
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розрахунок маси заготовки і коефіцієнт використання металуСодержание книги
Поиск на нашем сайте
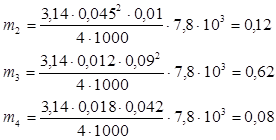
Масу заготовки визначають по формулі: m3 = V·
mзаг= m1+m2+m3+m4+m5
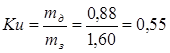
mзаг=1,6 кг. Коефіцієнт використання металу визначаємо з відношення маси деталі до маси вихідної заготовки.
Відносно високе значення коефіцієнта свідчить про правильний вибір виду заготовки з точки зору корисного використання металу. Економічне обґрунтування вибору заготовки
Для того, щоб вибрати економічно вигідний варіант заготовки, необхідно визначити технологічну собівартість заготовки по двох варіантах. Технологічна собівартість визначається по формулі:
Q–маса заготовки, кг S–ціна 1 т матеріалу заготовки, грн Д–маса готової деталі, кг S від х- ціна 1 т відходів, грн. I варіант – заготовка – прокат Q=1,60 кг S=3600; д=0,88 кг Sвід х=500грн II варіант –заготовка – поковка Q=1,60 кг S=3950грн; д=0,88 кг Sвід х=540 грн СзагI= CзагII= Так, як по ІI варіанту собівартість нижча, то цей варіант більш вигідний. Механічні властивості сталі 45ХН ГОСТ4543–71 Границя міцності Gвр=610н/м3м2 Границя текучості Gт=450 МПа/м2 Питоме видовження Питоме звуження Ударна в’язкість dn= 5кг/см2 Твердість по Брінелю НВ=197мн/м2 Технологічний розділ. Розробка технологічного процесу виготовлення деталі
Проектуючий технологічний процес виготовлення штока насоса.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 361; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.71.213 (0.006 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 , де
, де

 грн. (6).
грн. (6). грн
грн грн.
грн. =16%
=16%
 по l =16±0.2 мм
по l =16±0.2 мм



