Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструмент для отделочной обработки зубьев зубчатых колесСодержание книги
Поиск на нашем сайте
Зубчатые колеса, к которым предъявляются повышенные требования в отношении точности и шероховатости рабочих поверхностей, после зу- бонарезания или термической обработки подвергаются отделочной обра- ботке. Существует ряд методов отделки боковых поверхностей зубьев шес- терен, из которых наиболее распространенным является шевингование. Шевингование – это лезвийный способ обработки, в отличие от абразивных способов отделки зубьев: зубо- шлифования, зубохонингования и притирки. Режущий инструмент – шевер – срезает с боковой поверхности зубьев заготовки очень тонкую стружку. Обработка ве- дется на специальных шевинговальных станках. Шевер представляет собой косозубое колесо, на боковых по- верхностях зубьев которого нанесены узкие канавки, об- разующие режущие кромки. Колесо-заготовка и шевер обкатываются как цилиндрическая винтовая пара со скрещивающимися осями, при значении угла между осями в 10...15 0 (рис. 7). Благодаря этому на боковой поверхности зубьев возникает проскальзывание, обеспечивающее срезание тончайшей струж- ки. Шевингованием обрабатывают незакаленные зубчатые колеса ЛАБОРАТОРНАЯ РАБОТА №18 ТЕМА: Изучение сил резания при точении. Влияние различных факторов на температуру в зоне резания Влияние элементов процесса резания на шероховатость поверхности
Цель работы: 1.ознакомление с устройством и работой динамометра ДК – 1 и установление влияния режимов резания на величину составляющих сил резания при продольном точении 2.изучение методики измерения температуры резания и исследование влияния режимов резания на температуру резания.
ОПРЕДЕЛЕНИЕ СИЛ РЕЗАНИЯ ПРИ ТОЧЕНИИ Силы резания при точении При точении на резец действует сила резания Р, представляющая собой равнодействующую сил, действующих на режущий инструмент, направление действия силы Р зависит от конкретных условий работы. Для удобства рассмотрения действия этой силы и использования в расчетах ее принято раскладывать на три составляющие (рисунок 1).
Сила РZ – главная составляющая силы резания (касательная составляющая силы резания), совпадающая по направленно со скоростью главного движения резания в вершине лезвия. Сила РY – радиальная составляющая силырезания, направленная по радиусу главного вращательного движения резания в вершине резания. Сила PX – осевая составляющая силы резания, параллельная оси главного вращательного движения резания. Величины перечисленных составляющих силы