Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приготування тіста для заварного житнього і житньо - пшеничного хлібаСодержание книги
Поиск на нашем сайте
Заварний хліб має яскраво виражений приємний аромат і високі смакові якості, повільніше черствіє. Виробництво заварного хліба особливо розвинене у північно-західних областях Росії, в Білорусії, країнах Прибалтики. Так, у Литві, Латвії заварні види хліба складають 70 % загального виробництва хлібних виробів. Останнім часом виробництво заварних видів хліба зростає і в Україні. Розроблена значна кількість нових заварних видів хліба. Це хліб гетьманський, київський заварний, донбаський, особливий заварний тощо. Своєрідний кислувато-солодкий смак цього хліба створюється завдяки особливостям технології його приготування і складових рецептури. Готують заварні види хліба із суміші борошна житнього обдирного або обойного і пшеничного першого чи другого сорту, рідше — із суміші житнього сіяного і пшеничного вищого сорту, до складу рецептури, як правило, входять, %: не-ферментований або ферментований солод 3-7, патока — 3-8, молочна сироватка — 10-20, цукор — 1-4, квасне сусло чи солодовий екстракт — 2,5-10, яблучне повидло — 5, олія — 1,5-5, кмин, коріандр, аніс — 0,3-1, сухе молоко — 2,5, насіння льону або інша сировина. Характерною особливістю заварних видів хліба є те, що частина борошна (7-15, частіше 10%) вноситься в тісто у вигляді заварки оцукреної, оцукреної заквашеної або оцукреної заквашеної та збродженої. Заварні види хліба готують здебільшого на густих або рідких заквасках, іноді на концентрованій молочнокислій заквасці. Розроблені прискорені способи виготовлення заварного хліба на густих заквасках — підкислювачах з використанням сухої заварки. Закваски і заварку готують з житніх сортів борошна, пшеничне борошно вносять при замішуванні тіста. Для покращання якості хліба при замішуванні тіста на деякі види хліба додають пресовані, іноді рідкі дріжджі. У розводочному циклі приготування заквасок використовують чисті культури мезофільних молочнокислих бактерій і дріжджів. Живильну суміш для закваски готують із житнього борошна і води. Дозріла закваска, залежно від сорту борошна, має кислотність: густа — 10-15 град, рідка без заварки в живильному середовищі — 9-13, рідка із заваркою — 9-12, КМКЗ — 19-22 град. Тісто для заварних видів хліба готують трифазним (заварка — закваска — тісто), чотирифазним (заварка — закваска — заквашена заварка чи опара — тісто), п'ятифазним (заварка — закваска — термофільна закваска — збродже-на закваска — тісто) способами.
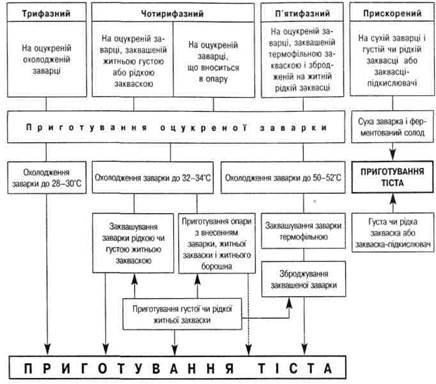
Кількість фаз обумовлюється наявними стадіями підготовки заварки. Заварку заквашують, іноді заквашують і зброджують з метою покращання стану м'якушки хліба, зменшення її липкості. Основні способи приготування тіста для заварних видів хліба наведені на рис. 6.24.
