Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 5. Выбор средств измерения и контроляСодержание книги
Поиск на нашем сайте
Расчет предельных калибров
Для проверки размеров деталей гладких сопряжений, конусных, резьбовых и шлицевых, глубин и высот выступов, расположения поверхностей в серийном проиводстве применяют предельные калибры – бесшкальные измерительные инструменты. Предельный калибр – этокалибр, воспроизводящий проходной и (или) непроходной препределы геометрических параметров элементов изделия. Калибры не определяют действительного значения контролируемого размера, а лишь устанавливают, находится ли контролируемый размер в границах поля допуска. Поскольку поле допуска ограничено двумя предельными размерами, то для их контроля применяют калибры: проходной (ПР) и непроходной (НЕ); рабочие (Р), приемочные (П) и контрольные(К). Проходной калибр –это предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими максимально допустимому количеству материала изделия. Непроходной калибр –это предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими минимально допустимому количеству материала изделия. Рабочий калибр – калибр для контроля изделия при его изготовлении. Приемочный калибр – калибр для контроля изделия заказчиком. Контрольный калибр – калибр для контроля рабочих калибров. Валы и отверстия с допусками точнее IT6 не рекомендуется проверять калибрами, так как при этом вносится большая погрешность измерения. Схемы расположения полей допусков приведены на рис.5.1-5.2. На гладкие калибры установлены допуски по ГОСТ 24853-81 и ГОСТ 24852-81. Значения допусков гладких рабочих и контрольных калибров – в табл.5.2. На схемах приняты следующие обозначения:
