

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
G74 Цикл торцевой контурной обработки
Похожие статьи вашей тематики
 Контур торцевой обработки
Контур торцевой обработки
| Формат:
N… G74 W1… R…
N… G74 P…Q…U+/-…W2+/-… F…S…T…
| 1-ый кадр
2-ой кадр
| W1 [мм] …глубина резания по Z, инкр., без знака, на чертеже – W1.
R [мм] …высота отвода
P …номер кадра для первого кадра программируемой формы
Q … номер кадра для последнего кадра программируемой формы
U [мм]…расстояние и направление припуска на чистовую обработку в направлении X (диаметр или радиус) на рисунке показано как U/2.
W2 [мм]…. расстояние и направление припуска на чистовую обработку в направлении Z, инкр., без знака, на рисунке показано как W2
F, S, T… Подача, скорость, инструмент.
|
| | Пример цикла торцевой обработки:
Обработка показанного на рисунке контура. W1, R1, W2 и U (в N100 и N110) увеличены для большей показательности.
А: X=120, Z=2
A': X=120, Z=-45
B^ X=20, Z=0
Программа:
…
N70 G00 X120 Z2 (точка А)
…
…
N100 G74 W9 R2
N110 G74 P120 Q190 U10 W5
N120 G0 Z-45 (точка А)
N130 G1 X80 Z-40
N140 Z-30
N150 X60 Z-25
N160 Z-20
N170 X30 Z-15
N180 X20
N190 Z0
N200 S… F… T… (выбор инструмента чистовой обработки)
N210 G72 P120 Q190 (цикл чистовой обработки)
…
| Перед обработкой инструмент находится в точке С. Между номерами кадров P и Q программируется контур (А до А' до В), который будет обрабатываться с соответствующим припуском на глубину резания по определенному припуску на чистовую обработку (2 кадр, на чертеже W2).
Примечания:
• Функции F, S и T между P и Q игнорируются.
• Контур между А' и В должен программироваться на понижение, т.е. диаметр должен уменьшаться.
• Первое движение от А до А' должно быть G00 или G01, допускается только по Z (G00 X…) и должно программироваться в абсолютных координатах.
• Между P и Q недопустим вызов подпрограммы.
|
 Повторение профиля
Повторение профиля
| G75 Повторение профиля
Формат:
N… G75 U1+/-… W1+/-… R…
N… G75 P…Q…U2…W2… F…S…T…
| | Первый кадр
Второй кадр
| U1 [мм] …Исходная точка цикла по оси Х (радиус), на чертеже – U.
W1 -Исходная точка цикла на оси Z, на чертеже указана как W2
R -количество повторений (равно кол-ву резов)
P -номер кадра для первого кадра программируемой формы
Q -номер кадра для последнего кадра программируемой формы
U2 [мм]…расстояние и направление припуска на чистовую обработку в направлении X (диаметр или радиус), на чертеже показано как U/2
W2 [мм] - расстояние и направление припуска на чистовую обработку в направлении Z, (инкрементное значение, со знаком), на чертеже показано как W2.
F, S, T… Подача, скорость, инструмент.
| |
| Цикл G75 позволяет выполнять обработку параллельно профилю заготовки, траектория поэтапно сдвигается к законченному профилю.
Программа для полуфабрикатов (кованые, литые детали).
| | | | | | | |
 Глубокое сверление / врезание по оси Z
Глубокое сверление / врезание по оси Z
| G76 Глубокое сверление/врезание по оси Z
Формат:
N… G76 R…
N… G76 X(U)… Z(W)… P…Q…R…F…
| | Первый кадр
Второй кадр
| R1 [мм] …высота отвода для стружколомания (инкрементное значение, без знака), на чертеже – R1.
X(U), Z(W) Абсолютные (инкрементные) координаты крайней точки контура K
или
Z(W) Абсолютная (инкрементная) глубина сверления
P [мкм] –инкрементная подача в направлении X (без знака); Р < ширины инструмента!
Q [мкм] –глубина резания в направлении Z (без знака)
R2 – подрезание в конечной точке Z, на чертеже R2
F –Скорость подачи
| |
| Примечания:
• Без адресов X(U) и Р G76 может использоваться как цикл сверления (предварительно переместить инструмент на X = 0)
• При цикле врезания врезная подача Р должна быть меньше ширины инструмента В.
• При первом проходе, в конечной точке Z не выполняется подрезание.