Рис. 6.24. Способи приготування заварних видів хліба Заварку готують з житнього борошна, ферментованого солоду, кмину чи анісу і води (1:3), що має температуру 93-95 °С. Початкова температура заварки 63-65 °С. На деяких підприємствах частину борошна, що належить заварити (10-15 %), і неферментований солод вносять у заварку при 63-65 °С для покращання оцукрення крохмалю. Заварку оцукрюють 1,5-2, інколи 3-5 год. Більше 6 год заварку зберігати не слід, щоб запобігти її закисненню. Для швидшого охолодження в оцукрену заварку іноді вносять холодну молочну сироватку, розчин цукру або патоки. Вологість заварки 74-76 %. При трифазному способі приготування тіста закваску з 25-30 % борошна змішують з оцукреною заваркою, розчином солі, добавляють решту борошна, іншу сировину і замішують тісто. Тривалість бродіння тіста 60-90 хв. У разі приготування тіста на бездріжджовій КМКЗ вносять 0,7 % пресованих або 10 % рідких дріжджів. При чотирифазному способі готують закваску, заварку, опару і тісто або закваску, заварку, заквашену заварку і тісто. Опару готують із заварки, закваски і
1 82 Технологія хлібопекарського виробництва Способи приготування тіста 183
Замість опари на деяких підприємствах готують заквашену (зброджену) заварку — рідку або густу. Тоді оцукрену охолоджену заварку перекачують в ємкість, добавляють до неї рідку або густу житню закваску і заквашують 6-7 год при 30-32 °С. Заквашену таким чином заварку перекачують у виробничу ємкість і використовують для замішування тіста порційним чи безперервним способом. Тривалість бродіння тіста 60-90 хв при 30-32 °С.
Застосовують й інші способи заквашування заварки. Так, при виробництві хліба житнього заварного з кмином в охолоджену оцукрену заварку вносять рідкі дріжджі та заквашену заварку з кислотністю 12-14 град, яка використовується для приготування рідких дріжджів. Після 5-6 год заквашування додають пресовані дріжджі та залишають бродити на 40-60 хв. На заквашеній і збродженій таким чином заварці готують тісто. Заквашування заварки підвищує інтенсивність бродіння тіста, надає хлібу приємного кисло-солодкого смаку. Використання заварки, заквашеної термофільними молочнокислими бактеріями, покращує смакові якості хліба. Ця технологічна операція передбачена також п'ятифазним способом приготування тіста. За п'ятифазним способом спочатку готують оцукрену заварку. Далі до оцукреної заварки добавляють у співвідношенні 3:1 заварку, заквашену термофільними молочнокислими бактеріями L. delbruckii-76 або іншими і заквашують її до кислотності 12-14 град. Готова закваска має приємний кисло-солодкий смак, коричнево-шоколадний колір, в'язку консистенцію. Паралельно із заквашеною термофільними бактеріями оцукреною заваркою готують рідку житню закваску без заварки. Потім заквашену оцукрену заварку охолоджують до 27-32 °С і змішують з рідкою житньою закваскою, при потребі добавляють мочку, одержують зброджену заварку. Тривалість її бродіння при 30-32 °С — 1 -2 год до кислотності 9-12 град. Підйомна сила — 20-25 хв. Зброджену заварку використовують для замішування тіста. Тісто дозріває 90-120 хв. За цією технологією на підприємствах Білорусії готують хліб рау-бичський. У разі приготування тіста для заварного хліба прискореним способом використовують традиційну густу або рідку житню закваску чи закваску-підкислювач, наприклад «Цитрасол» (Росія), PS-2 (Бельгія) з кислотністю 500 град, «Фіна-роль» (Австрія) з кислотністю 200 град та інші, й суху заварку або композиційні суміші на її основі з ферментованим житнім солодом. Суха заварка — це струк-туроване на вальцьовій сушарці чи в екструдері житнє борошно. Так, при замішуванні тіста «Цитрасол» застосовують у кількості 1,5-3,5 % до маси борошна. Пресовані дріжджі додають у кількості 1,2-1,4%. Тісто до розробки виброджує 90 хв, вистоювання тістових заготовок проводять до готовності, приблизно 60 хв. Тісто для заварних видів хліба готують як порційно, так і безперервно-поточним способом. 6.3. Використання продуктів переробки бракованого і черствого хліба при приготуванні тіста Браковані або черстві хлібні вироби з житнього, пшеничного чи суміші житнього і пшеничного борошна переробляють на хлібну мочку, хлібне і сухарне кришиво. Ці продукти переробки некондиційних виробів використовують при виготовленні продукції з борошна того ж виду і сорту або більш низьких сортів (у % до маси борошна) в кількостях, що наведені в табл. 6.1. Таблиця 6.1. Допустима кількість додання хлібного і сухарного кришива при приготуванні тіста, %, не більше Доза до маси борошна, % Вид виробів ~ І ~