Отклонения калибров отсчитывают от соответствующих предельных размеров изделий. Отклонения проходных калибров ( На рабочих чертежах калибров проставляют исполнительные размеры (предельные размеры, по которым изготовляют новые калибры, а также осуществляют контроль износа калибров в эксплуатации). Исполнительный размер калибра для отверстий – наибольший предельный, исполнительный размер калибра для валов – наименьший предельный. Расчет исполнительных размеров калибров выполняют согласно формул табл.5.1. Таблица 5.1. Формулы для определения размеров калибров
Маркировка калибра (т.е. обозначение номинального диаметра, основного отклонения и квалитета) соответствует обозначению той детали, для проверки которой этот калибр предназначен
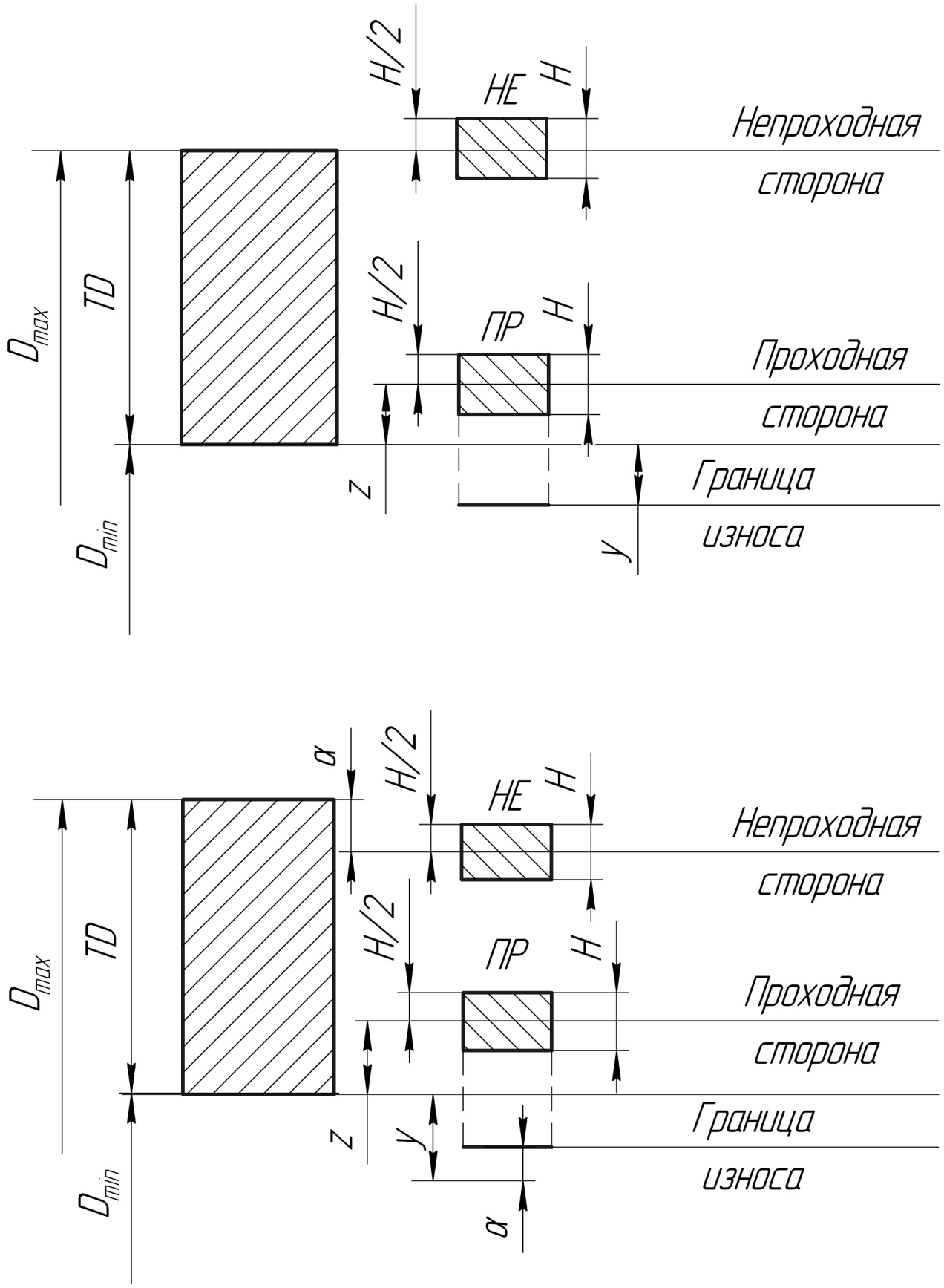
Рис.5.1. Схема расположения полей допусков калибра-пробки
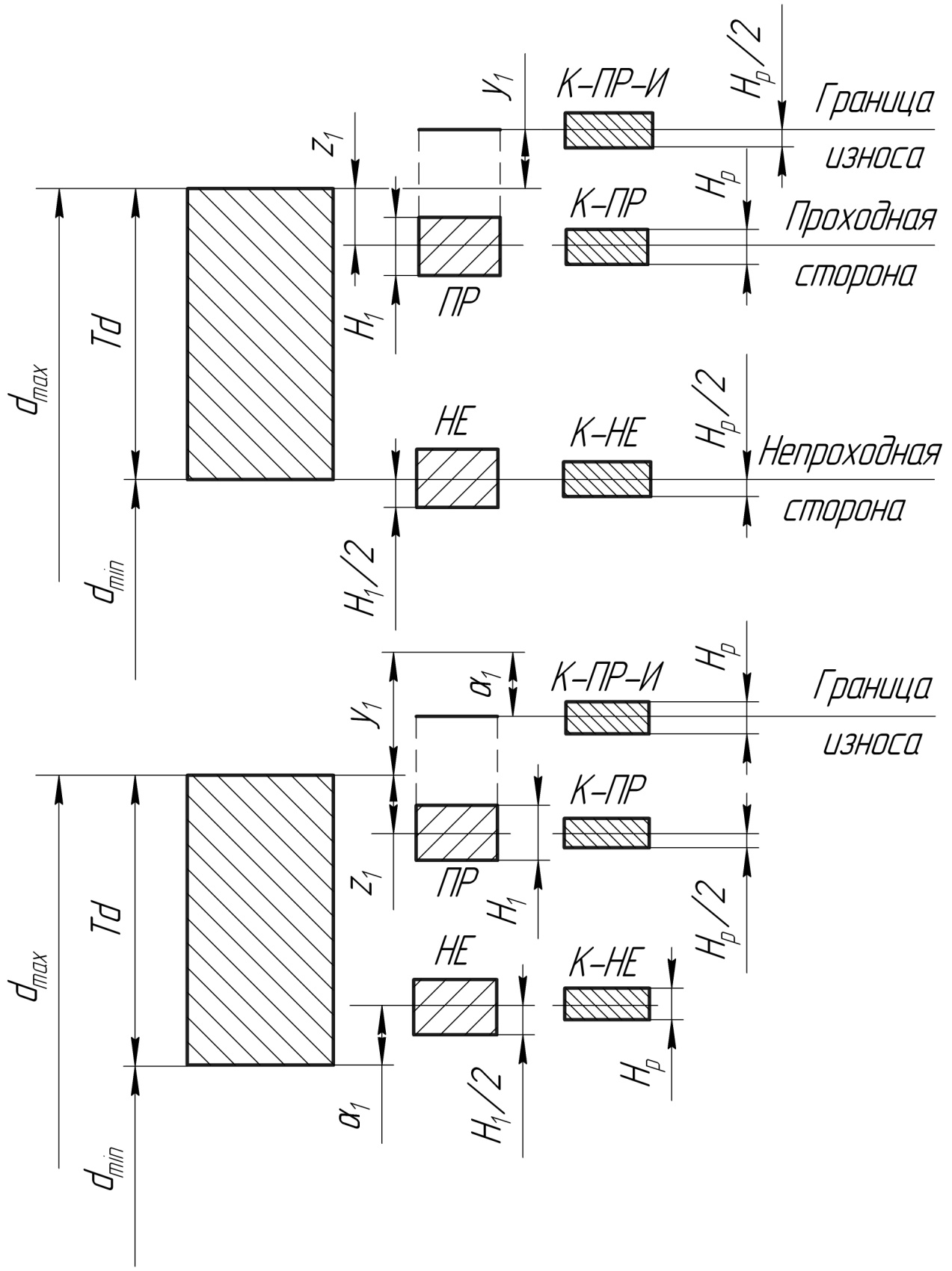
Рис. 5.2. Схема расположения полей допусков калибров-скоб. . Таблица 5.2.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-10; просмотров: 155; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.131.51 (0.008 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 – допуск на изготовление калибров для отверстия;
– допуск на изготовление калибров для отверстия; – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия;
– допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия; – допуск на изготовление калибров для вала;
– допуск на изготовление калибров для вала; – допуск на изготовление контрольного калибра для калибровскоб;
– допуск на изготовление контрольного калибра для калибровскоб; – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
– отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия; – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
– отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия; – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
– допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия; – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
– допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия; - величина для компенсации погрешности контроля кал
- величина для компенсации погрешности контроля кал - величина для компенсации. погрешности контроля калибрами валов с размерами свыше 180 мм;
- величина для компенсации. погрешности контроля калибрами валов с размерами свыше 180 мм; ) для валов и контркалибров к ним отсчитывают от наибольшего предельного размера вала, а отклонения непроходных калибров к ним (
) для валов и контркалибров к ним отсчитывают от наибольшего предельного размера вала, а отклонения непроходных калибров к ним ( ) – от наименьшего предельного размера вала. Отклонения проходных калибров для отверстий отсчитывают от наименьшего предельного размера отверстия, а отклонения непроходных калибров от наибольшего предельного размера отверстия. Контркалибры к калибрам для отверстий не предусмотрены, та как их легко проверить универсальными измерительными средствами.
) – от наименьшего предельного размера вала. Отклонения проходных калибров для отверстий отсчитывают от наименьшего предельного размера отверстия, а отклонения непроходных калибров от наибольшего предельного размера отверстия. Контркалибры к калибрам для отверстий не предусмотрены, та как их легко проверить универсальными измерительными средствами.