Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка поверхностей заготовок на радиально - и вертикально - сверлильных станкахСодержание книги
Поиск на нашем сайте
На станках сверлильной группы производят сверление отверстий в сплошном материале заготовки, а также выполняют различные операции по обработке уже имеющихся в заготовке отверстий: рассверливание, зенкерование, развертывание, зенкование, цекование, нарезание резьбы. Кроме этого, сверлильные станки позволяют производить подрезку торцов, накатывать резьбу, растачивать отверстия и канавки, раскатывать и обкатывать поверхности и выполнять ряд других работ.
Рис. 1. Схемы обработки поверхностей на сверлильных станках Обработка на сверлильных станках, как правило, осуществляется при вращательном главном движении и поступательном движении подачи, которые осуществляет инструмент. Вертикально-сверлильный станок (рис.2) имеет опорную плиту (1), на которой базируется массивная стойка (2) с вертикальными направляющими. На стойке установлена сверлильная головка (5) с коробкой скоростей и подач. Режущий инструмент закрепляется в шпинделе и получает главное вращательное движение и движение вертикальной подачи. На вертикальных направляющих колонны установлен стол (6) с заготовкой. Перед началом обработки стол с заготовкой и сверлильная головка со шпинделем и инструментом устанавливаются соответствующим образом так, чтобы оси инструмента и обрабатываемого отверстия совпадали. Универсальные радиально-сверлильные станки применяют в индивидуальном и мелкосерийном производствах для обработки отверстий в крупногабаритных заготовках. Радиально-сверлильный станок (рис. 3) имеет опорную плиту 1 и смонтированную на ней массивную неподвижную колонну 2, на которой установлена поворотная колонна 3.
Рис.2 Поворотная колонна играет роль направляющей для вертикального перемещения рукава 4 с горизонтальными направляющими 5. По этим горизонтальным направляющим перемещается и фиксируется в нужном положении сверлильная головка 6 с размещенной в ней коробкой скоростей и подач. Режущий инструмент закрепляется в шпинделе станка 7 и имеет главное вращательное движение и вертикальную подачу. Заготовка устанавливается в приспособление или непосредственно на фундаментную плиту и при обработке она неподвижна. Перед началом работы необходимо обеспечить совмещение осей обрабатываемого отверстия с осью шпинделя и зафиксировать его.
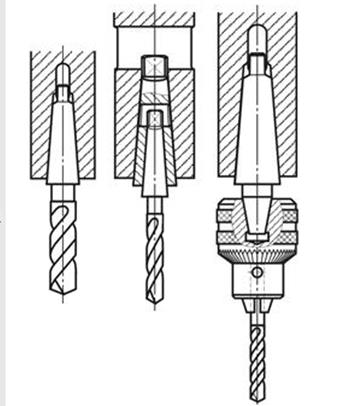
Режущие инструменты закрепляют в шпинделе сверлильных станков различными способами в зависимости от формы и размера хвостовой части инструмента (рис.4).
а б в Рис.4. Способы крепления инструментов на сверлильных станках Так, если размеры конического хвостовика инструмента и конического отверстия шпинделя станка совпадают, то инструмент устанавливают непосредственно в шпиндель без дополнительных элементов (рис.4,а); при несовпадении размеров применяют конические переходные втулки (рис.4,б). Инструменты, имеющие цилиндрический хвостовик, закрепляют в патронах различной конструкции. Наибольшее распространение приобрели кулачковые и цанговые патроны (рис.4,в).
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 249; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.195.105 (0.008 с.) |

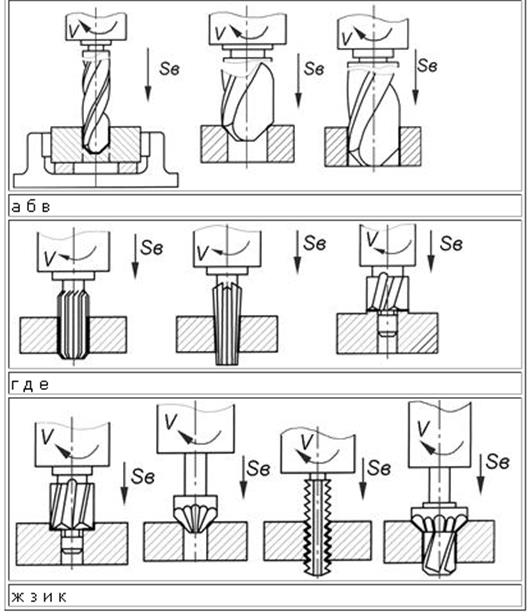
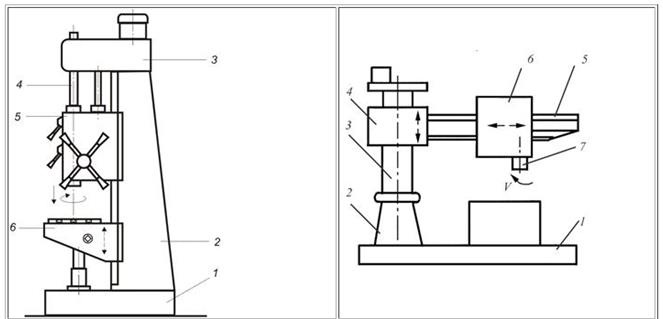
 Рис. 3
Рис. 3