хлібна хлібне cvxaDHe Хліб з житнього обойного борошна 10 5 З пшеничного обойного і сортового 5 3 2 Хліб із пшеничного борошна другого сорту 2,5 3 2 борошна першого і другого сортів 2* 1 1,5 Хліб із пшеничного борошна вищого сорту - - 1 Булочні вироби із пшеничного борошна другого сорту - 3 2 сорту - 2 1,5 сорту - 1,5 1 Сухарні вироби із пшеничного борошна першого і другого сорту - 5 2 Сухарні вироби із пшеничного борошна вищого сорту - 3 1,5 'Дозволяється використовувати у вигляді тонкодиспергованої мочки приготовленої на машині А 2- ХПК
1 84 Технологія хлібопекарського виробництва Способи приготування тіста "J 85
Відомий спосіб ферментативної обробки бракованого і черствого хліба, який дозволяє отримати з нього ферментативні високооцукрені або мальтозні напівфабрикати. Цей спосіб передбачає розмочування, гомогенізацію, клейсте-ризацію та наступний ферментативний гідроліз хліба. Така обробка приводить до накопичення поживних речовин. Гідролізати доцільно додавати разом із заквашеною заваркою у процесі приготування рідких дріжджів, мезофільних заквасок, при активації пресованих або сушених дріжджів.
Контрольні питання до розділу 6 1. Як класифікуються способи приготування тіста з пшеничного борошна? 2. Які способи розпушення тіста застосовуються? 3. За якими схемами готують рідкі дріжджі? У чому сутність цих схем? 4. Які види пшеничних заквасок застосовуються? За якою технологією їх готують? 5. Внаслідок яких процесів утворюється тісто в результаті замішування? 6. Яку роль відіграють складові борошна під час дозрівання тіста? 7. Охарактеризуйте способи приготування тіста на густих опарах. 8. Як готують рідкі опари? Охарактеризуйте біохімічні та мікробіологічні процеси, що відбуваються під час дозрівання рідких опар. 9. Які переваги і недоліки способу приготування тіста на диспергованій фазі у порівнянні з опарним способом?
10. У чому полягає сутність приготування тіста безопарним способом? 11. Які прискорені способи приготування тіста застосовуються та які технологічні заходи лежать в їх основі? 12. Охарактеризуйте нетрадиційні способи приготування тіста з використанням напівфабрикатів з цілого зерна та сухих сумішей. 13. Які особливості приготування пшеничного тіста за інтенсивною (холодною) технологією? 14. Охарактеризуйте особливості мікрофлори житніх заквасок. 15. Які види заквасок застосовуються в разі приготування тіста з житнього борошна? Як готують густі закваски? 16. Охарактеризуйте способи приготування тіста на рідких заквасках. 17. У чому сутність прискорених способів приготування тіста з житнього і житньо-пшеничного борошна? 18. Дайте порівняльну характеристику способам приготування тіста з житнього і житньо-пшеничного борошна. 19. У чому полягає сутність технології заварних видів хліба? 20. За якими показниками визначається готовність тіста? Розділ 7 ОБРОБЛЕННЯ ТІСТА Метою оброблення тіста є виготовлення тістових заготовок певної маси і форми, а також розпушення їх перед посадкою у піч. Оброблення тіста включає такі технологічні операції: поділ тіста на шматки, їх округлення, попереднє вистоювання, формування тістових заготовок і остаточне вистоювання. Заготовки для деяких виробів після остаточного вистоювання нарізають (батони, паляниця українська), наколюють (булка черкізівська) або змащують яєчним мастилом (здобні вироби). Залежно від виду виробів оброблення передбачає всі зазначені операції або частину з них. Так, при виробництві масових сортів хліба з пшеничного і житнього борошна попереднє вистоювання не передбачається, тоді як при виробництві більшості видів здобних виробів ця операція обов'язкова. При виготовленні пшеничного подового хліба передбачається округлення шматків тіста.
