Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розрахунок часу на обробку деталі (технічне нормування)
Розрахунок часу ведеться в наступній послідовності. 1. Основний технологічний час дорівнює
Т0 =Т01+Т02+Т03+...+Тоn
Т0,Т01, Т02, Т03...Тоn – основний технологічний час на виконання окремих переходів 2. Допоміжний час Перехід 1. tуст. – час на установку деталі. Перехід 2. tпер. – час на перехід. tупр. – час на управління верстатом. tзам. – час на замір і контроль. tдоп. =tуст.+ tпер.+tупр.+tзам.. 3. Оперативний час Топ=Т0+Тдоп. 4. Час на обслуговування робочого місця, відпочинок і природні потреби
% об. – процент часу на обслуговування від оперативного часу % відп. – процент часу на відпочинок від оперативного часу 5. Штучний час Тшт=Топ + Тобс. +Твідп. хв.
Операція 010 – фрезерно-центрувальна. 1. Основний технологічний час
T0=t01+t02=0,3+0,1=0,4 хв.
2. Допоміжний час Перехід 1 tуст=0,31 [К,9М] Перехід 2 tпер=0,24 [К,27М] tвим=0,10 [К,74М] tпер2=0,24+0,10=0,34 хв
tдоп= tуст+ tпер2=0,31+0,34=0,65 хв
3. Оперативний час
Топ=То+ Тдоп=0,4+0,65=1,05 хв.
4. Час на обслуговування робочого місця і відпочинок
%обсл=3 (К.72М) %відп=7% [К.36М]
5. Штучний час
Тшт= Топ+Тобл+Твідп=1,05+0,03+0,07=1,15 хв.
Аналогічно розрахунок часу проводимо для всіх технологічних операцій і зводимо їх в таблицю
Визначення кількості металорізальних верстатів
Кількість верстатів для серійного виробництва визначають виходячи із умови, необхідної для виконання окремих операцій, а також випуску типових деталей.
Соб=
Соб – кількість верстатів Тшт – штучний час на одну операцію Tвип – такт випуску. (1,42) 1. Визначаємо кількість металорізальних верстатів для кожної операції
Соб1=
Соб2=
Соб3= Соб4= Соб5= Соб6,7= Соб8= Таким чином, загальна кількість верстатів для виготовлення штока насоса складає:
Соб= Соб1 + Соб2 + Соб3 + Соб4 + Соб5 + Соб6,7 + Соб8 = 1+1+3+5+1+2+4 = 17 верстатів.
Вибір і розрахунок пристрою
Вибір пристрою залежить від ряду факторів, в першу чергу від типу виробництва. Правильно вибраний пристрій повинен сприяти підвищенню продуктивності праці і точності обробки, покращенню умов праці, ліквідацію попередньої розмітки заготовок і вивірки їх при установці на верстаті.
В умовах мілко серійного виробництва застосовуються стандартні універсальні пристрої: патрони, машинні лещата, поворотні стопи, токарні пристрої. В нашому технологічному процесі при фрезерних роботах застосовується фрезерний пристрій типу „машинних лещат” з пневматичним циліндром ГОСТ 24351–80, що дає можливість зменшити час на установку і закріплення заготовки, підвищує точність обробки за рахунок усунення вивірки при установці і зв’язаних із нею похибок. При токарних роботах застосовується 3-х кулачковий патрон з пневмоциліндром. Визначаємо осьову силу на штоці механізованого приводу для затиску деталі при відсутності всередині пристрою упора для точної установки деталі по довжині
де: Qсум–потрібна сумарна сила затиску, що рівномірно діє на базовій поверхні деталі; Q’ – сила попереднього стискування губок пристрою для усунення зазору між губками лещат і поверхнею затискуючої деталі. j a – кут при вершині конуса губок. Сумарна сила затиску
Кожна губка являється консольно закріпленою деталлю, тому сила
де: f –0.25¸1,5 – коефіцієнт тертя між губкою і обробляючою поверхнею; К =1,2¸1,5 – коефіцієнт запасу; М – момент, що передається губкою, кг/мм (Н·9,81); Рz – тангенціальна сила різання; Д – найбільший діаметр оброблювальної деталі; Pz =1795,6H=183 кг/мм;
Рх – сила, що діє вздовж осі деталі при обробці Рх=0,25·1795,6=449 Н/м Е=21157·10-5 (22000) – модуль пружності матеріалу губок Н/м2 Y – момент інерції сектора кільця в місці дотику губок
де: Д – зовнішній діаметр губок пристрою, мм; S – товщина губок; a1 – половина кута сектора губок. Підставляємо в формулу для Q1 одержані значення моменту інерції Y, тоді
Підставивши в формулу для Q’ замість Е його значення 22000 кгс/мм2 і f1 – його значення D/2, провівши перетворення дістанемо просту формулу
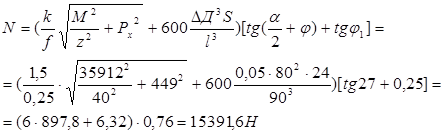
Осьова сила N, що діє на штоці механізованого приводу для затиску деталі буде дорівнювати:
Підставимо в формулу замість Qсум і Q’ їх значення, тоді
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 155; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.100.42 (0.024 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 ; де
; де приймаємо 1 верстат.
приймаємо 1 верстат. к-сть = 1
к-сть = 1 к-сть =3
к-сть =3 к-сть=5
к-сть=5 к-сть=1
к-сть=1 к-сть=2
к-сть=2 к-сть=4
к-сть=4 )
) – 6–80 – кут тертя між поверхнею губок і стискуючою поверхнею.
– 6–80 – кут тертя між поверхнею губок і стискуючою поверхнею.


 – радіус базової затискуючої деталі
– радіус базової затискуючої деталі