Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Получение информации о качестве продукцииСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
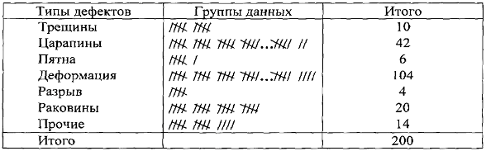
Сбор объективной и представительной информации о параметрах детали или анализируемого технологического процесса является важным фактором правильной оценки качества детали или характера протекания процесса. Целями сбора информации о продукции являются: 1. контроль и регулирование производственного процесса; 2. анализ отклонений от установленных требований; 3. контроль продукции. Когда цель сбора данных установлена, она становится основой для определения характера сравнения, которое надлежит произвести, и типа данных, которые необходимо собрать. Пусть, например, возник вопрос о разбросе (вариации) в показателе качества изделия. Если производится один замер в день, то нельзя судить о вариации в течение дня. Для выявления работника, допускающего дефекты, надо брать раздельные выборки, чтобы можно было сравнить работу каждого из них. Подобное разделение группы данных на несколько подгрупп по определенному признаку называется расслоением, или стратификацией. Всегда нужно помнить, анализируя группу данных, о возможности расслоения. В реальных условиях представляется целесообразным регистрировать данные в простой и доступной для использования форме. Такой форме отвечает контрольный листок - бумажный бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было легко и точно записать данные измерений. Его назначение имеет две цели: облегчить процесс сбора данных и автоматически упорядочить данные для их последующей обработки. Контрольный листок для регистрации видов дефектов (Рис 1.2). Каждый раз, когда контролер обнаруживает дефект, он делает в листке пометку (штрих). Когда набирается 4 штриха, пятый их перечеркивает. В конце рабочего дня контролер может быстро сосчитать число и разновидности дефектов. К недостаткам этого листка можно отнести невозможность провести расслоение данных.
Рис 1.2- Контрольный листок видов дефектов. Примечание – источник [Алексеева М.М. Планирование деятельности фирмы. - М.: Финансы и статистика, 1999. - 318 с.]
Это легко выполнить в контрольном листке причин дефектов (Рис 1.3). Листок выполнен таким образом, что из него можно выбрать необходимую информацию о дефектах, допущенных не только по вине рабочего или причине плохой наладки станка, но и определить появление брака, вызванное усталостью рабочего во второй половине дня или изменением условий его работы.
Рис 1.3- Контрольный листок причин дефектов. Примечание – источник [Алексеева М.М. Планирование деятельности фирмы. - М.: Финансы и статистика, 1999. - 318 с.]
Наиболее характерным примером статистического контроля качества является статистический приемочный контроль. Основная идея такого контроля состоит в том, что о качестве контролируемой партии продукции судят по значениям характеристик малой выборки из этой партии. Различают приемочный контроль по качественному и количественному признаку. При контроле по качественному признаку каждую проверяемую единицу продукции относят к определенной группе (годная или дефектная продукция), а последующие решения принимают в зависимости от соотношения количества изделий, оказавшихся в этих группах. Такой контроль называют альтернативным. При контроле по количественному признаку определяют значения одного или нескольких параметров единиц продукции, а последующие решения принимают в зависимости от этих значений (среднее арифметическое параметра, среднеквадратическое отклонение). Для организации приемочного контроля по качественному признаку необходимо задать контрольные нормативы, то есть критерии для принятия решения (приемочное число, браковочное число) и правила приемки. Наибольшее распространение на практике получили три вида приемочного контроля: · одноступенчатый, при котором решение о принятии или браковке партии продукции принимается по результатам контроля только одной выборки или пробы; · многоступенчатый, при котором решение о принятии или браковке партии принимается на основании последовательных испытаний (больше или равно 2) выборок или проб, причем максимальное их количество установлено заранее; · последовательный, при котором решение о принятии или продолжении испытаний принимается после оценки каждой последовательно проверяемой единицы продукции (выборки, пробы).
|
||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 718; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.123.61 (0.007 с.) |