Механічна обробка пшеничного тіста під час поділу, округлення, надання заготовці певної форми позитивно впливає на його структурно-механічні властивості. Внаслідок подрібнення nop під час механічної обробки утворюється рівномірна мікропориста структура. Вона, а також тонка плівка, що утворюється на заготовці при обробленні, добре утримують газоподібні сполуки на наступних етапах технологічного процесу, сприяють одержанню хліба з гарним об'ємом, світлішою м'якушкою, тонкостінною, рівномірною пористістю. Житнє тісто має значно більшу, ніж пшеничне, вологість, високі адгезійні властивості, тому його інтенсивній механічній обробці під час оброблення не піддають. Оброблення житнього тіста для подового хліба охоплює лише поділ його на шматки, іноді — легке округлення цих шматків стрічковим тістоокруглю-вачем і остаточне вистоювання. Остаточної форми шматки тіста для подових видів набувають під час вистоювання у касетах. При виробництві формових видів хліба як з житнього, так і з пшеничного тіста, оброблення включає лише такі операції, як поділ тіста на шматки, завантаження їх у форми і остаточне вистоювання. Оброблення тіста здійснюється на спеціальному обладнанні — тісто-подільних, тістоокруглювальних, тістоформуючих машинах, стрічкових транспортерах, у шафах для попереднього та остаточного вистоювання. У пекарнях малої потужності ці стадії здійснюються здебільшого вручну. Щоб запобігти прилипанню тістових заготовок до органів машин, що використовуються для оброблення тіста, їх покривають антиадгезійними полімерними матеріалами, посипають борошном або застосовують обдування тістових заготовок повітрям. Металеві листи, на яких відбувається вистоювання, і хлібні форми обробляють антиадгезійними матеріалами або змащують олією. При застосуванні підсипки борошном посипають поверхні на всіх ділянках оброблення і вистоювання. На цю операцію витрачається 1-2 % всієї маси борошна.
186 Технологія хлібопекарського виробництва Оброблення тіста 187
7.1. Поділ тіста на шматки Поділ тіста на шматки має забезпечити одержання тістових заготовок з масою, яка з урахуванням затрат на наступних етапах технологічного процесу (випікання, охолодження і зберігання) дозволить одержати готові вироби заданої маси. Поділ тіста здійснюють механічним способом на тістоподільних машинах або вручну. У виробництві використовують тістоподільники різної конструкції. Всі вони ділять тісто на шматки за об'ємним принципом і відрізняються один від одного за способом нагнітання тіста і відмірювання об'єму. На хлібопекарських підприємствах найбільш поширені тістоподільники, що мають головки з однією або кількома мірними камерами з поршнями. Залежно від положення поршня змінюється об'єм робочої частини камери. При зміні об'єму камери змінюється
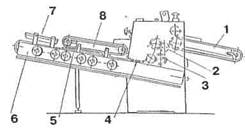
і об'єм шматка тіста. Застосовуються тістоподільники з поршневим, лопатевим або шнековим нагнітачем і подільною головкою, а також тістоподільники із шнековим нагнітачем, в яких шматки тіста певної довжини відсікаються ножем при виході його з мундштука машини (рис. 7. 1). Регулюючи довжину шматка, одержують заготовки різної маси.