резания необходимо знать при определении мощности электродвигателя станка, расчете и проверке механизмов коробки скоростей и коробки подач, расчете режущего инструмента, при определении жесткости узлов станка и приспособлений, анализе условий вибрации. В некоторых случаях при назначении режимов резания проверяют прочность и жесткость детали. Величины составляющих силы резания, в зависимости от глубины резания t (в мм) и подачи S (мм/об), можно определить по эмпирическим формулам:
где CP – коэффициенты, зависящие от физико-механических свойств материала заготовки и условий обработки; XP и YP – показатели степеней; kP – поправочные коэффициенты, зависящие от конкретных условий обработки. Так как методика исследования всех трех зависимостей (1) одна и та же, то целесообразно ограничиться изучением влияния элементов режимов резания на величину только главной составляющей сил резания РZ, а остальные составляющие вычислить по ориентировочным соотношениям:
Эти соотношения получены при обработке стали 45 без охлаждения для резцов с передним углом γ = 15°, главным углом в плане φ = 45°, углом наклона главной режущей кромки λ = 0. Равнодействующая сил резания Р определяется как диагональ параллелепипеда, построенного на составляющих силах:
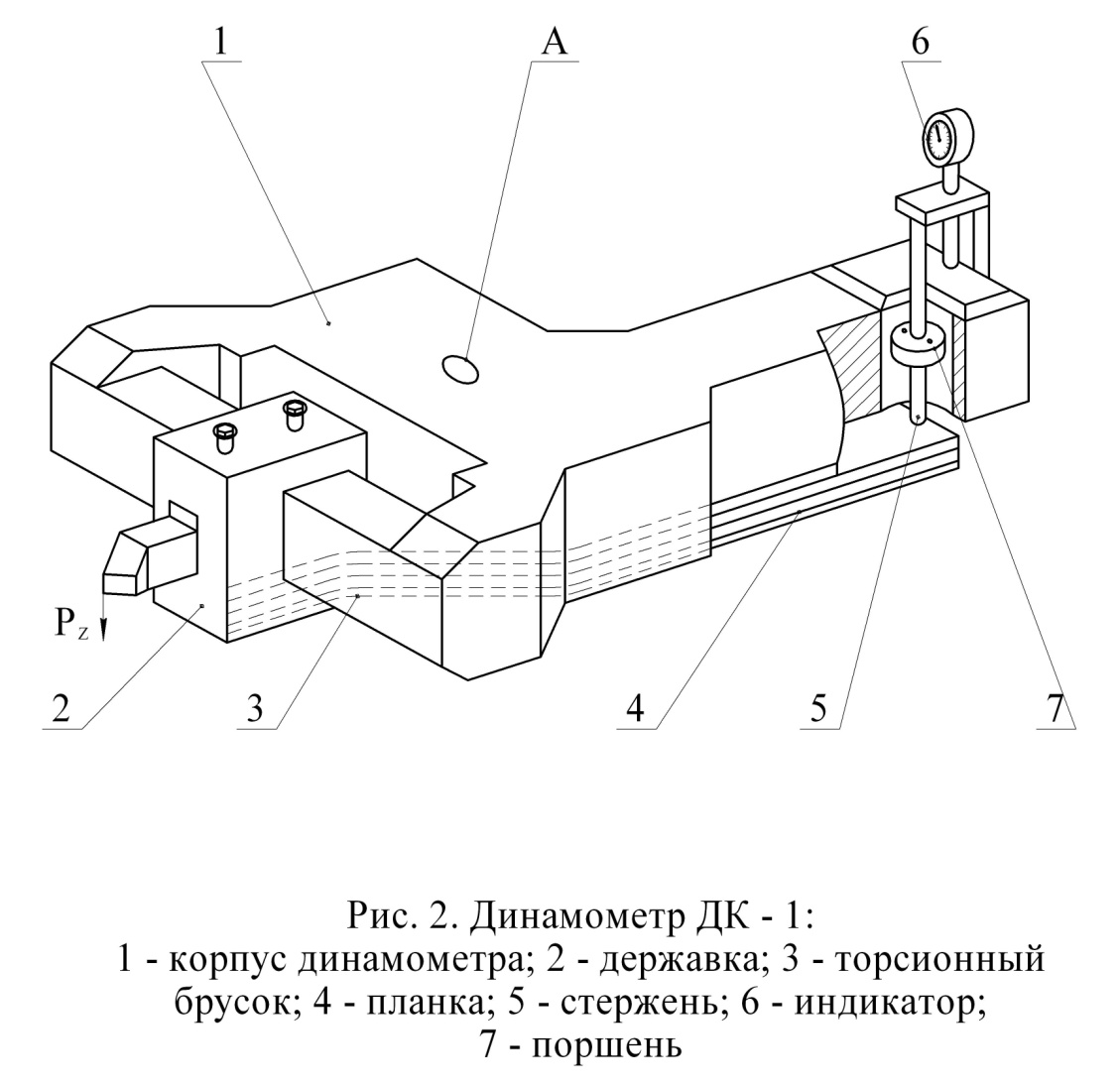
В данной работе измерение РZ производится динамометром ДК – 1 (рисунок 2).
Работа динамометра
Динамометр ДК – 1 (см. рисунок 2) устанавливается на верхних салазках суппорта токарного станка вместо резцедержателя и закрепляется болтом, пропущенным через отверстие А. Резец закрепляется в державке 2, которая соединена с корпусом 1 динамометра при помощи двух упругих (торсионных) брусков квадратного сечения 3. Под действием силы РZ резец слегка отжимается вниз, скручивая торсионные бруски. При этом конец длинной планки 4, приваренной к державке 2, поднимается, нажимая стержнем 5 на ножку индикатора 6. Перемещение ножки индикатора пропорционально деформации торсионных брусков 3 и, следовательно, касательной составляющей сил резания РZ. Цена деления индикатора определяется предварительным тарированием. Для устранения влияния неизбежных колебаний планки 4 на ножку индикатора предусмотрено простое демпфирующее устройство, включающее в себя насаженный на стержень 5 поршень 7 с двумя малыми отверстиями. Поршень помещен в цилиндре, заполненном вязким маслом.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 327; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.217.100 (0.007 с.) |


 , Н
, Н , Н (1)
, Н (1) , Н
, Н (2)
(2)
 (3)
(3)