• Подрезание должно определяться положительным значением.
|
 Цикл врезания по оси X
Цикл врезания по оси X
| G77 Цикл врезания (ось X)
Формат:
N… G77 R…
N… G77 X(U)… Z(W)… P…Q…R…F…
| | Первый кадр
Второй кадр
| R1 [мм] …высота отвода для стружколомания (инкрементное значение, без знака), на чертеже R1.
X(U), Z(W) Абсолютные (инкрементные) координаты точки K
P [мкм] –Глубина резания в направлении X (без знака);
Q [мкм] –инкрементнаяглубина врезания в направлении Z (без знака)
R – подрезание в конечной точке X, на чертеже R2
F –Подача
| |
| Примечания:
• Врезная подача Q должна быть меньше ширины инструмента В.
• Ширина инструмента не принимается во внимание в данном цикле.
• При первом проходе не выполняется подрезание.
• Подрезание должно определяться положительным значением.
|
 Многократный цикл нарезания резьбы
Многократный цикл нарезания резьбы
| G78 Многократный цикл нарезания резьбы
Формат:
N… G78 P… Q… R…
N…G78 X(U)…Z(W)…R…P …Q … F…
Первый кадр:
Р…….6-значный параметр разделенный на цифровые пары:
· PXXxxxx
Первые две цифры данного параметра определяют количество проходов чистовой обработки
· PxxXXxx
следующие две цифры определяют величину фаски (см. Pf на чертеже) [мм]
PF = F×PxxXXxx/10
· PxxxxXX
определяет угол наклона боковой стороны резьбы в [˚] (допускается: 80, 60, 55, 30, 29, 0).
Q…….Минимальная глубина резания [мкм] с приращением
R…..Припуск на чистовую обработку [мм] с приращением.
Второй кадр:
X(U), Z(W) Абсолютные (инкрементные координаты точки К
R [мм] Величина конуса с приращением со знаком (R=0 прямая резьбы)
Р [мкм] Глубина резьбы (всегда положительна), на чертеже – Р2
Q [мкм] Глубина резания для первого прохода (радиус) без знака
F [мм] Шаг резьбы
Примечание:
Отрицательный параметр конуса R определяет конус как показано на рисунке.
|
 Характеристики отвода G98, G99
Характеристики отвода G98, G99
 Последовательность движений G98, G99
Последовательность движений G98, G99
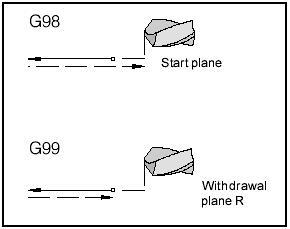
| Систематические функции G98/G99
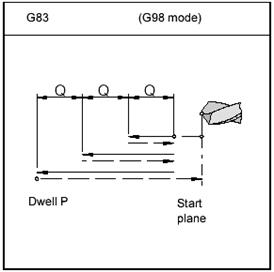
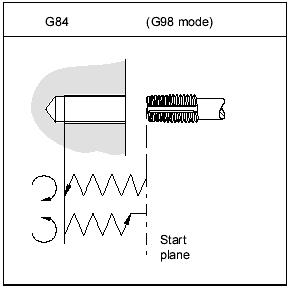
G98….После достижение глубины сверления инструмент отводится в исходную плоскость
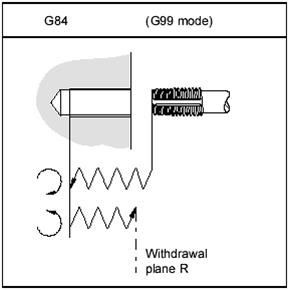
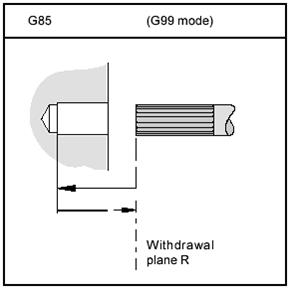
G99…. После достижение глубины сверления инструмент отводится в плоскость отвода – определяется параметром R.
Если не активированы функции G98 или G99, инструмент отводится в исходную плоскость. При программировании G99 (отвод в плоскость отвода), необходимо установить адрес R. При программировании G98, нет необходимости программирования R.
R определяет высоту плоскости отвода относительно последней позиции Z (исходная позиция цикла сверления). При отрицательном значении для R, плоскость отвода находится ниже исходной позиции, при положительном значении для R, плоскость отвода находится выше исходной позиции.
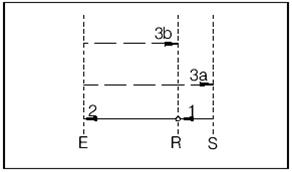
Последовательность движений
- Инструмент перемещается с быстрой скоростью от исходной позиции (S) в плоскость, определенную R (R).