При виробництві дрібноштуч-них булочних і здобних виробів іноді застосовують тістоподільники, які штампують із тіста однакові шматки певної маси. Принцип дії тістоподільників з мірними камерами такий. Виброджене тісто надходить у приймальну лійку тістоподільника, звідти — у робочу камеру, з якої поршневим, лопатевим, шнековим або іншої дії нагнітачем тісто спочатку стис- кується у робочій камері, потім подається в мірні камери подільної головки, робочий об'єм яких регулюється залежно від того, якої маси заготовку необхідно отримати. Шматки тіста відміреного об'єму при русі поршня вперед виштовхуються з мірної камери на транспортер. Для забезпечення точності поділу необхідно підтримувати постійний рівень тіста у лійці. Це забезпечується за допомогою шибера у нижній частині тістоспу-ску або електронних датчиків. На точність поділу впливає густина тіста, тому не можна допускати порушення вологості та перебродження тіста. У промисловості для поділу пшеничного тіста найбільш розповсюджені тістоподільники з поршневим нагнітачем і подільною головкою марок А2-ХТ-2Н, РЗ-ХДП, Ш25-ХДА, РМК та інші; з лопатевим нагнітачем і подільною головкою — А2-ХТН та інші. Для поділу пшеничного тіста при виробництві дрібноштучних виробів застосовують тістоподільники РЗ-ХДП, Ш25-ХДН, А2-ХПО/5таінші. Для поділу житнього і житньо-пшеничного тіста застосовують тістоподільники зі шнековим нагнітачем і поворотною головкою марок ХДФ-2М, «Кузбас-2М-1», «Кузбас-2М-2» та інші. При виробництві формового хліба з використанням вистійно-пічних агрегатів застосовують подільно-посадочні автомати ДПА, РЗ-ХД2У та інші. Основним показником якості роботи тістоподільників є точність маси тістових заготовок. За паспортними даними на діючі тістоподільники, відхилення від заданої маси шматки тіста не повинно перевищувати ± 2,5 %. Як уже відзначалося раніше, маса шматка тіста встановлюється, виходячи з маси готового виробу з урахуванням зменшення його маси під час випікання (упікання) і зменшення маси готового хліба при охолодженні та зберіганні (усихання), а також точності роботи тістоподільника. Масу тістової заготовки (GІЗ) визначають за формулою Сх-100-100 (100-дуп)(100-дус) де О, — задана маса хліба, кг; дуп — затрати на упікання, % до маси тіста; дус — затрати на усихання при остиганні і зберіганні, % до маси гарячого хліба; (д„ — середнє відхилення в масі тістової заготовки при поділі, кг, або Стз = Є, + Зуп + Зус ± Дд,3 де Зуп — зменшення маси тістової заготовки при випіканні, кг; Зус — зменшення маси гарячого хліба при остиганні та зберіганні, кг. Величину затрат на упікання і усихання визначають для кожного виробу за допомогою пробної випічки. У середньому маса тістової заготовки буває на 10—12 % більшою за масу охолодженого виробу. За існуючими нормативами, відхилення маси десяти одночасно зважених готових виробів не має перевищувати 2,5 % нормативної маси, а одного виробу — 3 %. Тому при розрахунку необхідної маси тістової заготовки треба брати до уваги не лише відхилення в роботі тістоподільника, а й нерівномірність упікання по довжині колиски або ширині поду печі, різне усихання його при зберіганні на вагонетках. Зважаючи на ці фактори, тістоподільна машина має забезпечити вищу точність поділу, ніж допустимі відхилення для готової продукції, тобто не більше ± 1-1,5 %.
1 88 Технологія хлібопекарського виробництва Оброблення тіста 189
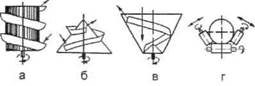
При ручному поділі тіста його спочатку формують у довгий циліндричний джгут, товщина якого залежить від маси готових виробів. Від готового джгута відрізають шматки однакової довжини і за допомогою вагів забезпечують необхідну масу кожного шматка. Для того, щоб за час розробки суттєво не погіршились структурно-механічні властивості тіста, необхідно, щоб її тривалість з однієї діжі не перевищувала 30-40 хв, а при переробленні слабкого борошна — 20-30 хв. Точність поділу тіста має не лише технологічне, а й економічне значення. Під час підрахунку витрат борошна на виготовлення штучних виробів враховують не фактичну масу кожного виробу, а передбачену стандартом. Тому при перевищенні стандартної маси відбудуться перевитрати борошна. У випадку, коли маса виробів буде нижчою стандартної більше, ніж на 2,5 %, — вироби вважаються браком за масою. 