Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварочно-монтажного производстваСодержание книги
Поиск на нашем сайте
Последовательность реализации алгоритма оптимизации качества сварочных работ и сварных соединений базируется на решении следующих задач: – разрабатывается система учета, контроля и анализа качества сварочных работ и сварных соединений; – разрабатывается компьютерная система назначения и выбора сварочных материалов; – разрабатывается компьютерная система по выбору параметров и режимов сварки для конкретных типоразмеров сварных соединений; – на основе современных информационных технологий формируется история качества в разрезе конкретных базовых совокупностей стыков; – формируются базы данных и знаний об уровне качества доминирующих производственных факторов и причинах брака сварки; – за период не менее одного года рассчитывается технический уровень сварочно-монтажного производства в зависимости от уровня качества сварных соединений для конкретных типоразмеров, базовых совокупностей и всего предприятия; – рассчитывается удельный вес влияния на уровень качества доминирующих производственных факторов и их технические уровни; – определяются факторы с наименьшим техническим уровнем и главные причины брака (отрицательные параметры); – принимаются обоснованные управляющие решения по устранению отрицательных параметров по цепочке дефект–причина–фактор.
5.4 Методики расчета, оценки и прогнозирования технического уровня сварочного производства для изготовления бездефектных сварных соединений
Статистическое регулирование и оптимизация технологических процессов на монтажном объекте осуществляется по каждой базовой совокупности (БС) сварных соединений. Средством для регулирования и оптимизации служит информация об удельном весе влияния на выходной уровень качества сварных соединений доминирующих производственных факторов. Затраты на достижение оптимального качества Ропт должны быть минимальными из всех возможных в данном случае решений. Решение задачи возможно как с использованием компьютерной техники, так и ручным способом, где исходными данными являются: Wб – затраты на производство в базовом периоде, у. е.; Wр – планируемые затраты на производство, у. е.; D W – затраты на единицу улучшения параметра качества, %; k б – коэффициент затрат на достигнутый уровень качества; А, В, D – граничные (предельные) параметры качества, %; Р – расчетный уровень качества, % Задача сводится к оптимизации в ряду множества решений минимальных в процентном отношении затрат Wр min по отношению к предыдущим базовым затратам Wб, с минимизацией параметра качества Р. Планируемые затраты на поддержание заданного уровня качества и общего технического уровня ТУо рассчитываются по формуле:
где kб = Wб/ Sб – базовый коэффициент; Sp – расчетная сложность производства; Приведем пример расчета оптимального уровня качества сварочного производства ручным способом.
А = 100 %; В = 0 %; D = 11,6 %; Wб = 50 у. е. Достигнутый уровень качества Р = 6 %. Сложность достижения данного уровня составит:
Обобщенный технический уровень
Базовый коэффициент затрат
Планируем уровень качества Р = 5 %, тогда сложность его достижения составит:
Затраты на достижение данного ТУо составят:
Планируем уровень качества Р = 4 %, тогда сложность его достижения составит:
Планируем уровень качества Р = 3 %, тогда сложность его достижения составит:
Найдем величину затрат, необходимых в этом случае на единицу улучшения параметра Р:
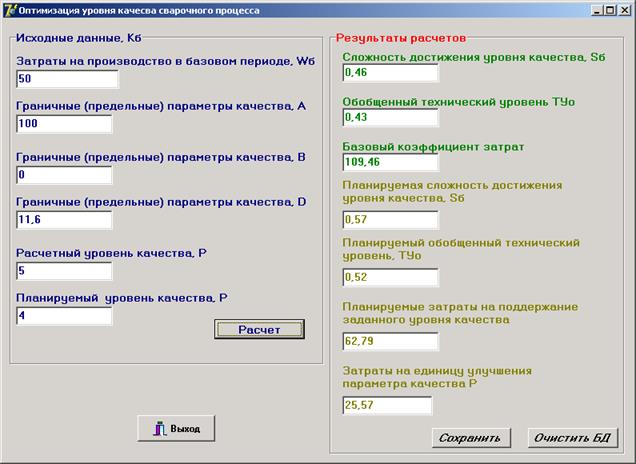
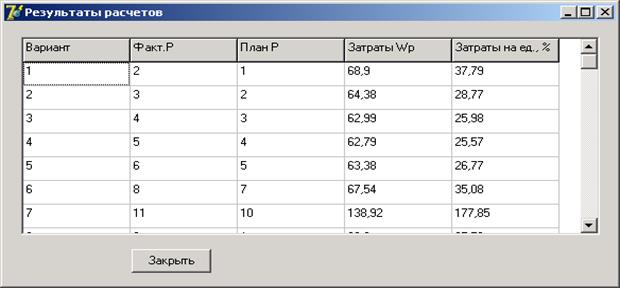
Пример расчета оптимального уровня качества сварочной продукции компьютерным способом представлен на рисунках 5.8 и 5.9. Из рисунка 5.9 видно, что оптимальный вариант при заданных условиях – №4. Вариант №7 показывает явную заниженность требований к качеству сварочно-монтажных работ и разлаженность сварочного процесса. Таким образом, исходя из имеющихся в настоящее время производственно-технических возможностей, оптимальный уровень качества Ропт по всем базовым совокупностям находится в пределах от четырех до пяти процентов. На основании выполненных расчетов оптимальный технический уровень ТУопт.= 0,52. Рассчитанный уровень качества Ропт дает возможность проводить оценку и принимать обоснованные управляющие решения по конкретному исполнителю, доминирующим производственным факторам, производству и организации в целом. Сварочно-монтажные организации, не превысившие годовой расчетный уровень брака, можно считать вполне благополучными. Технический уровень этих организаций находится на достаточной высоте.
Рисунок 5.8 – Пример расчета оптимального уровня качества сварочной продукции
Рисунок 5.9 – Таблица результатов расчета оптимального уровня качества Сварочной продукции.