- Обработка сверлением, определяемая характеристиками цикла, на конечную глубину сверления (Е).
- Отвод выполняется: а) при помощи G98 в исходную плоскость (S), b) при помощи G99 в плоскость отвода.
|
|
| G80 Циклы отмены (G83 – G85)
Формат
N… G80
Циклы сверления являются модальными. Они отменяются функцией G 80 или другой командой группы 1 (G00, G01, …).
|  Цикл сверления с отводом в плоскость отвода
Цикл сверления с отводом в плоскость отвода
 Цикл сверления с отводом в исходную плоскость
Цикл сверления с отводом в исходную плоскость
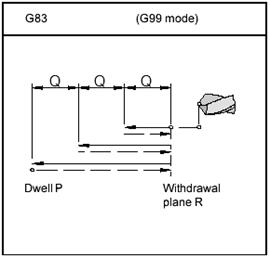
| G83 Цикл сверления
Формат:
N…G98(G99) G83 X0 Z(W)…(R…) Q…P…F
M…
G98(G99).. возврат в исходную плоскость (плоскость отвода)
X0……Позиция отверстия по X (всегда 0)
Z(W)…Абсолютная (с приращением) глубина сверления
R[мм]..Инкрементное значение для плоскости отвода относительно точки Z (со знаком)
Q [мкм]..Глубина сверления на проход
P[мс]..Выдержка на глубине сверления
Р1000 = 1 сек
F……..Скорость подачи
M…….Направление шпинделя (М03 или М04)
Примечания:
• При программировании G99 (отвод в плоскость отвода), необходимо задать параметр R. При программировании G98, нет необходимости программирования R.
• Нет необходимости программировать X0 при G83, если запрограммирована исходная позиция для выполнения цикла по обеим осям (N… G00 X0 Z…). В ином случае, необходимо выполнить подвод только к исходной позиции по оси Z (N… G00 Z3…) в предшествующем кадре.
• Если параметр Q не задан, деление проходов не выполняется, т.е. выполняется сверление до конечной точки Z в один проход.
|
 Цикл нарезания резьбы метчиком с отводом в плоскость отвода
Цикл нарезания резьбы метчиком с отводом в плоскость отвода
 Цикл нарезания резьбы метчиком с отводом в исходную плоскость
Цикл нарезания резьбы метчиком с отводом в исходную плоскость
| G84 Цикл нарезания резьбы метчиком
Формат:
N…G98(99) G84 X0 Z(W)…(R…) F…M…
F……..Шаг резьбы
X0……Позиция отверстия по оси Х (всегда 0)
Z(W)…Абсолютная (инкрементная) глубина сверления
R[мм].. Инкрементное значение для плоскости отвода относительно точки Z (со знаком)
P[мс]…Выдержка на дне отверстия
Р1000 = 1сек
F……..Скорость подачи
M…….Направление вращения шпинделя (М03 или М04)
Примечания:
• При программировании G99 (отвод в плоскость отвода), необходимо установить адрес R. При программировании G98, нет необходимости программирования R.
• Нет необходимости программировать X0 при G83, если запрограммирована исходная позиция для выполнения цикла по обеим осям (N… G00 X0 Z…). В ином случае, необходимо выполнить подвод только к исходной позиции по оси Z (N… G00 Z3…) в предшествующем кадре.
• Цикл нарезания резьбы метчиком запускается соответствующей функцией М (М03 или М04). В заданной точке направление вращения шпинделя автоматически изменяется на обратное, для возврата. После достижения исходной позиции, система переключается на исходное направление вращения шпинделя.
|
 Цикл развертывания с отводом в плоскость отвода
Цикл развертывания с отводом в плоскость отвода
 Цикл развертывания с отводом в исходную плоскость
Цикл развертывания с отводом в исходную плоскость
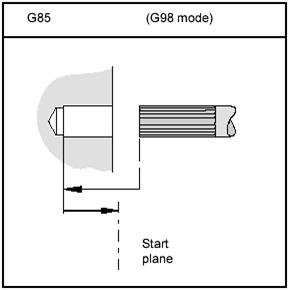
| G85 Цикл развертывания
Формат:
N…G98 (99) G85 X0 Z (W)…(R…) P…F…M…
X0……Позиция отверстия по оси Х (всегда 0)
Z(W)…Абсолютная (инкрементная) глубина сверления
R[мм].. Инкрементное значение для плоскости отвода относительно исходной точки Z (со знаком)
P[мс]…Выдержка на дне отверстия
Р1000 = 1сек
F……..Скорость подачи
M…….Направление вращения шпинделя (М03 или М04)
Примечания:
• При программировании G99 (отвод в плоскость отвода), необходимо установить адрес R. При программировании G98, нет необходимости программирования R.
