Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тестовые задачи по основам технологии машиностроения
5.1 Какие компоненты необходимо учесть при расчетно-аналитическом методе определения минимального припуска? а) шероховатость поверхности Rz, полученной при предшествующей обработке; б) шероховатость поверхности, получаемой на данном переходе; в) дефектный слой поверхности, полученной на предшествующей операции (переходе); г) дефектный слой поверхности, образующийся на выполняемой операции (переходе); д) погрешность установки ey на предшествующей операции; е) погрешность установки ey на данной операции (переходе).
5.2 В чем выражается эффективность применения станков с ЧПУ? а) уменьшение tв (вспомогательного времени); б) уменьшение tо (основного времени); в) повышение точности размеров; г) снижение точности размеров (особенно фасонных заготовок); д) сравнительно быстрая перенастройка на выпуск нового изделия; е) сравнительно медленная перенастройка на выпуск нового изделия.
5.3 Какими принципами следует пользоваться при назначении периода стойкости инструментов для станков с ЧПУ? а) период стойкости назначается меньше, чем для станков с ручным управлением; б) период стойкости назначается больше, чем для станков с ручным управлением; в) период стойкости назначается равным периоду стойкости станков с ручным управлением.
5.4 Какие задачи при выборе технологических баз для обработки корпусных деталей на первой операции? а) устанавливаются размерные связи между обрабатываемыми поверхностями и черными необработанными поверхностями; б) распределяется припуск между обрабатываемыми поверхностями детали; в) определяется отклонение размеров, обеспечивающих функционирование всего узла (машины).
5.5 Назовите методы получения заготовок для изготовления валов. а) прутки – горячекатаные и холоднотянутые; б) штамповка; в) поковка; г) отливка; д) вырезка из листового проката.
5.6 В чем разница между допуском размера и полем рассеяния размера? а) допуск размера задается, а поле рассеяния получается в результате обработки партии деталей; б) поле рассеяния всегда больше поля допуска; в) поле рассеяния всегда меньше поля допуска.
5.7 Что можно определить, зная техническую норму времени? а) стойкость (период стойкости) режущего инструмента;
б) производительность труда; в) величину оплаты за труд.
5.8 С какой целью осуществляют правку шлифовальных кругов? а) для снижения шероховатости обработанной поверхности; б) для снижения расхода шлифовальных кругов; в) для восстановления геометрической формы и режущей способности круга.
5.9 Охарактеризуйте понятие технологичности конструкции изделия. а) конструкция машины (детали) позволяет использовать наиболее экономичные технологические процессы изготовления, обеспечивающие ее качество при заданном количестве; б) конструкция машины содержит (состоит) минимально-возможное количество деталей сложной формы; в) конструкция машины состоит из деталей, материал которых является дешевым.
5.10 Для какой цели строят конструкторские цепи? а) для определения метода достижения точности исходного или замыкающего звенья; б) для определения допусков на составляющие звенья; в) для разработки маршрутного технологического процесса; г) с целью упрощения конструкции узла.
5.11 Какие факторы влияют на выбор метода достижения точности исходного или замыкающего звена размерной цепи? а) объем выпуска деталей; б) форма поверхности детали, подлежащих обработке; в) число звеньев размерной цепи.
5.12 На станке с программным управлением производят сверление отверстий в печатной плате. На какое из перечисленных ниже действий расходуется основное операционное время? а) на установку и съем печатной платы; б) на перемещение стола на очередную позицию; в) на замену инструмента в магазине (под другой диаметр отверстия); г) на собственно сверление отверстий.
5.13 Рабочий производит обработку партии деталей на фрезерном станке с оперативной системой программного управления. На какое из перечисленных действий расходуется вспомогательное операционное действие? а) на подготовку управляющей программы; б) на установку и выверку оснастки; в) на установку заготовки и съем готовой детали; г) на замену вышедшего из строя инструмента (фрезы).
5.14 С какой целью в технологическом процессе предусматривают обработку точных поверхностей детали в несколько этапов (операций)?
