
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Unit 4. Metal-removal processes and machine toolsСодержание книги
Поиск на нашем сайте
How do various types of machine-tools differ from each other?
That’s how we usually ask and answer questions in English. Study this table.
Task 2. Look at the schematic diagram. Try to explain the electrochemical grinding process. Task 3. Listen and complete the TV advert.
Use it at home. Use it on the building site. Use it when you travel. It has a 1) _______ and a pair of 2) ________. It also has a 3) ______, a 4) ________ and a 5) ________ ________. The Multi Tool has everything you need! Only £29.99. Buy one now! Task 4. Read and translate the following text. Material Removal Processes Material removal processes, which include machining, cutting, grinding, and various nonmechanical chipless processes, are desirable or even necessary for the following basic reasons: closer dimensional tolerances, surface roughness, or surface-finish characteristics may be required than are available by casting, forming, powder metallurgy, and other shaping processes; and part geometries may be too complex or too expensive to be manufactured by other processes. However, material removal processes inevitably waste material in the form of chips, production rates may be low, and unless carried out properly, the processes can have detrimental effects on the surface properties and performance of parts. Traditional material removal processes consist of turning, boring, drilling, reaming, threading, milling, shaping, planing, and broaching, as well as abrasive processes such as grinding, ultrasonic machining, lapping, and honing. A factor of great significance in metal cutting is tool wear. Many factors determine the type and rate at which wear occurs on the tool. The major critical variables that affect wear are tool temperature, type and hardness of tool material, grade and condition of workpiece, abrasiveness of the microconstituents in the workpiece material, tool geometry, feed speed, and cutting fluid. The type of wear pattern that develops depends on the relative role of these variables. Tool wear can be classified as flank wear; crater wear on the tool face; localized wear, such as the rounding of the cutting edge; chipping or thermal softening and plastic flow of the cutting edge; concentrated wear resulting in a deep groove at the edge of a turning tool, known as wear notch. The general types of machine tools are lathes; turret lathes; screw, boring, drilling, reaming, threading, milling, and gear-cutting machines; planers and shapers; broaching, cutting-off, grinding, and polishing machines. Each of these is subdivided into many types and sizes. Turning is a machining operation for all types of metallic and nonmetallic materials and is capable of producing circular parts with straight or various profiles. The cutting tools may be single-point or form tools. The most common machine tool used is a lathe; modern lathes are computer-controlled and can achieve high production rates with little labor. Boring is a machining process for producing internal straight cylindrical surfaces or profiles, with process characteristics and tooling similar to those for turning operations. Boring machines are of two general types, horizontal and vertical, and are frequently referred to as horizontal boring machines and vertical boring and turning mills. A classification of boring machines comprises horizontal boring, drilling, and milling machines; vertical boring and turning mills; vertical multispindle cylinder boring mills; vertical cylinder boring mills; vertical turret boring mills; car-wheel boring mills; diamond or precision boring machines; and jig borers. Drilling is a commonly employed hole-making process that uses a drill as a cutting tool for producing round holes of various sizes and depths. Drilled holes may be subjected to additional operations for better surface finish and dimensional accuracy, such as reaming and honing. Drilling machines are intended for drilling holes, tapping, counter boring, reaming, and general boring operations. They may be classified into a large variety of types: twist drills, straight-shank twist drills, taper-shank drills, heavy-duty drill, and radial drill. A reaming is a multiple-cutting edge tool used to enlarge or finish holes, and to provide accurate dimensions as well as good finish. Reamers are of two types: 1)rose and 2) fluted. The rose reamer is a heavy-bodied tool with end cutting edges. It is used to remove considerable metal and to true up a hole preparatory to flute reaming. It is similar to the three- and four-fluted drills. Wide cylindrical lands are provided back of the flute edges. Threads may be formed on the outside or inside of a cylinder or cone with single-point threading tools, with threading chasers, with taps, with dies, by thread milling, by thread rolling, and by grinding. There are numerous types of taps, such as hand, machine screw, pipe, and combined pipe tap and drill. Small taps usually have no radial relief. Large taps may have still more flutes. Milling is one of the most versatile machining processes and is capable of producing a variety of shapes involving flat surfaces, slots, and contours (Fig. 1)
Fig. 1 Basic types of milling cutters and operations. (a) Slab (peripheral) milling; (b) face milling; (c) end milling. Task 5. Ask your groupmate about the objects in the picture below. Translate the terms and describe the differences between these types of drills. If you have problems contact the dictionary or any Internet resources.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-08; просмотров: 1026; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.0.20 (0.007 с.) |

 Task1. Discuss the following question:
Task1. Discuss the following question: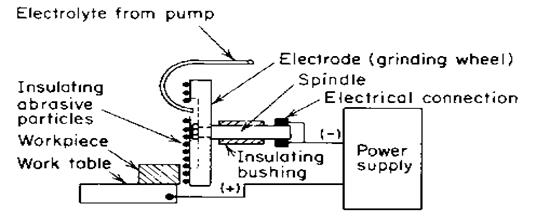
 This is the new Multi Tool!
This is the new Multi Tool!