• Нет необходимости программировать X0 при G83, если запрограммирована исходная позиция для выполнения цикла по обеим осям (N… G00 X0 Z…). В ином случае, необходимо выполнить подвод только к исходной позиции по оси Z (N… G00 Z3…) в предшествующем кадре.
• Цикл нарезания резьбы метчиком запускается соответствующей функцией М (М03 или М04). В заданной точке направление вращения шпинделя автоматически изменяется на обратное, для возврата. После достижения исходной позиции, система переключается на исходное направление вращения шпинделя.
Отвод к исходной точке выполняется с двойной подачей.
Деление проходов путем задания параметра Q невозможно.
|
| G90 Программирование в абсолютных размерах
Формат:
N…G90
Адреса программируются следующим образом:
X……Диаметр
U+/-…инкрементное значение, в диаметре (для некоторых циклов)
Z+/-…абсолютное значение (относительно нулевой точки заготовки)
W+/-..инкрементное значение (фактическое) расстояние перемещения
Примечания:
• Допускается прямое переключение между G90 и G91 от кадра к кадру.
• G90 и G91 могут также программироваться с некоторыми другими функциями G
• (N… G90 G00 X…Z…).
G91 Программирование в размерах с приращением
Формат:
N…G91
Адреса программируются следующим образом:
X,U……Диаметр
Z,W…...инкрементное значение (фактическое) расстояние перемещения со знаком
Примечания:
См. G90.
G92 Ограничение скорости шпинделя
Максимальная скорость вращения шпинделя в программе обработки устанавливается командой G92. Требуемое значение вводится в адресе F (шпиндель).
Данная команда используется в сочетании с запрограммированной скоростью резания.
Никакие другие команды в этом кадре недопустимы.
G92 Выбор системы координат
Формат:
N…G92 X…Z… (установка системы координат)
или
N…G92 U…W… (сдвиг системы координат)
или
N…G92 S… (ограничение скорости шпинделя)
Пример:
Иногда в программе необходимо выполнить сдвиг нулевой точки детали. Это не может быть выполнено при помощи настраиваемого сдвига нуля.
|
Пример:
Требуется выполнить сдвиг нуля с правой стороны детали влево
Диаметр детали = 30 мм
Длина детали = 100 мм
Программа:
N…G90..Программирование в абсолютных размерах
... ………………..Нуль детали справа
... ………….Правая сторона контура обработана
N180 G00 X35……Отвод
N185 Z-100….Расстояние движения = длина детали
N190 G92 X35 Z0…Новый нуль детали на левой стороне
... …………………Нулевая точка детали слева
... ………………..Обработка левой стороны
N305 G00 X35…….Отвод
N310 Z100……Расстояние движения = длина детали
N315 G92 X35 Z0…и т.д.
Сдвиг нуля с помощью G92 является модальным, и не отменяется командой М30 или RESET! Поэтому, не забывайте выполнять сброс сдвига нуля G92 перед завершением программы. При инкрементной установке сдвига нуля, значения U и W прибавляются к последнему достоверному сдвигу нуля.
G94 Скорость подачи в минутах
Ввод команды G94 означает, что все значения, запрограммированные в «F» (подача), задаются в мм/мин.
G95 Скорость подачи в оборотах
Ввод команды G95 означает, что все значения, запрограммированные в «F» (подача), даются в мм/оборот.
G96 Постоянная скорость резания
Единица: м/мин
Система управления выполняет постоянную калькуляцию скорости шпинделя в соответствии с необходимым диаметром.
G97 Постоянная скорость вращения
Единица: оборот/мин
| | Описание команд М
Команды М являются переключательными или дополнительными функциями (вспомогательными) Команды М могут вводиться в программу отдельно или вместе с другими командами. Команды одной группы отменяют друг друга, поэтому последняя запрограммированная команда М отменяет предшествующую команду М той же группы.
Примечание:
Далее описаны стандартные команды М. Возможность выполнения данных команд зависит от типа станка и используемых дополнительных устройств.
|
| М00 Программируемый останов (безусловный)
Данная команда активирует остановку выполнения программы обработки.
Основной шпиндель, подача и подача СОЖ выключаются. Дверь станка может быть открыта без включения тревоги.