7.2. Округлення тістових заготовок Під час технологічної операції округлення шматки тіста набувають круглої форми. Внаслідок пружно-еластичного і пластичного характеру деформації тістової заготовки при округленні в ній відбувається рівномірне розподілення і часткове видалення диоксиду вуглецю, змінюються фізико-механічні властивості її структури. Поверхневий шар заготовки ущільнюється, зменшується його газопроникливість. На тістовій заготовці утворюється тонка поверхнева плівка. Ця плівка сприяє підвищенню газоутримувальної здатності тіста підчас остаточного вистоювання, покращанню об'єму і пористості виробів. При виробництві круглих подових виробів округлення є способом формування заготовки. Після цієї операції тістові заготовки надходять на остаточне вистоювання. При виробництві багатьох видів булочних і здобних виробів (батони, рогалики, плетінки) ця операція є проміжною, після неї тістові заготовки подаються на попереднє вистоювання, потім на формування. Операція округлення виконується на тістоокруглювальних машинах з несучим органом, що обертається, і нерухомою поверхнею тертя. Це циліндричні, парасоль-коподібні або чашоподібні машини з нерухомою спіраллю. Використовуються також машини з несучим органом, що рухається прямолінійно, і нерухомою або рухомою
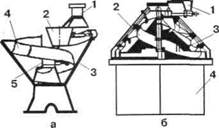
поверхнею тертя, а також з плоско-паралельним рухом несучого і формуючого органів, рис. 7.2. У промисловості для округлення шматків пшеничного тіста застосовують здебільшого тістоокруг-лювачі, що мають форму конусоподібної чаші, які обертаються навколо своєї осі, з внутрішньою формувальною спіраллю (марки ХТО, Т1-ХТН). Шматки тіста потрапляють на дно чаші й у процесі складного руху вверх по спіралі набувають круглої форми, рис. 7.3 а. Останнім часом набувають поширення машини з парасолькоподібною поверхнею тертя, рис. 7.3 б.
На якість округлення впливає вологість тіста, відрегульованість зазору між конічною чашею і спіраллю. При великому зазорі від тістової заготовки відщеплюються шматочки тіста, маса її зменшується. Тісто з підвищеною вологістю липне до робочих органів машини.
На деяких підприємствах для покращання механічної обробки тіста встановлюють два тістоок-руглювачі. Житнє тісто має вищу, ніж пшеничне, вологість, підвищену адгезію і в'язкість, тому при його розробці операція округлення не проводиться або для її виконання використовують округлювані з горизонтальним стрічковим і двома похилими транспортерами. Завдяки переміщенню транспортерів у різних напрямках і з різною швидкістю досягається формування заготовки. Цей округлювач піддає заготовки легкій механічній обробці, після якої вони мають не зовсім сферичну форму. Пізніше, при вистоюванні у касетах тістові заготовки приймають правильну форму. Частіше заготовки для житнього і житньо-пшеничного хліба круглої форми після поділу укладають у круглі касети на колисках шафи для вистоювання. 7.3. Попереднє вистоювання Попереднє вистоювання передбачається лише для тістових заготовок із сортового борошна після округлення перед наданням їм остаточної форми. Його застосовують при виробництві деяких булочних і здобних виробів. Метою цієї операції є зняття внутрішніх напружень у заготовці, що утворилися під час поділу та округлення, відновлення структури клейковинного каркасу. Тривалість його — 3-12 хв. У процесі попереднього вистоювання внаслідок явища релаксації у заготовці розсмоктуються напруження, зруйновані ланцюги структури частково поновлюються (явище тиксотропії), покращується її структура, дещо збільшується об'єм. На цій стадії технологічного процесу бродіння немає практичного значення, тому не підтримуються певні технологічні параметри: температура і відносна вологість повітря. Попереднє вистоювання може проводитись під час переміщення тістової заготовки від однієї машини до іншої на спеціально влаштованому однорядному чи багаторядному стрічковому транспортері або ківшовому конвеєрі, рідше — у спеціальних конвеєрних шафах, а при ручному обробленні тіста — на столах або стелажах, рис. 7.4.