а) с целью сокращения усилий резания на отдельных операциях; б) с целью повышения точности обработки; в) с целью увеличения общего припуска на обработку и упрощения производства заготовки; г) с целью уменьшения упрочнения (нагартовки) материала на обрабатываемой поверхности.
5.15 При разработке финишной операции технологического процесса механической обработки плоскости (например, шлифования) производят расчет минимально необходимого припуска, определяя его как суму погрешностей, возникающих на операциях, предшествующих рассматриваемой, и погрешности установки детали на разрабатываемой операции. Какой из перечисленных ниже факторов не должен учитываться в расчете? а) погрешность закрепления детали; б) шероховатость поверхности исходной заготовки (например, паковки); в) отклонение от плоскостности, возникающее из-за термической обработки, выполняемой непосредственно перед рассматриваемой операцией финишной обработки; г) глубина нарушенного предшествующей обработкой слоя.
5.16 При разработке технологического процесса механической обработки производят расчет (выбор) припусков. С какой целью? а) для последующего расчета усилий резания; б) для определения операционных размеров и размеров исходной заготовки; в) для определения конфигураций режущей части инструмента; г) для выявления целесообразности и возможности автоматизации процесса механической обработки.
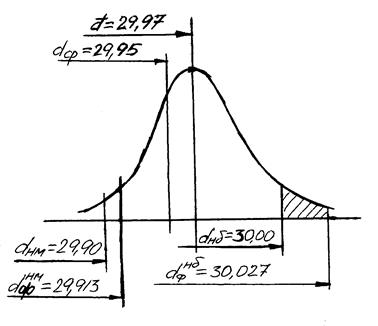
5.17 Распределение размеров в партии деталей n=50 шт. имеет вид, приведенный на рисунке 5.1. Диаметр вала должен быть Æ30¸0.1 мм. Среднее значение выборки d=29.97 мм. Среднеквадратичное S=0.019 мм. Величина брака составляет 6%. Является ли брак исправимым или неисправимым?
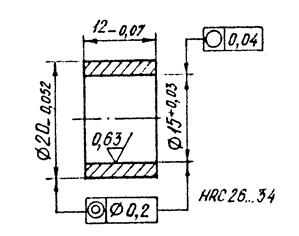
Рисунок 5.1 5.18 На чертеже стальной втулки (рисунок 5.2) конструктором назначен ряд требований точности по геометрическим и физическим параметрам. Какое из них является избыточным? а) шероховатость поверхности отверстия Ra0.63; б) отклонение от цилиндрических поверхностей 0.2 мм; в) твердость материала HRC 26…34 г) диаметральный размер отверстия Æ15+0.03; д) допуск круглости отверстия 0.04 мм.
Рисунок 5.2 5.19 Какой статистический параметр характеризует достижимую точность выполнения размера при выбранном способе обработки? а) среднее значение размера в партии деталей; б) среднеквадратическое отклонение от среднего значения размера в партии деталей; в) поле рассеяния фактических значений размера в партии деталей; г) вид закона распределения значения размера в партии деталей.
5.20 По какой зависимости следует рассчитывать суммарную погрешность обработки Dс, если частные погрешности D1, D2 … Dn являются случайными величинами? а) Dс=D1+D2+…+Dn б) Dс=|D1|+|D2|+…+|Dn|;
в) Dс= (D1)2+(D2)2+…+(Dn)2;
г) Dс= (D1)3+(D2)3+…+(Dn)3;
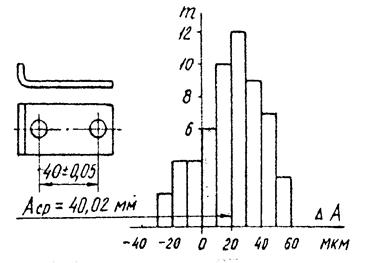
5.21 Какое числовое значение имеет систематическая погрешность межцентрового расстояния А=40±0.05 мм, если в партии деталей рассеивание размера А имеет вид, представленный на рисунке 5.3? а) Dсист=0.09 мм; в) Dсист=0.02 мм; б) Dсист=0.06 мм; г) Dсист=0.01 мм.