Выполнение программы может быть продолжено нажатием «NC START»  . После этого включается основной привод со всеми используемыми до этого значениями.
М01 Программируемый останов (условный)
М01 работает как М00, но только если включена функция подтверждения PROGRAMMED STOP YES при помощи экранной клавиши в меню PROGRAM CONTROL.
Выполнение программы может быть продолжено нажатием «NC START» . После этого включается основной привод со всеми используемыми до этого значениями.
М01 Программируемый останов (условный)
М01 работает как М00, но только если включена функция подтверждения PROGRAMMED STOP YES при помощи экранной клавиши в меню PROGRAM CONTROL.
Выполнение программы может быть продолжено нажатием «NC START»  . После этого включается основной привод со всеми используемыми до этого значениями.
М02 Конец основной программы
М02 работает как М30. . После этого включается основной привод со всеми используемыми до этого значениями.
М02 Конец основной программы
М02 работает как М30.
| М03 Включение основного шпинделя по часовой стрелке
Шпиндель включается при условии, что запрограммирована скорость вращения шпинделя и скорость резания, дверь станка закрыта, а заготовка правильно зажата.
М03 должна использоваться для всех инструментов правостороннего резания или верхнего расположения, если обработка выполняется за вращающимся центром.
М04 Включение основного шпинделя против часовой стрелки
Условия аналогичны описанным в М03.
М03 должна использоваться для всех инструментов левостороннего резания или нормального расположения, если обработка выполняется за вращающимся центром.
М05 Выключение основного шпинделя
Электрическое торможение основного привода.
В конце программы основной привода автоматически выключается.
|
| М08 Подача СОЖ ВКЛ
Только для ЕМСО РС Turn 120/125/155.
Включение подачи СОЖ.
М09 Подача СОЖ ВЫКЛ
Только для ЕМСО РС Turn 120/125/155.
Выключение подачи СОЖ.
М17 Конец подпрограммы
М17 записывается в последнем кадре подпрограммы. Кадр может содержать только эту команду, или в сочетании с другими функциями. Вызов подпрограммы м М17 не могут находиться в одном кадре (вложение).
М20 Задняя бабка назад
Только для устройства автоматической задней бабки.
Задняя бабка движется назад.
См. «Дополнительные функции – Автоматическая задняя бабка».
М21 Задняя бабка вперед
Только для устройства автоматической задней бабки для РС Turn 120/125/155.
Задняя бабка движется вперед.
См. «Дополнительные функции – Автоматическая задняя бабка».
| М25 Открывание зажимного приспособления
Только для устройства автоматического зажимного приспособления для РС Turn 120/125/155.
Зажимное приспособление открывается.
См. «Дополнительные функции – Автоматическое зажимное приспособление».
М26 Закрывание зажимного приспособления
Только для устройства автоматического зажимного приспособления для РС Turn 120/125/155.
Зажимное приспособление закрывается.
См. «Дополнительные функции – Автоматическое зажимное приспособление».
М30 Конец программы
Командой М30 выключаются все приводы, и система возвращается в начало программы. Кроме того, показание счетчика увеличивается на 1.
М71 Выдувание ВКЛ
Только для дополнительного устройства выдувания.
Устройство выдувания включается.
М72 Выдувание ВЫКЛ
Только для дополнительного устройства выдувания.
Устройство выдувания выключается.
|
|
| М98 Вызов подпрограммы
Формат:
N… M98 P…
P……..Первые четыре цифры справа определяют номер подпрограммы, другие цифры – количество повторений.
Примечание:
• М98 может устанавливаться в одном кадре с командой движения (например, G01 X25 M98 P2500 1).
• Если количество повторов не определено, вызов подпрограммы выполняется один раз (М98 Р500 1).
• Если запрограммированной подпрограммы не существует, активируется сбойный сигнал.
• Возможно выполнение двойного циклического вызова подпрограммы.
М99 Конец подпрограммы, Указание перехода
Формат:
N… M99 P…
М99 в основной программе
Без адреса перехода:
Переход к началу программы.
С адресом перехода:
Переход к кадру № хххх
М99 в подпрограмме
Без адреса перехода:
Переход в программу вызова, следующий кадр после кадра с вызовом подпрограммы (см. рисунок).
С адресом перехода:
Переход в программу вызова к кадру № хххх
Примечание:
• М99 должна быть последней командой в подпрограмме.
• Обратный переход выполняется автоматически на следующий кадр УП.
| Основная программа Подпрограмма
 Вызов подпрограммы из основной программы
Вызов подпрограммы из основной программы
|
|