1 90 Технологія хлібопекарського виробництва Оброблення тіста 191
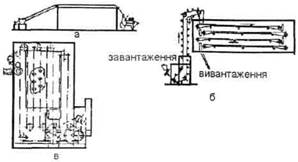
Рис. 7.4. Обладнання для попереднього вистоювання тісто - вих заготовок: а — однорядний транспортер; б — шафа з багаторядним транспортером; в — шафа з колисками для попереднього вистоювання тістових заготовок 7.4. Надання тістовим заготовкам необхідної форми Метою операції формування тістових заготовок є надання їм форми, передбаченої нормативною документацією для даного виробу. Спосіб надання заготовці певної форми залежить від виду виробів. Так, формування заготовок для виробів круглої форми з пшеничного сортового борошна здійснюється тістоокруглювачами. Заготовки для хліба круглої форми з житнього і житньо-пшеничного борошна набувають необхідної форми під час вистоювання в круглих касетах.
Для формування тістових заготовок з пшеничного тіста застосовують барабанні або стрічкові з розкочувальними валками тістозакатні машини. На тістозакатних машинах барабанного типу заготовка спочатку розкочується однією парою валків у млинець товщиною до 11 мм, потім завивальним вал- Під час операції формування у тістовій заготовці рівномірно розподіляються газоподібні складові, що покращує структуру пористості виробів. Заготовка добре утримує надану їй форму під час вистоювання і випікання. Для батоноподібних видів житнього і житньо-пшеничного хліба тістові заготовки формуються стрічковими тістозакатними машинами без розкочувальних валків. У цих машинах формувальними органами є два транспортери, що рухаються з різною швидкістю в різні сторони (рис. 7.5 г). Шматок тіста під час проходження крізь зазор між верхнім і нижнім транспортерами (нижній має більшу швидкість) набуває циліндричної форми. У промисловості для формування батоноподібних заготовок з пшеничного тіста найчастіше застосовуються тістозакатні машини барабанного типу марки МЗЛ-51 і стрічкові марки Т1-ХТ2-3 або И8-ХТЗ. У тістозакатній машині Т1-ХТ2-3 тістова заготовка спочатку розкочується у млинець проходженням через дві пари розкочувальних валків, потім скручується в рулон за допомогою закручувальної сітки і прокочується між транспортером і формувальною плитою, рис. 7.6.
При виробництві деяких дрібноштучних виробів, таких, як рогалики, розан-чики та інші, остаточна форма тістовим заготовкам надається на спеціальних машинах. Для більшості видів здобних виробів тістові заготовки формуються вручну.
На якість формування заго м'якушки, появи в ній порожнин. 7.5. Остаточне вистоювання тістових заготовок Зброджене тісто має капілярно-пористу структуру, в порах якої формуються газоподібні продукти бродіння. При поділі та формуванні тісто майже повністю втрачає диоксид вуглецю, ущільнюється, зменшується в об'ємі. Перед вистоюванням у тісті залишається 8-14 % диоксиду вуглецю, що накопичився під час його дозрівання, а в процесі вистоювання утворюється 86-92 % всієї його кількості, що міститься в тістовій заготовці при посадці її в піч. Тобто основна кількість диоксиду вуглецю, яка обумовлює розпушеність м'якушки виробів, їх об'єм утворюється саме під час остаточного вистоювання. Основною метою остаточного вистоювання є відновлення частково зруйнованої при формуванні структури тіста, інтенсивне бродіння з метою максимального розпушення тістової заготовки, збільшення її в об'ємі. При остаточному вистоюванні необхідно створювати оптимальні умови для життєдіяльності мікроф-
Оптимальними умовами для остаточного вистоювання є температура повітря в шафі для вистоювання 35-40 °С і відносна вологість — 75-85 %. Підвищена температура повітря прискорює процес бродіння у тістових заготовках, а підвищена вологість запобігає утворенню на їх поверхні підсохлої плівки. В разі утворення на поверхні заготовки такої плівки при подальшому бродінні тіста в перші хвилини випічки внаслідок збільшення її об'єму на поверхні хліба виникають тріщини і підриви. Більш низькі за оптимальні температура і вологість затримують процес вистоювання. Але підтримувати відносну вологість вище 85 % не слід, бо при цьому тістові заготовки будуть прилипати до касет колисок або дощок для