ-1-125-0,01 Штангенциркуль цифровой ГОСТ 166-89;
ШЦЦ-1-320-1000-0,01 Штангенциркуль цифровой ГОСТ 166-89;
МК 25 Микрометр ГОСТ 6507-90;
МК 100-125 Микрометр ГОСТ 6507-90;
Шаблоны (спец.);
Стенкомер (спец.);
Глубиномер (спец.);