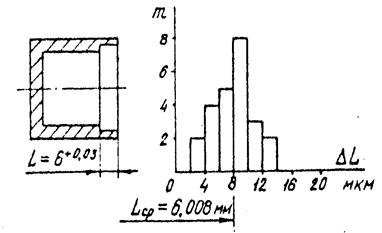
Рисунок 5.3 5.22 Какое числовое значение имеет случайная погрешность параметра L (глубины расточки 6+0.03) при обработке партии деталей, если ее распределение имеет вид, представленный на рисунке 5.4?
а) Dсл=0.03 мм; б) Dсл=0.012 мм; в) Dсл=0.008 мм; г) Dсл=0.002 мм.
Рисунок 5.4 5.23 Исследуется точность процесса механической обработки поверхностей. Какой вид распределения следует ожидать для погрешностей относительного расположения поверхностей типа отклонения от параллельности, соосности, перпендикулярности, торцевого биения и др.? а) распределение модуля разности (рисунок 5.5а); б) распределение Гаусса (нормальное распределение) (рисунок 5.5б); в) распределение Рэлея (рисунок 5.5в); г) распределение равной вероятности (рисунок 5.5г).
Рисунок 5.5
5.24 Какой вид имело бы распределение параметра (размера) R, если в процессе обработки партии деталей на настроенном станке действовал только один источник погрешности – равномерный износ инструмента? а) распределение Симпсона (рисунок 5.6а); б) распределение Гаусса (нормальное распределение) (рисунок 5.6б); в) распределение Рэлея (рисунок 5.6в); г) распределение равной вероятности (рисунок 5.6г).
Рисунок 5.6
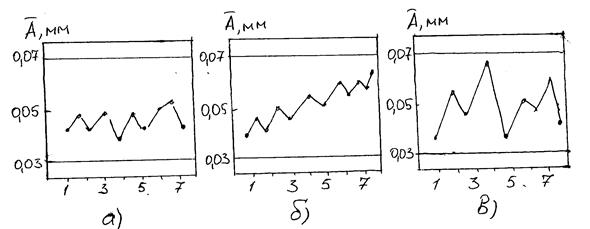
5.25 Точечные диаграммы для средних А мм (рисунок 5.7) 1) На какой из приведенных точечных диаграмм технологически неустойчивым? 2) На какой из приведенных точечных диаграмм технологически неустойчивым по положению центра рассеяния?
Рисунок 5.7 Литература
1. Справочник технолога-машиностроителя. В 2-х томах. Т1/ под ред. А.Г.Косиловой и Р.К. Мещерякова. - 4-е изд. Перераб. и доп. - М.: Машиностроение, 1986. - 656 с. 2. Солонин И.С. математическая статистика в технологии машиностроения. - М.: Машиностроение, 1972. - 216 с. 3. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. - М.: Машиностроение, 1976. - 288 с. 4. Обработка металлов резанием: Справочник технолога/ А.А.Попов, В.В.Аникин, Н.Г.Бойм и др.; Под общ. Ред. А.А.Попова. - М.: Машиностроение, 1988. - 736 с. 5. Сборник задач и упражнений по технологии машиностроения: Учебное пособие для машиностроительных специальностей вузов/ В.И.Аверченков, О.А.Горленко, В.Б. Ильицкий и др.; Под общ. Ред. О.А. Горленко. - М.: Машиностроение, 1988. - 192 с. 6. Технология машиностроения: Сборник задач и упражнений: учеб. пособие / В.И. Аверченков и др.; Под общ. ред. В.И. Аверченкова и Польского. – 2-е изд., перераб. и допол. – М.: ИНФРА-М, 2006. – 288 с. – (Высшее образование). 7. Справочник технолога–машиностроителя: в 2-х томах. Т.1/ под редакцией А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова – М.: Машиностроения -1; 2001г. – 914с.
8. Справочник технолога–машиностроителя: в 2-х томах. Т.2/ под редакцией А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова – М.: Машиностроения -1; 2001г. – 949 с.
приложение Приложение А
|
||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 350; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.216.229 (0.03 с.) |