вистоювання, а поверхня заготовок надмірно зволожується. В разі вистоювання тістових заготовок на дошках або листах вони дещо розпливаються. Тривалість вистоювання тістових заготовок становить від 20 до 120 хв залежно від виду виробів, їх маси, рецептури, умов вистоювання, якості борошна тощо. Вона збільшується при переробленні сильного борошна, а також якщо тісто має знижену вологість і температуру, містить значну кількість цукру і жиру, при низькій температурі та відносній вологості повітря у вистойці. Тістові заготовки, до яких застосовувалась посилена механічна обробка, потребують подовженого на 3-5 хв вистоювання. В такій же мірі затримують вистоювання окислювачі. Заготовки із здобного тіста вистоюються 50-90 хв, а з булочного — 35...50 хв. Тісто з більшою вологістю, гарно виброджене, вистоюється швидше, ніж міцне, недозріле. Заготовки малою масою вистоюються довше, тому щ
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 581; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.155.48 (0.017 с.) |


 частини борошна без заливу води, вологість її — 53-55 %. Тривалість бродіння 3,5-4 год при 28-30 °С, кислотність готової опари має бути 9-11 град. У виброджену опару додають, розчин солі, воду, засипають решту борошна і замішують тісто. Розподіл борошна за фазами приготування тіста частіше за все такий: заварка — 10, закваска — 20, опара — 35, тісто — 35 %. Тісто дозріває 60-90 хв. За такою технологією готують хліб житній заварний, бородинський, черкаський заварний та інші.
частини борошна без заливу води, вологість її — 53-55 %. Тривалість бродіння 3,5-4 год при 28-30 °С, кислотність готової опари має бути 9-11 град. У виброджену опару додають, розчин солі, воду, засипають решту борошна і замішують тісто. Розподіл борошна за фазами приготування тіста частіше за все такий: заварка — 10, закваска — 20, опара — 35, тісто — 35 %. Тісто дозріває 60-90 хв. За такою технологією готують хліб житній заварний, бородинський, черкаський заварний та інші. У разі обдування тістових заготовок повітрям його подають до машин з температурою 28-30 °С і відносною вологістю 40-44 % по трубопроводах за допомогою вентилятора низького тиску. Повітря забирають з верхньої частини цеху. Внаслідок обдування на поверхні тістових заготовок утворюється тонка плівка, яка і запобігає прилипанню до поверхні робочих органів. Витрати повітря становлять від 260 (до тістоподільної машини) до 1000 м3/год (до закатної машини). Кількість повітря, що подається на обдування тістових заготовок, і його температуру регулюють з тим, щоб запобігти утворенню на заготовці надмірно товстої плівки. При наявності такої в разі збільшення об'єму заготовок у вистойці їх поверхня буде розтріскуватись.
У разі обдування тістових заготовок повітрям його подають до машин з температурою 28-30 °С і відносною вологістю 40-44 % по трубопроводах за допомогою вентилятора низького тиску. Повітря забирають з верхньої частини цеху. Внаслідок обдування на поверхні тістових заготовок утворюється тонка плівка, яка і запобігає прилипанню до поверхні робочих органів. Витрати повітря становлять від 260 (до тістоподільної машини) до 1000 м3/год (до закатної машини). Кількість повітря, що подається на обдування тістових заготовок, і його температуру регулюють з тим, щоб запобігти утворенню на заготовці надмірно товстої плівки. При наявності такої в разі збільшення об'єму заготовок у вистойці їх поверхня буде розтріскуватись.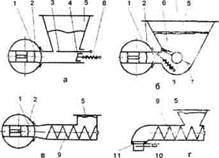

 Заготовки для батонів, батоноподібних виробів, плетінок формуються тісто-закатними машинами. Ця операція для виробів із пшеничних сортів борошна виконується після округлення шматків тіста і бажано після їх попереднього вистоювання. Тістозакатні машини надають заготовкам циліндричної або сигароподібної форми.
Заготовки для батонів, батоноподібних виробів, плетінок формуються тісто-закатними машинами. Ця операція для виробів із пшеничних сортів борошна виконується після округлення шматків тіста і бажано після їх попереднього вистоювання. Тістозакатні машини надають заготовкам циліндричної або сигароподібної форми.