Информационное и программное обеспечение разработано в соответствии с требованиями международных стандартов ИСО-9000, ИСО-9002, ИСО-3834. В системе реализованы следующие автоматизированные функции: – ведение информации о контроле стыков неразрушающими методами; – формирование и выдача информации о состоянии качества сварки; – формирование истории качества по доминирующим в образовании дефектности факторам; – формирование и выдача аналитической информации о влиянии доминирующих производственных факторов на качество сварных соединений; – расчет оптимального уровня качества сварных соединений и технического уровня сварочно-монтажного производства при изготовлении технологических трубопроводов. Таким образом, можно сделать следующие выводы. Путем сравнения структуры дефектов определяются возможные действующие в данное время на данном объекте причины брака сварки. Производится проверка и уточнение установленных причин брака на объекте, информируются непосредственные исполнители и руководители объекта на уровне прораба, мастера по сварке, сварщиков, слесарей-сборщиков. Принимаются меры по устранению (корректировка) действия причин брака на объекте. Причины, не устраняемые на объекте – первом уровне управления, выносятся на второй уровень управления – монтажное управление, завод, или третий – руководство ОАО, ЗАО. Выполненными исследованиями мы установили закономерности и доминирующие причины образования дефектности сварных соединений. Отсюда логично встает проблема: как исключить эти причины при изготовлении сварных соединений ручной дуговой (аргонодуговой, механизированной в смесях) сваркой? Роботизировать или автоматизировать процессы в данных условиях, как было показано выше, невозможно или экономически нецелесообразно. Остается единственный путь – оптимизация существующей технологии. Таким образом, необходимо решить задачу определения оптимального (наилучшего из множества возможных) варианта изготовления сварных соединений. Критерии оптимальности – максимальный уровень качества, наибольший экономический эффект. Сочетание полученных результатов работы с современными возможностями вычислительной техники и программных средств позволяет оптимизировать технологические процессы подготовительного и сборочно-сварочного производства. На основе разработки новых информационных технологий и экспертных систем (ЭС) появилась возможность решения целого класса трудноформализуемых инженерных задач. К таким задачам относятся задачи принятия оптимальных проектных решений в сварке, возникающие на стадиях конструкторской и технологической подготовки производства. Решение этих задач позволит еще на начальных этапах конструкторской и технологической подготовки сварочно-монтажного производства гарантировать формирование бездефектных сварных соединений. Проблемы решения характеризуются большим многообразием способов сварки, сварочного и вспомогательного оборудования, типов сварных соединений, свариваемых и сварочных материалов, условий сварки, а также большими объемами нормативно-справочной документации, регламентирующей процессы сварки с учетом специфики видов продукции (машиностроение, приборостроение, трубопроводы, узлы и конструкции атомных электростанций, реакторы и др.). Для анализа, сопоставления множества вариантов и выбора из них оптимального требуется высокая квалификация и практический опыт проектировщика и технолога, а также большие затраты времени на анализ информации из различных источников. Наибольшая актуальность и необходимость создания таких систем возникает при работе предприятий в условиях мелкосерийного и единичного производства, а также при разработке и внедрении технологий информационной поддержки жизненного цикла продукции. Проведенный анализ и патентные исследования показали, что в настоящее время в мире и Республике Беларусь системы, аналогичные разработанной, отсутствуют [127, 151, 152, 157, 161, 166, 206, 211, 215, 216, 235, 241 – 250]. Следует отметить, что в России и странах дальнего зарубежья достигнуты определенные успехи в создании экспертных и информационно-аналитических систем в других областях применения. Анализ существующих ЭС показывает, что большая их часть приходится на медицину, электронику, вычислительную технику и военные приложения и лишь до 10% из общего числа приходится на системы, предназначенные для использования в промышленности. Столь же неравномерно распределение ЭС по типам решаемых задач. Так, около 5% из систем, используемых в промышленности, ориентировано на задачи диагностики и контроля. И практически отсутствуют работы, направленные на решение задач принятия оптимальных технологических решений в сварке, гарантирующих формирование бездефектных сварных соединений в изготавливаемых сварных конструкциях. Общий алгоритм технологии формирования бездефектных сварных соединений представлен на рисунке 5.10.
Рисунок 5.10 – Алгоритм технологии формирования бездефектных сварных соединений ГЛАВА 6
|
||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 241; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.208.243 (0.007 с.) |

 , (12)
, (12)
 у. е.
у. е.

 у. е.
у. е.

 у. е.
у. е. %
%